 Skip to content
Skip to content 
Custom printing looks simple on the surface: choose a fabric, add ink, apply heat, and the design appears. But anyone who has handled printed garments, bags, or accessories in real use knows the truth—some prints stay sharp and vibrant for years, while others fade, crack, or bleed after a few washes. In most cases, the difference has less to do with the printer and more to do with the fabric underneath. Cotton and polyester behave very differently in custom printing. Cotton absorbs ink deeply, making it ideal for screen printing and DTG with a soft, natural look. Polyester bonds best with sublimation and heat-transfer methods, delivering high color vibrancy and durability when paired with the right process. The ideal material depends on printing method, end use, and performance expectations.
At SzoneierFabrics, printing issues rarely start at the artwork stage. They usually begin much earlier—when the wrong fabric is selected for the intended printing method. Understanding how cotton and polyester interact with ink, heat, and pressure is the key to achieving consistent, professional print results.
Let’s begin by clarifying how these two materials differ at a fundamental level when it comes to printing.
What Are the Fundamental Differences Between Cotton and Polyester for Custom Printing?

The fundamental difference between cotton and polyester for custom printing lies in fiber chemistry and ink interaction. Cotton is hydrophilic and porous, allowing inks to be absorbed into the fiber structure, while polyester is hydrophobic and non-absorbent, requiring inks to bond through heat, pressure, or surface-level fixation. This single difference determines which printing methods are viable, how prints feel, and how they age over time.
Printing success starts with fiber chemistry.
At a professional level, cotton and polyester are not simply “natural vs synthetic.” They represent two fundamentally different printing environments. Brands that ignore this distinction often experience inconsistent color, poor durability, or unexpected hand-feel issues once production scales.
Why Fiber Structure Changes Everything
Before discussing printing methods or aesthetics, it is essential to understand how cotton and polyester are built at the fiber level. Printing is not applied onto fabric—it interacts with fibers. The chemistry of those fibers dictates everything that follows.
Fiber Composition and Ink Behavior
Cotton and polyester respond to ink in opposite ways because of their molecular structure.
| Fabric Type | Fiber Nature | Ink Interaction |
|---|---|---|
| Cotton | Natural, porous | Absorbs ink |
| Polyester | Synthetic, smooth | Repels ink |
Cotton fibers contain cellulose, a polymer rich in hydroxyl (–OH) groups. These groups attract water-based inks and dyes, allowing ink molecules to penetrate deeply into the fiber. Once absorbed, the ink becomes part of the fiber structure rather than a surface layer.
Polyester fibers, by contrast, are made from polyethylene terephthalate (PET). Their surface is smooth, chemically inert, and hydrophobic. Ink cannot penetrate polyester fibers in the same way. Instead, it must either:
- Bond to the surface through binders, or
- Diffuse into the fiber under high heat (as in sublimation)
This difference is the root cause of nearly every printing outcome difference between the two fabrics.
How Absorption Affects Print Appearance
Ink absorption directly shapes how a print looks and feels.
| Effect | Cotton Result | Polyester Result |
|---|---|---|
| Ink depth | Deep penetration | Surface bonding |
| Hand feel | Soft, breathable | Slightly raised |
| Detail sharpness | Natural, matte | Crisp, defined |
On cotton, ink spreads slightly as it penetrates the fiber. This produces:
- Softer edges
- A matte, organic appearance
- Minimal surface buildup
The result feels integrated into the fabric, which is why cotton prints are often described as “soft-hand” or “breathable.”
On polyester, ink remains closer to the surface unless sublimated. This creates:
- Sharper edges
- Higher color intensity
- A more graphic, defined look
However, surface bonding can also introduce a slightly raised or coated feel, depending on ink system and print thickness.
Visual Consistency vs Organic Variation
Cotton’s absorbency introduces natural variation. Two cotton garments from different lots may absorb ink at slightly different rates due to:
- Fiber maturity
- Yarn twist
- Fabric density
Polyester’s smooth surface produces higher visual consistency across batches. For brands prioritizing uniform logos, exact color matching, or sharp graphic reproduction, this consistency can be a decisive advantage.
Heat Sensitivity and Thermal Behavior
Heat plays a very different role in cotton and polyester printing.
| Factor | Cotton | Polyester |
|---|---|---|
| Heat tolerance | Moderate | High |
| Heat bonding | Limited | Excellent |
| Risk of scorching | Higher | Lower |
Cotton fibers begin to degrade or scorch at relatively low temperatures compared to polyester. Excessive heat can:
- Yellow cotton fabric
- Weaken fibers
- Reduce fabric lifespan
As a result, cotton is less suitable for printing methods that rely heavily on high heat for ink fixation.
Polyester, on the other hand, is thermally stable within typical printing ranges. This makes it ideal for:
- Heat transfer printing
- Sublimation
- High-temperature curing systems
In sublimation specifically, heat causes dye molecules to transition into a gas state and bond directly with the polyester polymer—something cotton fibers simply cannot do.
Durability and Wash Performance
Durability is not just about whether a print cracks—it is about how it ages visually and tactually.
On cotton:
- Absorbed ink resists peeling
- Prints fade gradually rather than failing abruptly
- Surface remains breathable
However, cotton prints may lose color intensity faster, especially under frequent washing or UV exposure.
On polyester:
- Properly bonded prints maintain color saturation longer
- Edges remain sharp over time
- Poor bonding can lead to cracking or film failure
When executed correctly, polyester prints often outperform cotton in long-term color retention, especially in activewear, promotional apparel, and frequently washed items.
Ink System Compatibility
The fiber differences also dictate which ink systems work effectively.
Cotton is compatible with:
- Water-based inks
- Discharge inks
- Pigment-based digital inks
These inks rely on absorption and chemical affinity with cellulose fibers.
Polyester requires:
- Sublimation dyes
- Disperse dyes
- Plastisol or resin-based inks with strong binders
Attempting to use cotton-optimized inks on polyester usually results in:
- Poor adhesion
- Dull colors
- Rapid wash-out
Likewise, sublimation on cotton is ineffective without special coatings or transfer layers, which often compromise hand feel.
Hand Feel and Wear Comfort
From a wearer’s perspective, the difference is immediate.
Cotton prints:
- Feel softer
- Retain breathability
- Integrate naturally with the garment
Polyester prints:
- Feel more technical
- May create a slight barrier on the surface
- Prioritize performance over softness
For lifestyle apparel, cotton’s comfort advantage is significant. For performance apparel, polyester’s stability and moisture management often outweigh tactile softness.
Moisture Interaction and Print Stability
Cotton absorbs moisture from both ink and the environment. This can:
- Enhance comfort
- Increase breathability
- Introduce variability in humid conditions
Polyester repels moisture, keeping prints more dimensionally stable during wear and washing. This stability is one reason polyester dominates sportswear and outdoor applications.
Production Control and Scalability
From a manufacturing standpoint, polyester offers greater process control.
- Ink behavior is more predictable
- Color matching is easier to standardize
- Results scale more reliably across large orders
Cotton printing requires more adjustment:
- Pre-treatment consistency matters
- Fabric lot variation affects outcomes
- Environmental factors influence absorption
This does not make cotton inferior—it makes it less forgiving at scale.
Real-World Insight
In controlled side-by-side testing at SzoneierFabrics, cotton and polyester were evaluated using identical artwork and washing cycles.
Results consistently showed:
- Cotton scoring higher on comfort, softness, and natural appearance
- Polyester outperforming in color longevity, edge clarity, and repeatability
After 30+ wash cycles, polyester prints retained sharper outlines, while cotton prints softened visually but remained more comfortable to the touch.
These outcomes reflect real-world tradeoffs, not quality gaps.
Choosing Based on Intent, Not Preference
The mistake many brands make is asking, “Which fabric is better?” The correct question is, “Which fabric aligns with the product’s purpose?”
Cotton excels when:
- Softness and comfort matter most
- A natural, matte aesthetic is desired
- Breathability is a priority
Polyester excels when:
- Color durability is critical
- Sharp graphics are required
- Heat-based printing methods are preferred
Neither fabric is universally superior. They simply obey different physical rules.
