 Skip to content
Skip to content 
Unlock the Versatility of Vinyl Fabric with Szoneier. Waterproof, Durable, and Customizable—Your Vision, Our Craftsmanship.
You just choose wholesale any Vinyl fabric types for your customization, and we will take care of the rest.
Selecting the perfect fabric for your product line has never been easier! As a top rated fabric manufacturer, we offer a wide variety of wholesale Cotton fabrics that can be customized to suit your exact needs. Whether you’re looking for lightweight cotton for clothing, durable options for bags, or specialized fabrics with water-resistant or UV-protective coatings, we’ve got you covered. With endless options in colors, textures, and finishes, our fabrics are perfect for fashion, home textiles, outdoor gear, and more. Partner with us to bring your ideas to life with high-quality materials, competitive prices, and flexible customization options.

4 Ways StretchVinyl PuFabric

Automotive Leather Vinyl Fabric
Anti-slip Grip Vinyl Fabric

Clear Transparent TPU Vinyl Fabric
Coated Mesh Vinyl Fabric

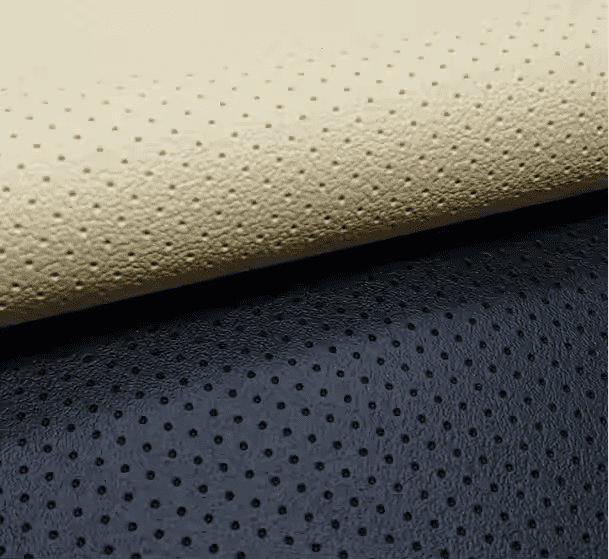
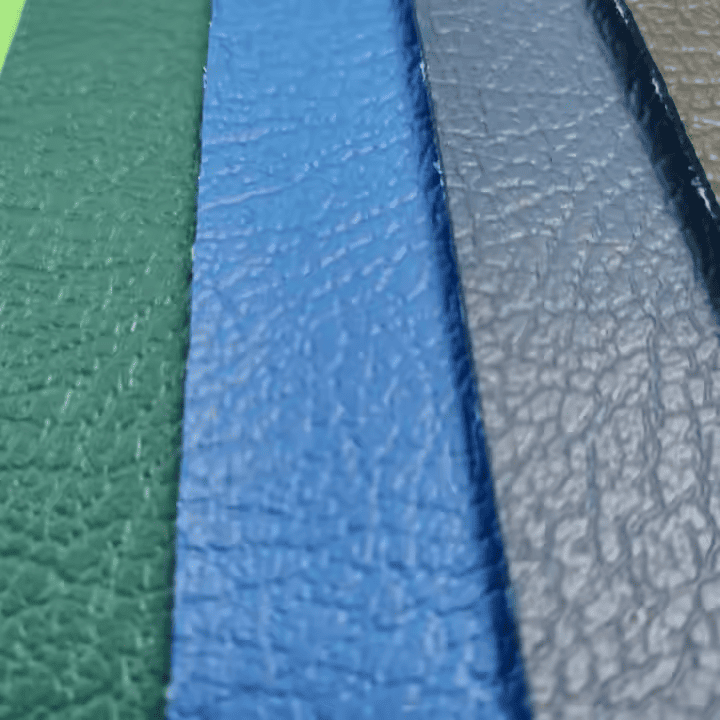
Diamond leather Vinyl fabric