Fundamental Takeaway
Cotton and polyester are not interchangeable printing substrates. Their differences are rooted in fiber chemistry, not surface texture or price point.
- Cotton absorbs ink and integrates it into the fabric
- Polyester resists ink and requires engineered bonding
Understanding this distinction allows brands to:
- Select appropriate printing methods
- Predict long-term print behavior
- Avoid costly trial-and-error in production
When printing decisions align with fiber science, results become predictable, scalable, and commercially reliable.
Which printing methods work best on cotton fabrics, and why?

Cotton works best with screen printing, direct-to-garment (DTG), water-based printing, and discharge printing because its cellulose-based fibers naturally absorb ink and allow pigments or dyes to anchor inside the fiber structure. This absorption-driven behavior enables soft hand feel, breathable surfaces, and stable aging—qualities that remain difficult to replicate on synthetic fabrics.
Cotton doesn’t just hold ink—it welcomes it.
At a professional production level, cotton is not simply a “traditional” choice. It is a chemically cooperative substrate that aligns with how most ink systems were originally designed to work. Understanding why certain printing methods succeed on cotton—and others struggle—requires looking beyond technique names and into fiber–ink interaction.
Cotton-Optimized Printing Methods Explained
Cotton’s internal structure is porous, hydrophilic, and chemically active. These traits make it uniquely compatible with printing methods that rely on penetration, diffusion, and natural curing, rather than surface adhesion alone.
Screen Printing on Cotton
Screen printing remains the most widely used and most forgiving printing method for cotton fabrics, especially in medium to large production runs.
| Advantage | Why It Works |
|---|---|
| Deep ink absorption | Strong color anchoring |
| Soft hand feel | Ink integrates with fibers |
| High wash durability | Reduced cracking |
Cotton fibers absorb ink into the yarn bundle rather than leaving it suspended on the surface. This anchoring effect reduces stress concentration when the fabric bends or stretches, which is why screen-printed cotton garments tend to fade gradually instead of cracking or peeling.
Both plastisol inks and water-based inks can be used successfully on cotton, but they behave differently:
- Plastisol inks sit closer to the surface, delivering strong opacity and consistent color across fabric weights. On cotton, plastisol remains flexible because the fabric absorbs some of the carrier oils.
- Water-based inks penetrate more deeply and cure within the fiber matrix, preserving the fabric’s softness and breathability.
From a quality perspective, many premium brands prefer water-based systems on cotton because the print becomes almost inseparable from the fabric itself.
Why Cotton Is More Forgiving in Screen Printing
Cotton tolerates variation better than synthetic fabrics. Minor differences in squeegee pressure, ink viscosity, or curing temperature are often absorbed—literally—by the fiber structure.
This forgiveness makes cotton ideal for:
- Large production runs
- Multi-color prints
- Reorders across time
On polyester, the same variability often leads to adhesion failure or inconsistent gloss.
Direct-to-Garment (DTG) Printing on Cotton
DTG printing is fundamentally dependent on ink absorption, which is why cotton remains its preferred—and often required—substrate.
| DTG Feature | Cotton Benefit |
|---|---|
| Fine detail | Clear image resolution |
| Color blending | Natural gradients |
| Breathability | Comfortable wear |
DTG inks are typically water-based pigment inks. When printed onto cotton, they soak into the fibers and are fixed through heat curing. The result is a print that feels lightweight and breathable, with minimal surface buildup.
Cotton’s absorbency allows DTG to:
- Render photographic detail
- Produce smooth tonal transitions
- Avoid the stiff, plastic feel associated with surface coatings
This is why DTG is dominant in:
- Custom apparel
- Short runs
- On-demand printing
- High-detail artwork
The Role of Pretreatment in DTG Printing
While cotton is naturally absorbent, pretreatment chemistry plays a critical role in DTG success. Pretreatment helps bind pigment particles to cellulose fibers and improves color vibrancy.
Key factors include:
- Uniform pretreatment application
- Fabric weight and knit density
- Moisture content of the cotton
Well-prepared cotton fabrics produce DTG prints with higher wash durability and reduced color migration.
Water-Based Ink Printing
Water-based printing is often considered the most “cotton-native” method because it works with the fiber rather than against it.
| Method | Result |
|---|---|
| Water-based ink | Soft, matte finish |
| Discharge printing | Dye removed, color replaced |
Water-based inks penetrate cotton fibers and leave behind pigment without heavy binders. Once cured, the ink becomes part of the fabric’s internal structure, preserving airflow and flexibility.
This method is especially valued for:
- Lifestyle apparel
- Premium basics
- Vintage or matte aesthetics
The resulting prints are often described as “barely there” to the touch.
Discharge Printing on Cotton
Discharge printing takes advantage of cotton’s dyed cellulose fibers. Instead of adding color on top, discharge ink removes the existing dye and replaces it with a new pigment.
This process:
- Eliminates ink buildup
- Produces exceptionally soft prints
- Creates color that cannot crack or peel
Discharge printing is highly effective on 100% cotton or high-cotton blends dyed with dischargeable dyes. It is rarely successful on polyester because synthetic fibers do not react chemically in the same way.
Why These Methods Fail on Polyester
The same methods that excel on cotton perform poorly on polyester due to polyester’s hydrophobic, non-porous surface.
On polyester:
- Water-based inks sit on the surface
- DTG inks struggle to bond
- Discharge chemistry is ineffective
As a result, these methods either fail outright or require heavy binders that compromise hand feel and durability.
Hand Feel and Wear Comfort
One of cotton’s greatest advantages in printing is tactile quality.
Cotton prints typically feel:
- Softer
- More breathable
- More natural against skin
Because ink is absorbed rather than layered, the fabric retains its flexibility. This is especially important for:
- T-shirts
- Hoodies
- Sleepwear
- Lifestyle garments
By contrast, surface-heavy printing on synthetics often creates a barrier layer that alters comfort.
Wash Performance and Aging Behavior
Cotton prints age differently than polyester prints.
On cotton:
- Ink fades gradually
- Surface integrity remains intact
- No abrupt failure points
This gradual aging is often perceived positively, especially in casual or vintage-inspired apparel. The print becomes part of the garment’s character rather than a defect.
However, cotton’s absorbency also means:
- Slightly lower color brightness
- More sensitivity to washing conditions
Proper curing, pre-shrinking, and fabric selection mitigate most of these risks.
Limitations to Understand When Printing on Cotton
Cotton printing is highly effective, but not without trade-offs.
| Limitation | Impact |
|---|---|
| Lower color brightness | Compared to sublimation |
| Shrinkage risk | If fabric not pre-shrunk |
| Moisture sensitivity | Longer drying times |
Cotton cannot achieve the same neon-level vibrancy as sublimated polyester. Its strength lies in depth and softness, not maximum saturation.
Shrinkage must be controlled through:
- Pre-shrunk fabric
- Sanforization
- Proper curing temperatures
Moisture management during printing and drying is also more critical, as cotton holds water longer than synthetics.
Fabric Construction Matters
Not all cotton prints the same. Print outcomes vary based on:
- Yarn count
- Knit vs woven structure
- Fabric weight
- Surface smoothness
Combed, ring-spun cotton with tighter knits produces cleaner prints than open-end or loosely constructed fabrics. Brands that invest in better base fabric experience fewer printing issues downstream.
Practical Takeaway
Cotton is the preferred printing substrate when:
- A soft, natural look is desired
- Comfort and breathability are priorities
- Printing relies on absorption-based inks
- Artwork benefits from organic texture
This is why cotton remains dominant in:
- Printed apparel
- Lifestyle textiles
- Promotional garments
- Custom fashion basics
Printing on cotton succeeds because the fiber chemistry aligns with the physics of ink. When printing methods respect that chemistry, results are predictable, scalable, and commercially reliable.
Cotton does not need to be engineered to accept ink. It was built that way from the start.
Which printing methods are most compatible with polyester fabrics?

Polyester is most compatible with dye sublimation, heat-transfer printing, and specialized digital transfer systems. Because polyester fibers are hydrophobic and non-absorbent, ink cannot penetrate them in the way it does cotton. Instead, successful polyester printing relies on heat-driven bonding, either by diffusing dye into the polymer structure or mechanically fixing color onto the surface.
With polyester, heat is the language ink understands.
At a professional production level, polyester should never be treated as a “general-purpose” printing fabric. It follows a completely different logic—one based on thermal chemistry, polymer behavior, and surface physics. Brands that ignore this logic often experience color instability, poor adhesion, or premature print failure once garments enter real-world use.
Why Polyester Demands Different Printing Logic
Polyester is engineered to repel moisture. This property is valuable for performance apparel, but it fundamentally changes how inks behave. Most traditional printing systems depend on absorption. Polyester offers none.
As a result, only printing methods that either:
- Chemically bond with polyester under heat, or
- Physically attach a stabilized ink layer to the surface,
can deliver durable, commercial-grade results.
Dye Sublimation: The Gold Standard for Polyester
Dye sublimation is widely considered the most effective and highest-quality printing method for polyester.
Sublimation works by heating solid disperse dye until it converts directly into gas. Under controlled temperature and pressure, this gas penetrates the polyester fiber and bonds at the molecular level.
| Sublimation Benefit | Why It Excels |
|---|---|
| Extreme color vibrancy | Dye becomes part of fiber |
| Zero hand feel | No ink layer |
| Excellent wash resistance | Color won’t crack or peel |
Because the dye becomes embedded within the fiber itself, sublimated prints:
- Cannot crack, peel, or flake
- Do not affect fabric breathability
- Retain flexibility and softness
This makes sublimation the preferred method for sportswear, activewear, promotional textiles, flags, banners, and performance bags.
However, sublimation has strict material requirements. It works only on polyester or high-poly blends—typically 65% polyester or higher. On lower-poly blends, colors appear muted and inconsistent.
Why Sublimation Is Visually Superior on Polyester
Sublimation produces unmatched color clarity because:
- There is no surface ink layer to scatter light
- Dye distribution follows the fiber structure evenly
- Fine details remain crisp even under stretch
This is why sublimated polyester prints often appear brighter and cleaner than any direct ink application on cotton.
Sublimation Constraints to Understand
Despite its advantages, sublimation is not universally applicable.
| Constraint | Why It Matters |
|---|---|
| Light fabric colors | Dark bases block dye |
| Smooth surfaces | Improves clarity |
| Heat stability | Prevents distortion |
Because sublimation dyes are translucent, dark-colored fabrics cannot be sublimated effectively. The base color shows through and alters the final hue. For this reason, sublimation is typically limited to white or very light pastel polyester fabrics.
Fabric heat resistance is also critical. Polyester must withstand temperatures of 180–205°C (356–401°F) without shrinking, glazing, or distorting.
Heat Transfer Printing (HTV & Digital Transfers)
When sublimation is not suitable—due to fabric color, blend ratio, or design constraints—heat transfer printing becomes the most practical alternative.
Heat transfer methods apply color to the fabric surface using heat and pressure.
| Transfer Type | Best Use Case |
|---|---|
| Vinyl heat transfer (HTV) | Logos, lettering |
| Digital transfer | Full-color graphics |
| PU/PET film | Sharp edges |
These systems are highly versatile and can be used on:
- Dark-colored polyester
- Polyester blends
- Mixed-material garments
Unlike sublimation, heat transfers do not require the fabric to be light-colored.
Trade-Offs of Heat Transfer on Polyester
While heat transfer expands design flexibility, it introduces compromises.
Surface transfers:
- Add a physical layer to the fabric
- Reduce breathability in printed areas
- Alter hand feel
From a durability standpoint, modern transfer films can perform well, but they rely on adhesive integrity, not fiber-level bonding. Over time, repeated washing and flexing may cause edge lifting or cracking—especially on high-stretch garments.
For this reason, heat transfer is best suited for:
- Logos
- Numbering
- Limited-area graphics
- Short to mid production runs
It is less ideal for large, full-coverage prints where comfort and longevity are critical.
Specialized Digital Transfer Systems
Recent advances in digital transfer technology have improved outcomes on polyester. These systems combine high-resolution digital printing with optimized adhesive layers engineered for synthetic fibers.
They are often used when:
- Artwork complexity is high
- Fabric color is dark
- Production volumes are moderate
While these systems offer improved wash durability over older transfers, they still remain surface-based solutions and should not be confused with sublimation in terms of long-term integration.
Direct Printing Limitations on Polyester
Traditional direct printing methods struggle on untreated polyester.
| Issue | Result |
|---|---|
| Poor ink absorption | Ink sits on surface |
| Dye migration | Color bleeding |
| Reduced adhesion | Premature wear |
Standard screen printing and DTG were originally developed for absorbent fibers like cotton. On polyester, ink tends to:
- Sit on the surface
- Require heavy binders
- Crack or peel under stress
Additionally, polyester is prone to dye migration, where fabric dye moves into the ink layer under heat, causing discoloration—especially with white or light prints on dark polyester.
How Polyester Printing Issues Are Mitigated
To make direct printing viable on polyester, manufacturers often rely on:
- Low-bleed inks
- Barrier layers
- Pre-treated or coated fabrics
These solutions can work, but they:
- Increase production complexity
- Add cost
- Often compromise softness and breathability
As a result, many brands avoid direct printing on polyester unless absolutely necessary.
Fabric Selection Matters as Much as Printing Method
Not all polyester fabrics behave the same during printing. Key fabric variables include:
- Filament vs spun yarn
- Fabric density
- Surface smoothness
- Heat-setting quality
Smooth, tightly constructed polyester fabrics yield sharper prints with fewer defects. Textured or loosely knitted fabrics introduce distortion and uneven heat transfer.
This is why polyester should always be selected with the printing method in mind, not treated as an afterthought.
Wash Durability and Aging Behavior
Polyester excels in print durability—when the correct method is used.
- Sublimated prints maintain color intensity even after dozens of wash cycles
- Heat transfers degrade gradually, not abruptly, when properly applied
- Surface prints fail fastest when ink adhesion is inadequate
For products subjected to frequent washing—sportswear, uniforms, promotional items—polyester printing often outperforms cotton in long-term color retention.
Comfort and Performance Considerations
From a wearer’s perspective:
- Sublimated polyester retains full breathability
- Transfers create localized stiffness
- Surface-heavy prints reduce moisture management
This is why high-performance apparel almost exclusively uses sublimation when possible.
Practical Takeaway
Polyester is the preferred printing substrate when:
- Maximum color vibrancy is required
- Wash durability is critical
- Breathability without ink buildup is desired
- Performance and consistency matter more than softness
This explains why polyester dominates:
- Sportswear
- Team uniforms
- Promotional textiles
- Printed bags and accessories
Polyester does not cooperate with ink through absorption. It requires thermal bonding, precision, and intent.
When brands respect that reality—and choose printing methods accordingly—polyester becomes one of the most reliable and visually powerful printing fabrics available.
How do ink absorption, color vibrancy, and print sharpness differ between cotton and polyester?

Cotton absorbs ink into its fiber structure, producing prints that feel soft, matte, and organically integrated with the fabric. Polyester, by contrast, bonds color at or within the fiber surface through heat-driven processes, resulting in sharper edges, higher color saturation, and exceptional visual longevity. These differences shape not only how prints look on day one, but how they feel, perform, and age over time.
Print quality is a balance between depth and definition.
Understanding this balance is critical for brands developing printed apparel, accessories, or textile products at scale. The choice between cotton and polyester is not a stylistic preference—it is a technical decision that determines the ceiling of achievable print performance.
Side-by-Side Print Behavior Analysis
Ink behavior is governed by fiber chemistry. Cotton and polyester sit at opposite ends of the absorption spectrum, and every downstream printing result flows from that single fact.