Digital Vinyl Fabric

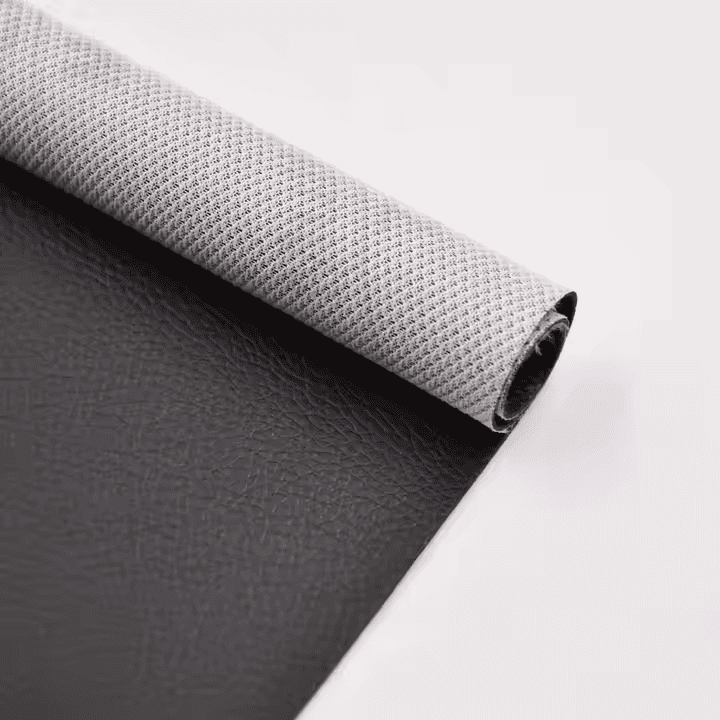
Embossed Vinyl Fabric
Faux Leather Vinyl fabric
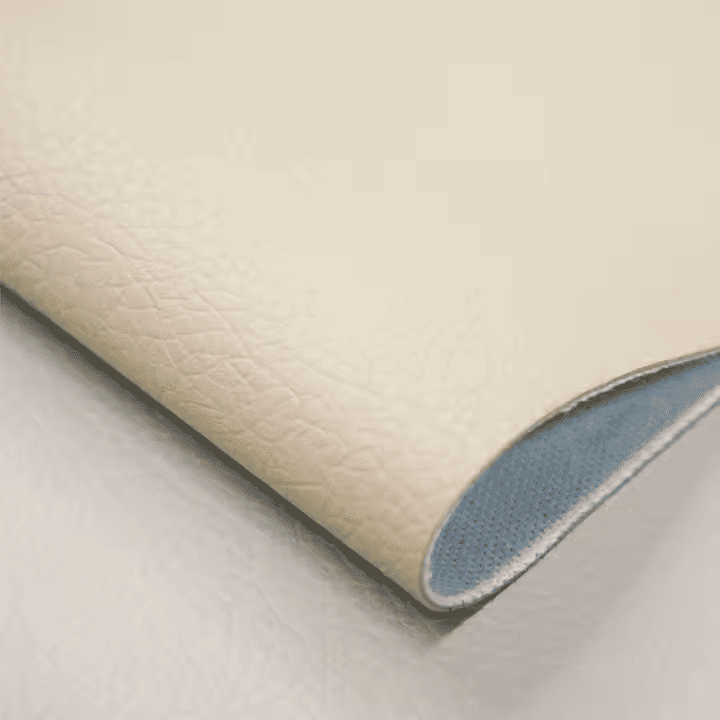
Flannel Backed Vinyl Fabric