Ink Absorption Mechanics
| Factor | Cotton | Polyester |
|---|---|---|
| Absorption | High | Minimal |
| Ink location | Inside fibers | On / within surface |
| Breathability | Preserved | Preserved (sublimation) |
Cotton is cellulose-based and naturally porous. Ink—especially water-based or pigment inks—penetrates into the fiber bundle, dispersing along capillary pathways. This internalization softens visual edges and minimizes surface buildup.
Polyester, made from PET polymer, is smooth and hydrophobic. Ink cannot soak in. Successful printing therefore relies on:
- Heat-driven diffusion (sublimation), or
- Surface-level adhesion (transfers, specialty inks)
Absorption softens edges; bonding sharpens them. This single contrast explains why cotton prints feel calm and textile-like, while polyester prints look graphic and precise.
How Ink Location Shapes Visual Character
Where ink resides matters as much as how much ink is used.
On cotton:
- Ink becomes part of the yarn structure
- Light scatters slightly through fibers
- Edges appear softer and less defined
On polyester:
- Color sits closer to the viewer
- Light reflects more directly
- Edges appear crisp and controlled
Neither behavior is inherently superior. They simply support different visual languages.
Color Vibrancy Comparison
| Print Outcome | Cotton | Polyester |
|---|---|---|
| Bright reds / blues | Muted | Highly saturated |
| Gradients | Natural | Extremely crisp |
| Black density | Matte black | Deep, rich black |
Polyester—especially when printed via sublimation—consistently outperforms cotton in color intensity. Sublimation dyes diffuse into the polyester polymer itself, creating color that is both saturated and stable. There is no surface ink layer to dull brightness.
Cotton prints, even when well-executed, appear more subdued. Ink absorption spreads pigment microscopically, reducing peak saturation. This results in:
- Softer reds and blues
- Deeper but less glossy blacks
- A matte, natural appearance
This is why cotton is favored for vintage, lifestyle, and heritage aesthetics, while polyester dominates sportswear and high-impact graphics.
Why Black Looks Different on Each Fabric
Black is one of the most revealing colors.
On cotton:
- Black ink absorbs into fibers
- The result is a deep, matte black
- Light reflection is minimal
On polyester:
- Sublimated black appears richer and denser
- The surface reflects light more evenly
- Blacks often look darker under lighting
For logos or graphics where black density is critical—such as team uniforms or promotional items—polyester provides more predictable results.
Print Sharpness and Detail Resolution
| Detail Type | Better On |
|---|---|
| Fine lines | Polyester |
| Photographic detail | Polyester |
| Vintage / washed look | Cotton |
Because polyester does not allow ink to spread laterally, it preserves edge fidelity. Fine lines remain fine. Small text stays legible. Photographic images retain pixel-level clarity.
Cotton, by comparison, introduces controlled diffusion. Fine details may soften slightly as ink penetrates the fiber. This can be a disadvantage for micro-detail—but an advantage for designs that benefit from warmth and texture.
Cotton excels when softness matters more than precision.
Resolution vs Readability in Real Use
An important nuance: higher resolution does not always equal better readability.
Cotton’s softer edge behavior can make large graphics feel more wearable and less harsh. Polyester’s sharpness, while visually striking, can feel overly technical in casual or lifestyle contexts.
Experienced brands choose based on intended emotional response, not just technical capability.
Hand Feel and Comfort
| Touch Factor | Cotton | Polyester |
|---|---|---|
| Ink feel | Soft, integrated | No feel (sublimation) |
| Surface temperature | Neutral | Slightly cool |
| Flexibility | Natural | Engineered |
Cotton prints feel integrated because ink lives inside the fiber. There is minimal difference between printed and unprinted areas, preserving softness and airflow.
Polyester sublimation produces zero hand feel because there is no ink layer at all. The fabric feels identical before and after printing. This is ideal for performance garments where weight, moisture movement, and comfort must remain unchanged.
However, when polyester uses surface transfers, comfort can drop sharply. Films and adhesives introduce stiffness and reduce breathability, especially over large print areas.
Comfort Trade-Offs in Practice
- Cotton + absorption-based printing → maximum comfort, moderate durability
- Polyester + sublimation → maximum durability, neutral comfort
- Polyester + transfers → strong visuals, reduced comfort
This is why high-performance apparel relies almost exclusively on sublimation, while casual wear continues to favor cotton.
Aging Behavior and Print Longevity
| Over Time | Cotton Print | Polyester Print |
|---|---|---|
| Fading | Gradual | Minimal |
| Cracking | Possible | None (sublimation) |
| Texture change | Softens | Stable |
Cotton prints tend to age visibly but gracefully. Color fades slowly. Edges soften. The print becomes part of the garment’s story. For many brands, this aging is desirable.
Polyester sublimation prints are exceptionally stable. Because dye is embedded within the fiber:
- There is no cracking
- Minimal fading occurs even after many wash cycles
- Texture remains unchanged
In applications where long-term visual consistency is critical—uniforms, sportswear, promotional products—polyester has a clear advantage.
Wash Performance and Environmental Stress
Repeated washing amplifies the differences.
Cotton:
- Gradual pigment loss
- Slight softening of print area
- Increased comfort over time
Polyester:
- Color retention remains high
- Edges stay sharp
- Minimal visual change
Heat, UV exposure, and detergents affect cotton more strongly than polyester. This is why polyester dominates in environments involving heavy use, outdoor exposure, or frequent laundering.
Moisture Interaction and Its Impact on Prints
Cotton absorbs moisture from the environment as well as from washing. This can:
- Enhance comfort
- Increase drying time
- Influence print appearance under humidity
Polyester repels moisture, keeping prints dimensionally stable. Sublimated prints do not trap moisture or create barriers, preserving performance properties.
This difference is critical in athletic and outdoor applications.
Choosing Between Depth and Definition
The choice between cotton and polyester printing is ultimately a choice between depth and definition.
- Depth (cotton)
- Softer visuals
- Integrated hand feel
- Natural aging
- Definition (polyester)
- Sharp edges
- High saturation
- Long-term stability
Neither approach is universally better. Each serves different product goals.
Real-World Application Insight
In production testing across apparel and textile accessories:
- Cotton prints consistently score higher on comfort perception and lifestyle appeal
- Polyester prints score higher on color accuracy, repeatability, and wash durability
When tested blind, users often prefer cotton by touch and polyester by sight—highlighting the trade-off brands must navigate.
Practical Takeaway
Choose cotton when:
- Softness and comfort matter most
- A natural or vintage aesthetic is desired
- Gradual aging is acceptable or intentional
Choose polyester when:
- Maximum color vibrancy is required
- Fine detail and sharp edges are critical
- Long-term durability and consistency are priorities
Print quality is not a single metric. It is the result of how fiber chemistry, ink behavior, and design intent intersect.
When brands align material choice with the desired balance between depth and definition, printing outcomes become predictable, scalable, and commercially successful.
Do durability, wash resistance, and colorfastness vary between printed cotton and polyester?

Yes. Durability, wash resistance, and colorfastness differ significantly between printed cotton and printed polyester, especially when polyester is printed using sublimation. Polyester generally delivers superior long-term color stability and wash resistance, while cotton offers solid durability with more visible, gradual aging. The real determinant, however, is not the fabric alone—it is the alignment between fabric type, ink system, and printing process.
Durability is where printing decisions pay—or punish—over time.
At scale, these differences are not theoretical. They surface after dozens of wash cycles, repeated wear, heat exposure, and real-world friction. Brands that choose printing methods based only on appearance often discover durability problems long after production, when returns, complaints, or reputation damage are already in motion.
How Prints Age in Real Life
Print durability is not a single metric. It is a combination of:
- Wash resistance
- Colorfastness (to washing, light, and rubbing)
- Structural integrity of the printed area
- Visual aging behavior
Cotton and polyester age differently because ink sits in different places—inside the fiber versus bonded to or within the polymer surface.
Wash Resistance Comparison
Wash resistance is usually the first durability stress a printed product encounters.
| Factor | Cotton (Screen / DTG) | Polyester (Sublimation) |
|---|---|---|
| First 10 washes | Stable | Near-perfect |
| 20–50 washes | Gradual fade | Minimal change |
| Crack risk | Possible | None |
| Peel risk | Low–medium | None |
On cotton, ink absorption anchors color within the fibers, which reduces peeling but does not prevent gradual pigment loss. Over repeated washing:
- Color intensity slowly decreases
- Edges soften
- The print becomes more integrated with the garment
Cracking can occur if:
- Ink layers are too thick
- Curing is insufficient
- The garment experiences repeated stretching
On polyester sublimation, there is no ink layer to degrade. The dye becomes part of the fiber itself. As a result:
- Cracking and peeling are eliminated
- Wash cycles have minimal impact on appearance
- Fabric flexibility remains unchanged
This is why sublimated polyester is favored for uniforms, sportswear, and promotional textiles subjected to frequent laundering.
Why Sublimation Changes the Durability Equation
Sublimation fundamentally alters the durability model. Instead of resisting mechanical stress, the print simply does not exist as a separate layer. There is nothing to crack, lift, or flake.
From a lifecycle standpoint, sublimated polyester behaves more like dyed fabric than printed fabric—an important distinction for long-term use products.
Colorfastness: Wash, Light, and Rub
Colorfastness measures how well color resists loss or transfer under different stresses.
| Test | Cotton Result | Polyester Result |
|---|---|---|
| Wash fastness | Good | Excellent |
| Light fastness | Moderate | High |
| Crocking (rub) | Low–moderate | Very low |
Wash fastness on cotton is generally good when inks are properly cured, but repeated exposure to detergents and agitation gradually removes pigment from the fiber surface.
Polyester sublimation shows excellent wash fastness because the dye is locked into the polymer matrix. Even aggressive washing has little effect on color density.
Light fastness highlights another difference. Cotton pigments are more susceptible to UV degradation, especially darker or brighter colors. Polyester disperse dyes used in sublimation are inherently more UV-stable, making them better suited for outdoor or high-light environments.
Crocking (rub fastness) is also lower on polyester sublimation. Because there is no surface pigment, there is very little color transfer during dry or wet rubbing. Cotton prints—especially water-based or discharge—may show light crocking over time, particularly in high-friction areas.
Ink System Impact on Cotton Durability
Not all cotton prints age the same. Ink choice has a major influence on durability.
| Ink Type | Durability Profile |
|---|---|
| Plastisol | Strong, thicker feel |
| Water-based | Softer, fades faster |
| Discharge | Integrated, vintage fade |
Plastisol inks form a flexible film on cotton. When properly cured, they offer strong wash durability and color retention, but at the cost of heavier hand feel. Over time, thick plastisol layers may crack if stretched repeatedly.
Water-based inks penetrate fibers more deeply and preserve softness, but they rely on pigment particles that gradually wash out. Fading is expected and often accepted as part of the aesthetic.
Discharge printing removes the original dye and replaces it with new pigment. The result is exceptional softness and zero cracking risk, but color intensity is intentionally lower and fading is part of the design language.
In cotton printing, durability trade-offs are aesthetic decisions, not failures—provided they are intentional.
Polyester-Specific Risks: Not All Polyester Prints Are Equal
While sublimation is extremely durable, polyester introduces its own set of risks—mainly when non-sublimation methods are used.
| Risk | Mitigation |
|---|---|
| Dye migration | Low-bleed inks, proper curing |
| Heat distortion | Stable constructions |
| Ghosting | Correct transfer settings |
Dye migration occurs when polyester’s original dye reactivates under heat and bleeds into the printed area, often turning white prints pink or gray. This is common with surface printing methods and is mitigated through low-bleed inks and controlled curing.
Heat distortion can occur if the polyester fabric is not properly heat-set before printing. Sublimation temperatures are high, and unstable fabrics may shrink or warp.
Ghosting—a shadow effect caused by fabric movement during heat transfer—can reduce edge clarity. Correct press settings and fabric stabilization are critical.
These risks do not negate polyester’s durability advantage, but they reinforce the need for process discipline and pre-testing.
Abrasion and Mechanical Wear
Mechanical wear—sitting, bending, rubbing against surfaces—exposes another difference.
- Cotton prints experience gradual surface abrasion, which softens both fabric and print.
- Polyester sublimation prints are unaffected by abrasion at the print level; wear occurs only in the fabric itself.
For items such as:
- Backpacks
- Sports jerseys
- Workwear
- Promotional bags
Polyester’s resistance to visual wear is a decisive advantage.
Comfort vs Longevity Trade-Off
Durability should never be evaluated in isolation.
Cotton offers:
- Softer hand feel
- Better perceived comfort
- Natural aging
Polyester offers:
- Superior color retention
- Structural print integrity
- Minimal visual change
In blind testing, users often prefer cotton garments by touch after extended wear, while polyester garments look newer for longer. This trade-off is central to product positioning.
Real-World Use Scenarios
- Daily-wear lifestyle apparel: Cotton prints age acceptably and comfortably, even with gradual fading.
- Sportswear and uniforms: Polyester sublimation dominates due to wash frequency and performance demands.
- Promotional items: Polyester offers better brand logo longevity under heavy use.
- Fashion-forward collections: Cotton’s aging may be an asset rather than a drawback.
Durability must be matched to use frequency and customer expectation, not just technical superiority.
Practical Takeaway
- Polyester, especially with sublimation, clearly wins on wash resistance, colorfastness, and long-term visual stability.
- Cotton delivers good durability with a softer feel and more visible aging, which many brands value aesthetically.
Longevity is not about choosing the “stronger” fabric. It is about choosing the right durability profile for how the product will actually be used.
When fabric, ink, and process are aligned, durability becomes predictable rather than problematic—and printing decisions stop being a gamble and start becoming an asset.
How do fabric structure, weave, and surface finishing affect print results on cotton vs polyester?
Fabric structure, weave, and surface finishing directly determine ink spread, edge clarity, color saturation, and hand feel on both cotton and polyester. While ink chemistry and printing method matter, they operate within limits set by the fabric itself. In practice, many print failures are rooted not in printing technique, but in structural decisions made earlier in fabric selection and finishing.
Printing success is engineered before ink ever touches fabric.
For brands developing printed apparel, bags, or textile accessories, understanding these structural variables is essential. Two fabrics made from the same fiber can produce radically different print outcomes depending on how they are built and finished.
Structural Factors That Change Print Outcomes
Printing interacts with fabric on three levels simultaneously:
- Macro-structure (weave or knit type)
- Micro-structure (density, yarn smoothness, surface hairiness)
- Surface chemistry (finishes, coatings, and treatments)
Cotton and polyester respond differently at each level, but the underlying principles remain consistent.
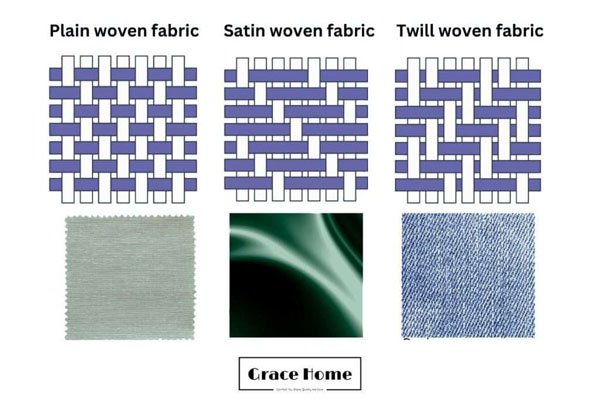
Weave and Knit Structure
Fabric structure defines how flat, open, or textured the printing surface is.
| Structure | Print Effect |
|---|---|
| Plain weave | Clean edges |
| Twill | Slight texture, good depth |
| Jersey knit | Softer edges |
| Mesh / open knit | Limited detail |
Plain weave fabrics provide the most stable and uniform printing surface. The even interlacing of yarns minimizes height variation, allowing ink to spread predictably. On cotton, this results in clean, matte prints. On polyester, it enhances sharpness and consistency—especially for sublimation.