Heat Transfer Vinyl Fabric
HTV Heat Transfer Vinyl Fabric

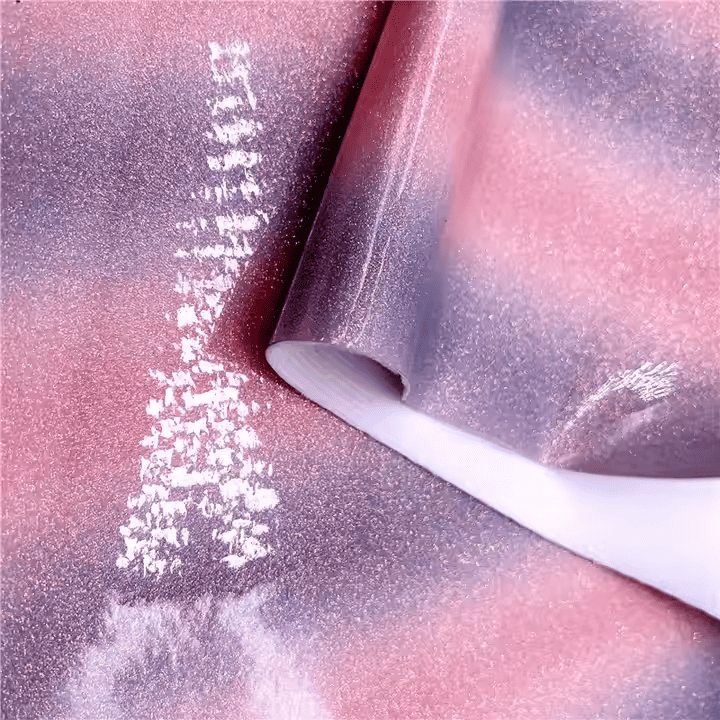
Marble Vinyl Fabric
Marine Vinyl Fabric
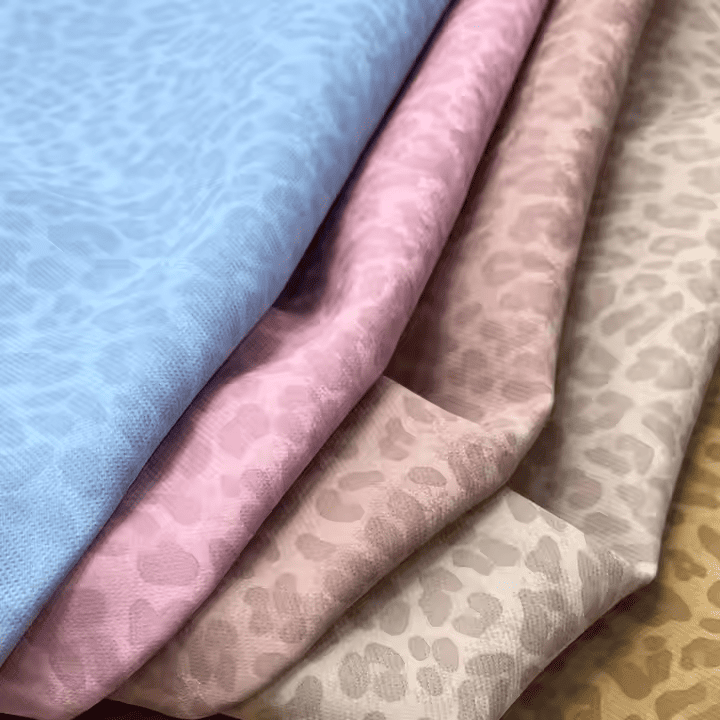
Pattern Printed Vinyl Fabric

Quilted Vinyl Fabric

Spandex Vinyl Fabric
Synthetic Material Fabric
TPU Vinyl Fabric
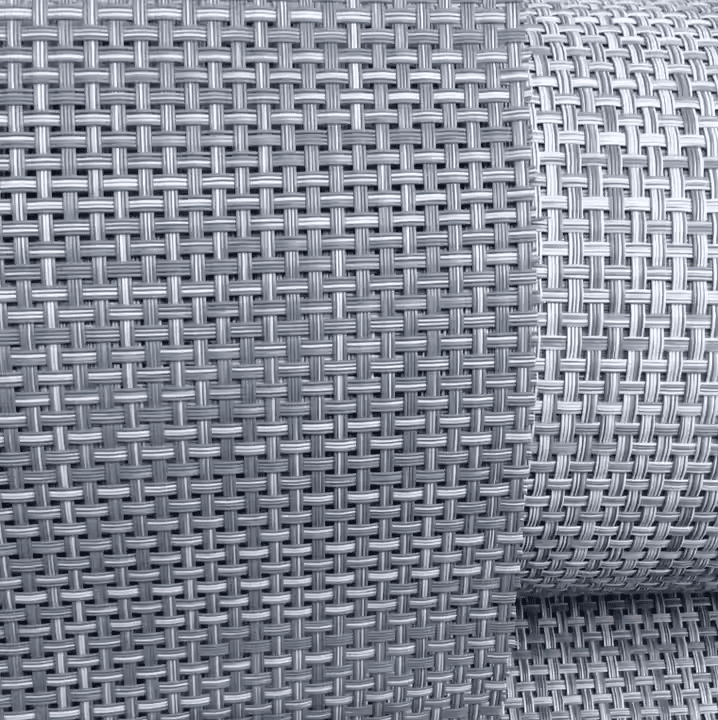
Vinyl Pvc Mesh Fabric
Vinyl Rexine Fabric
Vinyl Seat Cover Fabric