Twill structures introduce a diagonal rib. This rib adds visual depth but also subtle texture. Prints on twill often appear slightly softer at the edges, with color settling unevenly across ridges and valleys. Many brands accept this trade-off because twill offers better durability and drape.
Jersey knits—common in T-shirts—are inherently elastic and uneven at the micro level. Ink follows loop geometry rather than a flat plane, which softens edges and reduces fine detail. On cotton jerseys, this softness is often desirable. On polyester jerseys, especially in performance apparel, sublimation compensates by preserving detail despite knit movement.
Mesh and open knits present the greatest challenge. Large gaps prevent continuous ink coverage, breaking up fine lines and gradients. These structures are chosen for breathability, not print fidelity, and should only be used when bold, simple graphics are acceptable.
For detailed graphics, smoother structures always perform better—regardless of fiber type.
Fabric Density: GSM vs Tightness
Fabric weight (GSM) is often misunderstood. Density and tightness matter more than weight alone.
| Fabric Trait | Print Result |
|---|---|
| High density | Better edge control |
| Low density | Ink spread |
| Same GSM, looser | Worse prints |
Two fabrics can share the same GSM but behave very differently when printed. A tightly woven or knitted fabric concentrates yarns into a flatter surface, limiting ink migration. A looser construction spreads the same mass over a larger area, creating gaps that allow ink to bleed laterally.
On cotton, low density increases ink absorption beyond the intended print area, producing fuzzy edges and reduced contrast. On polyester, low density can cause uneven heat transfer in sublimation, leading to inconsistent color intensity.
High-density fabrics:
- Support sharper edges
- Improve color uniformity
- Reduce print-to-print variation
This is why premium printing programs often specify construction parameters rather than GSM alone.
Yarn Quality and Surface Hairiness
Even within the same structure and density, yarn quality plays a major role.
- Combed cotton prints cleaner than carded cotton because short fibers are removed.
- Ring-spun yarns produce smoother surfaces than open-end yarns.
- Continuous filament polyester prints more sharply than spun polyester.
Surface hairiness causes ink to cling unpredictably to protruding fibers. This reduces edge clarity and can dull color, especially in fine text or thin lines.
Luxury and performance programs almost always specify low-hairiness yarns to protect print precision.
Surface Finishing and Coatings
Surface finishing can dramatically improve—or undermine—print results.
| Finish Type | Impact on Printing |
|---|---|
| Singeing | Reduces fuzz |
| Mercerization (cotton) | Boosts color clarity |
| Sublimation coating (poly) | Improves transfer |
| Heavy softeners | Can block ink |
Singeing removes surface fuzz by briefly passing fabric over a flame. On cotton, this step significantly improves print sharpness by eliminating stray fibers that trap ink. Many print-quality issues disappear simply by adding or improving singeing.
Mercerization, used on cotton, alters fiber structure to increase luster, strength, and dye affinity. Mercerized cotton prints with:
- Higher color clarity
- Improved contrast
- Reduced ink spread
For premium printed cotton products, mercerization is often a decisive upgrade.
Sublimation coatings are sometimes applied to polyester or poly-blend fabrics that would otherwise accept dye poorly. These coatings improve dye uptake and color consistency, particularly on rigid or coated textiles used in bags and accessories.
Heavy softeners are a common cause of print failure. While they improve hand feel, they can:
- Block ink penetration on cotton
- Interfere with heat bonding on polyester
- Cause uneven curing
Over-softened fabrics often produce muddy prints, weak adhesion, or poor wash durability.
Cotton vs Polyester: How Finishing Interacts Differently
On cotton, finishing affects how deeply ink penetrates. Anything that seals or smooths the surface excessively reduces absorption and compromises softness.
On polyester, finishing affects heat behavior and surface energy. Inconsistent finishing can cause:
- Uneven sublimation
- Color mottling
- Ghosting during heat transfer
This is why polyester fabrics intended for printing are often heat-set and tested specifically for sublimation, not treated as generic textiles.
Color Base and Fabric Brightness
Fabric color sets the ceiling for achievable print vibrancy.
| Fabric Color | Printing Impact |
|---|---|
| White / light | Maximum vibrancy |
| Mid-tone | Color shift risk |
| Dark | Requires underbase (cotton) |
On cotton, dark fabrics typically require a white underbase for screen printing. This adds thickness and can affect hand feel, but it allows bright colors to appear correctly.
On polyester sublimation, underbases are impossible. Sublimation dyes are transparent, meaning:
- White ink cannot be printed
- Fabric color becomes the “white”
As a result, sublimation works best on white or very light-colored fabrics. Mid-tone or dark polyester alters final color output, often unpredictably.
Fabric brightness and optical whiteness also matter. Two “white” fabrics can yield noticeably different print results due to differences in:
- Optical brighteners
- Fiber reflectivity
- Surface smoothness
Professional print programs always test on actual production fabric, not lab standards.
Surface Uniformity and Edge Control
Print sharpness depends on how consistently ink contacts the surface.
Irregular surfaces cause:
- Broken lines
- Uneven gradients
- Loss of small text
On cotton, this often appears as feathering. On polyester, it appears as inconsistent saturation or blurred edges after heat transfer.
This is why premium printed products prioritize:
- Flat surfaces
- Minimal texture
- Controlled finishing
Texture is a design choice, but it always comes at the cost of detail.
Moisture Content and Print Consistency
Moisture is an invisible variable that affects printing.
Cotton retains moisture more readily than polyester. Excess moisture can:
- Dilute inks
- Extend drying times
- Cause uneven curing
Polyester is less sensitive to ambient moisture but highly sensitive to thermal consistency. Uneven heat distribution during sublimation leads to color variation across panels.
Experienced manufacturers condition fabrics before printing to stabilize moisture and temperature response.
Real-World Insight
At SzoneierFabrics, print failures are most often traced to fabric finishing choices, not printing errors. In many cases:
- Improving singeing eliminates fuzzy edges
- Increasing construction tightness improves clarity
- Removing excess softener restores ink adhesion
These fixes often resolve issues without changing artwork, inks, or printing equipment.
This underscores a critical reality: printing problems are frequently fabric problems in disguise.
Why Fabric Decisions Must Precede Print Decisions
Many brands select fabric based on feel, drape, or cost—and only later consider printing. This sequence increases risk.
Successful programs reverse the logic:
- Define print requirements (detail, durability, color)
- Select compatible printing method
- Choose fabric structure and finishing that support that method
When fabric is chosen with printing in mind, outcomes become predictable rather than experimental.
Practical Takeaway
Fabric structure and finishing shape print results as much as ink or equipment.
- Smooth, dense constructions print cleaner
- Tightness matters more than GSM
- Singeing and mercerization dramatically improve cotton prints
- Heat-set, uniform polyester is essential for sublimation
- Over-softening undermines both cotton and polyester printing
Printing quality is not rescued at the press. It is designed into the fabric.
Brands that treat fabric selection as part of the printing process—not a separate decision—achieve higher consistency, fewer defects, and better long-term performance across both cotton and polyester products.
Which material is more suitable for different product types and use scenarios?

Cotton and polyester are not competing materials in the same role—they are tools designed for different jobs. Cotton excels in comfort-driven, lifestyle, and fashion-oriented products where touch, breathability, and natural appearance define value. Polyester dominates performance-driven, outdoor, promotional, and high-wear products where durability, color stability, and repeatability matter most.
The “best” material is not a universal answer. It depends on how the product will be used, washed, stressed, and emotionally perceived.
The right fabric depends on the job it’s expected to do.
Matching Material to Real-World Use
Material selection becomes clearer when evaluated through use scenarios rather than fabric ideology. The same print that looks excellent on a showroom rack may fail quickly in daily use if the fabric choice does not align with real conditions.
Apparel: Comfort vs Performance Expectations
In apparel, consumer expectations are deeply ingrained. People expect certain sensations and behaviors from different garments—and materials that violate those expectations feel wrong, even if technically functional.
| Product Type | Better Choice | Why |
|---|---|---|
| Fashion T-shirts | Cotton | Soft handfeel, natural look |
| Casual wear | Cotton | Breathability |
| Sportswear | Polyester | Sweat & wash resistance |
| Active uniforms | Polyester | Color longevity |
Fashion T-shirts and casual wear prioritize comfort, skin feel, and visual softness. Cotton’s absorbent fibers regulate moisture naturally and soften with wear, aligning with how consumers expect everyday clothing to behave. Slight fading or print softening over time is often perceived as character rather than failure.
Sportswear and active uniforms, by contrast, are judged on performance consistency. Polyester’s hydrophobic nature allows it to wick moisture, dry quickly, and maintain color clarity after frequent washing. In these categories, fading or loss of sharpness is interpreted as poor quality rather than natural aging.
Consumers instinctively expect softness from cotton—and resilience from polyester.
Apparel Printing Implications
Printing reinforces these expectations:
- Cotton prints feel integrated and breathable, supporting lifestyle aesthetics.
- Polyester sublimation prints remain visually unchanged after heavy use, reinforcing performance credibility.
A mismatch—such as heavy transfer prints on casual cotton tees or soft, fading prints on athletic uniforms—often leads to dissatisfaction even if the product is technically sound.
Bags and Accessories: Load, Abrasion, and Handling
Bags experience mechanical stress far beyond apparel. Load-bearing, abrasion, and environmental exposure dominate performance requirements.
| Product | Preferred Fabric |
|---|---|
| Canvas totes | Cotton |
| Promotional bags | Polyester |
| Backpacks | Polyester |
| Drawstring bags | Polyester or blends |
Cotton canvas totes succeed in lifestyle and retail contexts where aesthetic warmth, sustainability perception, and tactile appeal matter. They are typically lightly loaded and not subjected to frequent washing.
Promotional bags, backpacks, and drawstring bags face rougher treatment:
- Repeated loading and unloading
- Friction against clothing and surfaces
- Outdoor exposure
- Frequent cleaning
Polyester’s higher tensile strength and abrasion resistance make it far more reliable here. Prints—especially sublimated or well-transferred—retain clarity long after cotton alternatives would show wear.
Polyester’s performance advantage becomes decisive when a bag must look branded for its entire usable life.
Structural Reality in Bags
Another practical factor is fabric stretch and recovery. Cotton stretches under load and may not fully recover, leading to sagging or distortion over time. Polyester maintains shape better, preserving both structure and printed graphics.
For accessories intended to be reused or distributed at scale, polyester minimizes complaints and replacement costs.
Home & Lifestyle Products: Environment Matters
Home and lifestyle textiles vary widely in exposure conditions. Indoor comfort products behave very differently from outdoor or event-based items.
| Item | Best Material |
|---|---|
| Cushion covers | Cotton |
| Aprons | Cotton |
| Outdoor flags | Polyester |
| Event banners | Polyester |
Indoor items such as cushion covers and aprons benefit from cotton’s softness and breathability. Prints may fade slowly over time, but replacement cycles are longer and wear is gentler.
Outdoor flags and banners are exposed to:
- UV radiation
- Wind stress
- Rain and moisture
- Frequent handling
Polyester’s superior lightfastness and tensile strength make it the only practical choice. Sublimated polyester flags can remain visually strong after months of exposure where cotton would fade or weaken quickly.
Exposure to sun and washing almost always pushes the decision toward polyester.
Promotional and Branded Products
Promotional items live in a high-risk category. They are often:
- Produced in large volumes
- Used unpredictably
- Judged harshly if branding degrades
Polyester dominates this space because it protects brand visibility. A logo that fades or cracks quickly reflects poorly on the brand, regardless of the product’s intended lifespan.
Cotton promotional items are best reserved for:
- Premium giveaways
- Fashion-driven campaigns
- Situations where tactile quality outweighs longevity
Industrial, Workwear, and High-Wear Use
In workwear and industrial contexts, performance expectations are non-negotiable.
Polyester is preferred because it:
- Resists abrasion
- Maintains color under harsh washing
- Withstands chemical exposure better than cotton
Cotton may still be used for comfort in controlled environments, but blended or polyester-dominant fabrics are more common where safety, visibility, and durability are critical.
Blended Fabrics as a Strategic Compromise
Many products do not require an extreme position. Cotton–polyester blends exist to balance competing priorities.
| Blend Benefit | Outcome |
|---|---|
| Improved durability | Longer life |
| Balanced handfeel | Wider appeal |
| Printing flexibility | Method-dependent |
Blends can:
- Reduce shrinkage compared to pure cotton
- Improve wash durability
- Retain some softness
However, blends complicate printing. They limit method choice and often require compromise:
- Sublimation works only partially
- Water-based printing may behave inconsistently
Blends are most effective when the printing method is chosen after blend ratio, not assumed beforehand.
Perception and Market Positioning
Material choice also communicates intent.
- Cotton signals comfort, authenticity, and lifestyle value.
- Polyester signals performance, reliability, and technical confidence.
Customers may not articulate this explicitly, but they respond to it instinctively. A mismatch between material and product story creates cognitive friction.
For example:
- A “premium lifestyle tee” made of polyester often feels wrong, even if well-made.
- A “performance jersey” made of cotton feels outdated, even if comfortable.
Material selection reinforces brand positioning as much as it supports function.
Washing Frequency as a Decision Filter
One of the most reliable decision tools is expected washing frequency.
- Washed occasionally → Cotton performs well
- Washed weekly or daily → Polyester is safer
High wash frequency accelerates fading, fiber fatigue, and print degradation on cotton. Polyester absorbs far less stress from laundering.
Environmental and Climate Considerations
Climate also influences suitability.
- Hot, humid climates favor polyester for quick drying
- Mild, indoor environments favor cotton for comfort
In global product programs, polyester’s consistency across climates often simplifies quality control and customer satisfaction.
Cost vs Lifetime Value
While cotton is often perceived as more “natural” or premium, polyester often delivers lower cost per use due to its longer lifespan and lower failure rate.
Brands focused on lifetime value—not unit cost—frequently choose polyester even when initial pricing is higher.
Real-World Sourcing Insight
In sourcing analysis across apparel, bags, and lifestyle goods, product returns and complaints most often stem from misaligned material choice, not poor printing or construction.
Examples include:
- Cotton prints fading too quickly in gym wear
- Polyester bags performing well but feeling wrong in boutique retail
- Blends chosen for cost but causing print inconsistency
Successful programs reverse this pattern by defining use conditions first, then selecting material.
Practical Takeaway
- Choose cotton when touch, comfort, and natural aesthetics define value.
- Choose polyester when performance, durability, and color longevity are critical.
- Use blends thoughtfully, with printing method and expectations clearly defined.
Material choice is not about which fiber is “better.” It is about which fiber does its job with the least compromise.
When cotton and polyester are matched correctly to product type and use scenario, printing quality improves, customer expectations are met, and long-term product satisfaction rises—often without changing artwork, ink, or equipment at all.
How should buyers choose between cotton and polyester for custom printing based on cost, performance, and branding goals?

Choosing between cotton and polyester for custom printing is not a matter of preference, tradition, or habit. It is a commercial decision shaped by printing method, expected product lifespan, performance requirements, and brand positioning. Buyers who approach this choice emotionally often face avoidable issues later—reprints, customer complaints, or products that fail too early.
Printing success comes from alignment, not compromise.
At scale, cotton and polyester behave so differently that treating them as interchangeable is one of the most common—and expensive—mistakes in custom printing projects.
A Simple, Practical Decision-Making Framework
The most reliable way to choose between cotton and polyester is to reverse the usual thinking. Instead of starting with fabric preference, buyers should work backward from how the product will be printed, used, and perceived.