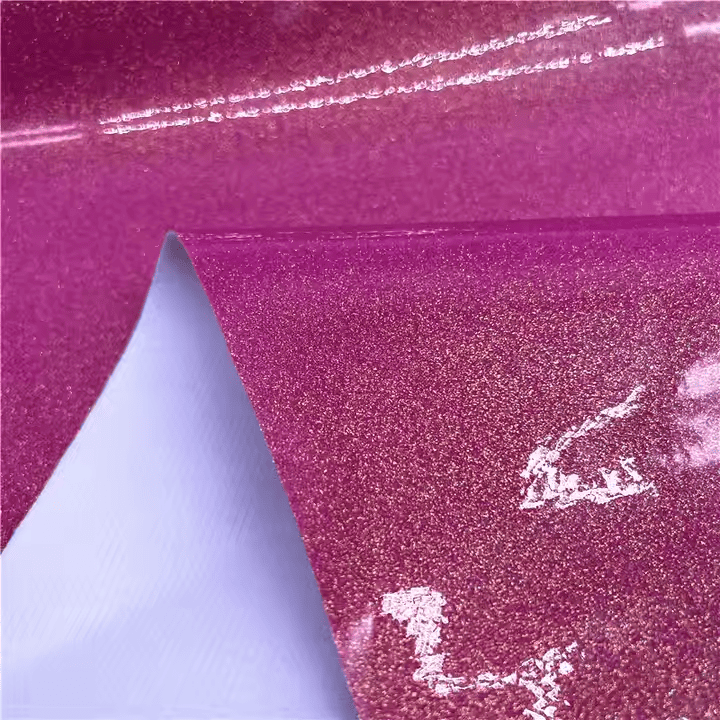
Vinyl Shiny Fabric
Vinyls PVC Roll Imitation Leather Fabric
Waterproof Flame Vinyl Fabric
Waterproof Vinyl Fabric
Wholesale and Custom Fabric Categories
Vinyl fabric is a highly versatile material with a wide range of applications across multiple industries. Its unique combination of durability, waterproofing, chemical resistance, and ease of maintenance makes it an ideal choice for both functional and aesthetic purposes.
Potential applications of Vinyl fabric









Fashion and Apparel
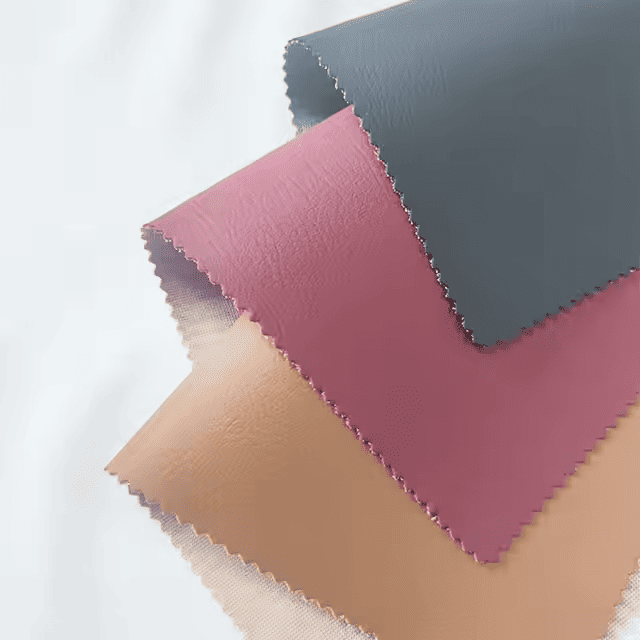
Vinyl fabric is making waves in the fashion industry, especially in high-fashion garments, accessories, and outerwear. It offers a bold, glossy appearance that makes a statement, whether used in jackets, skirts, pants, or handbags. Vinyl clothing not only looks stylish but also provides windproof and waterproof protection, making it ideal for raincoats and outdoor wear. Fashion designers love vinyl for its versatility and modern aesthetic, allowing them to create edgy and attention-grabbing looks. The fabric’s glossy and reflective finish adds a touch of sophistication while offering easy maintenance and durability.

Signage and Advertising
Vinyl fabric is an essential material in signage and advertising applications, thanks to its weather resistance, durability, and vibrant color retention. Vinyl banners, posters, and signs are commonly displayed both indoors and outdoors, making them suitable for billboards, event backdrops, and storefront displays. The fabric’s ability to resist fading, tearing, and environmental factors ensures long-lasting visual impact, even in challenging conditions. Additionally, printed vinyl graphics maintain sharp and vivid colors, drawing attention and effectively conveying messages. Its versatile nature allows businesses to create eye-catching displays that endure over time.