Step 1: Start With the Printing Method (Not the Fabric)
Printing method is the single strongest constraint in material selection. Many problems arise when buyers choose a fabric first and try to “make the print work” afterward.
| Printing Method | Ideal Fabric |
|---|---|
| Screen printing | Cotton |
| DTG | Cotton |
| Discharge | Cotton |
| Sublimation | Polyester |
| Heat transfer | Polyester |
Absorption-based methods—such as screen printing with water-based inks, DTG, and discharge—depend on cotton’s hydrophilic fiber structure. Attempting these methods on polyester often leads to poor adhesion, dye migration, or excessive ink buildup.
Heat-driven methods, especially sublimation, are fundamentally incompatible with cotton. Sublimation dyes do not bond with cellulose fibers and require polyester’s polymer structure to function.
Choosing the fabric first often leads to:
- Limited printing options
- Compromised hand feel
- Higher defect rates
Choosing the printing method first narrows options immediately—and safely.
Step 2: Define Performance Expectations Honestly
Many buyers overestimate how gently products will be used. Performance expectations should be grounded in real behavior, not ideal scenarios.
| Priority | Better Choice |
|---|---|
| Soft feel | Cotton |
| Bright colors | Polyester |
| Frequent washing | Polyester |
| Vintage look | Cotton |
| Outdoor use | Polyester |
If a product will be:
- Washed weekly or more
- Exposed to sunlight
- Used in sports, work, or promotional settings
Polyester quickly becomes the safer option. Its resistance to fading, cracking, and structural fatigue consistently outperforms cotton in these conditions.
Cotton performs best when:
- Comfort and skin feel are priorities
- The product is worn casually
- Gradual aging is acceptable or even desirable
Being honest about use frequency prevents disappointment later.
Performance vs Perception
An important nuance: performance failure is judged more harshly than aesthetic aging.
- A cotton shirt that fades slowly is often accepted.
- A polyester uniform with a cracked logo is not.
Buyers should choose based on which failure mode is less acceptable for their product and audience.
Step 3: Consider Brand Positioning and Market Signals
Fabric choice communicates brand intent—even when customers are not consciously aware of it.
| Brand Message | Fabric Signal |
|---|---|
| Natural & craft | Cotton |
| Technical & modern | Polyester |
| Eco-conscious | Organic cotton / recycled polyester |
| Promotional scale | Polyester |
Cotton signals:
- Tradition
- Authenticity
- Comfort
- Lifestyle orientation
It aligns naturally with:
- Fashion brands
- Boutique retail
- Craft and heritage narratives
Polyester signals:
- Performance
- Reliability
- Modernity
- Technical confidence
It aligns with:
- Sports and active brands
- Corporate and promotional products
- Utility-driven accessories
A mismatch between brand message and fabric choice often feels “off” to consumers—even if they cannot articulate why.
Sustainability Messaging Requires Precision
Both cotton and polyester can support sustainability goals—but in different ways.
- Organic or certified cotton supports natural, low-impact storytelling.
- Recycled polyester supports durability, reduced waste, and lifecycle efficiency.
What matters is credibility. Sustainable claims must match actual performance. A product marketed as eco-conscious but failing prematurely undermines trust.
Step 4: Compare Real Cost, Not Unit Price
Unit price is the most misleading metric in custom printing.
| Cost Factor | Cotton | Polyester |
|---|---|---|
| Printing waste | Higher | Lower |
| Reprints | More likely | Less likely |
| Product lifespan | Shorter | Longer |
Cotton often appears cheaper at first glance, but hidden costs accumulate:
- Higher rejection rates due to absorption variability
- Greater color inconsistency across batches
- Shorter visual lifespan, especially with frequent washing
Polyester, particularly with sublimation, offers:
- Higher first-pass yield
- Lower reprint risk
- Longer usable life
When evaluated on cost per use rather than cost per unit, polyester often wins—especially in promotional, uniform, and performance categories.
Waste and Rework Matter More at Scale
At small volumes, cotton’s variability may be manageable. At scale, even small inconsistencies multiply.
Polyester’s predictability reduces:
- Setup adjustments
- Trial-and-error costs
- Operator dependency
This is why large programs often favor polyester, even when cotton is cheaper per yard.
Step 5: Factor in Lifecycle and Replacement Frequency
Buyers rarely account for how often products must be replaced.
- Cotton items may require replacement sooner due to fading or wear.
- Polyester items often remain serviceable far longer.
If a product is expected to last:
- One season → cotton may be sufficient
- Multiple seasons or years → polyester is safer
Lifecycle thinking aligns material choice with long-term value rather than short-term savings.
Step 6: Test Before Committing (Non-Negotiable)
No framework replaces physical testing.
At SzoneierFabrics, side-by-side testing on cotton and polyester routinely changes buyer decisions. When samples are washed, worn, and handled, differences become obvious immediately—often contradicting assumptions made on paper.
Effective testing includes:
- Identical artwork on both fabrics
- Multiple wash cycles
- Handling by non-technical reviewers
Blind evaluations are particularly revealing. Buyers often prefer cotton by touch and polyester by appearance, highlighting the trade-off clearly.
Sampling is not an expense—it is insurance.
Common Buyer Mistakes to Avoid
Several patterns appear repeatedly in failed projects:
- Choosing cotton for high-wash promotional items
- Choosing polyester for lifestyle apparel where comfort dominates
- Using blends without adjusting printing method
- Prioritizing unit cost over lifecycle cost
- Skipping wash testing entirely
Most of these mistakes stem from choosing fabric too early.
Blends: Strategic, Not Safe by Default
Cotton–polyester blends are often assumed to be a safe middle ground. In reality, they introduce complexity.
Blends can:
- Improve durability over pure cotton
- Retain some softness
- Reduce shrinkage
But they also:
- Limit printing method options
- Reduce sublimation effectiveness
- Complicate color consistency
Blends work best when:
- Blend ratio is tightly controlled
- Printing method is chosen specifically for that blend
- Expectations are clearly defined
They are not a universal solution—and often disappoint when treated as one.
Decision Matrix: Simplifying the Choice
A simplified decision lens helps:
- Is print longevity more important than softness? → Polyester
- Is touch and comfort the main value? → Cotton
- Will the product be washed frequently? → Polyester
- Is the product fashion-forward or lifestyle-driven? → Cotton
- Is brand consistency across large volumes critical? → Polyester
Clear answers lead to clear choices.
Real-World Buying Insight
In post-production reviews, dissatisfaction rarely comes from “wrong ink” or “bad printing.” It almost always traces back to material mismatch.
Buyers who define:
- Printing method
- Use conditions
- Brand message
before selecting fabric report:
- Fewer defects
- Lower reprint rates
- Higher customer satisfaction
Those who start with fabric preference report the opposite.
Cotton vs Polyester Is Not a Rivalry—It’s a Choice of Purpose
Cotton and polyester are not competing materials. They are tools designed for different outcomes.
- Cotton delivers softness, tradition, and a natural printed aesthetic.
- Polyester delivers vibrancy, durability, and industrial-level consistency.
The best choice for custom printing is the one that aligns:
- Fabric behavior
- Printing method
- Product use scenario
- Brand intent
- Total lifecycle cost
When those elements match, printing problems disappear. Quality stabilizes. And results become repeatable rather than experimental.
The right decision is rarely about what looks best on day one. It is about what still looks right after the product has done its job.
Develop Print-Ready Cotton & Polyester Fabrics with SzoneierFabrics
SzoneierFabrics is a China-based fabric R&D and manufacturing factory with years of experience developing print-optimized cotton, polyester, and blended fabrics for apparel, bags, and accessories.
We support you with:
- Printing-method-matched fabric development
- Cotton & polyester fabric customization
- Low-MOQ sampling and fast prototyping
- Surface finishing optimized for printing
- Stable quality, short lead times, and free samples
If you’re deciding between cotton vs polyester for custom printing, contact SzoneierFabrics to request fabric samples, print testing support, or a tailored material recommendation for your project.