Automotive and Marine Applications
Vinyl fabric is essential in automotive and marine industries due to its waterproof, UV-resistant, and durable qualities. In cars, vinyl is commonly used for seat covers, dashboards, and door panels, providing a sleek and easy-to-clean surface. In the marine environment, vinyl is the preferred material for boat seats, cushions, and covers since it can withstand moisture, saltwater, and sunlight. The fabric’s ability to resist mold and mildew ensures that it remains in excellent condition, even in harsh conditions. Additionally, vinyl’s versatility in colors and textures allows for customization while maintaining practicality and resilience.

Industrial and Construction
Geotextiles: Vinyl fabric is used in geotechnical applications such as erosion control, soil stabilization, and drainage systems. It reinforces and protects soil, prevents erosion, and enhances drainage efficiency. Architectural Membranes: Vinyl fabric is used in tensile structures such as roofs, canopies, and facades. Its flexibility and lightweight nature make it ideal for creating visually appealing architectural designs.
Why Partner With Your Trusted Vinyl Fabric Manufacturer For Your Bespoke Products Needs?
1. Expertise and Customization
– Industry Knowledge: A trusted manufacturer brings years of experience, guiding you to the best vinyl solutions for your specific requirements.
– Tailored Solutions: They offer complete customization, from colors and patterns to specialized coatings, ensuring your vision is realized.
2. Quality and Reliability
– Superior Materials: High-quality vinyl ensures durability and resistance.
– On-Time Delivery: Efficient production processes mean your products are delivered promptly and consistently.
3. Cost-Effective and Innovative
– Economical Solutions: Optimized production keeps costs down without compromising quality.
– Innovation: Stay ahead with the latest trends and creative solutions from an experienced partner.
4. Environmental Responsibility
– Sustainable Practices: Many manufacturers use eco-friendly materials and processes, helping you contribute to a greener future.
– Recyclability: They can guide you on sustainable options for your products.
Partnering with a trusted vinyl fabric manufacturer combines expertise, customization, quality, and innovation. It ensures your bespoke products meet high standards while being cost-effective and environmentally responsible. Choose us to bring your vision to life efficiently and sustainably.
Fabric Dyeing And Finishing Process
The fabric dyeing and finishing process is a crucial phase in textile manufacturing, transforming raw materials into vibrant, functional textiles. This process not only enhances the aesthetic appeal of the fabric but also improves its durability and usability
Dyeing
Dyeing is the process of adding color to fabric. Different dyeing techniques can be used depending on the type of fabric and the desired outcome: Fiber Dyeing: Color is applied directly to the fibers before they are spun into yarn. This method is often used for wool and silk and allows for rich, deep colors. Yarn Dyeing: The yarn is dyed before weaving into fabric. This technique is ideal for patterns like stripes or plaids and is commonly used for cotton fabrics. Piece Dyeing: In this method, the fabric is dyed after it has been woven. It is the most common method used for bulk production of colored fabrics. Batch Dyeing: Fabric is dyed in large batches, ensuring consistency in color across large quantities.
Printing
Printing adds intricate designs to fabric using various methods. The most common printing techniques include: Screen Printing: A stencil is created for each color, and dye is pushed through a mesh screen onto the fabric. This method is ideal for bold, vivid designs and is widely used for T-shirts and home textiles. Digital Printing: This modern technique uses inkjet technology to print designs directly onto fabric. It allows for high detail and quick turnaround times, making it perfect for custom designs. Rotary Screen Printing: Similar to screen printing but uses a cylindrical screen for continuous printing, making it efficient for large runs.
Coating
Coating involves applying a layer of material to the fabric to enhance its properties. This can include: Waterproofing: Fabrics are coated with a water-repellent finish to protect against moisture. This is commonly used for outdoor gear and clothing. Flame Resistance: Fabrics can be coated with fire-retardant chemicals to meet safety standards for specific applications, such as upholstery and workwear. Stain Resistance: A coating can be applied to fabrics to prevent stains from setting in, making them easier to clean and maintain.
Color Weaving
Color weaving involves incorporating colored yarns into the fabric during the weaving process. This method allows for intricate patterns and designs, such as:Jacquard Weaving: Developed in the 19th century, this advanced technique employs computerized looms to independently control thousands of warp threads, enabling photorealistic imagery and elaborate motifs. Modern applications range from luxury tapestries to technical textiles with embedded smart patterns, particularly valued in high-end upholstery and narrative-driven fabric art. Twill Weave: Characterized by its signature diagonal ribbing, this method interlaces colored weft threads in staggered sequences that enhance structural integrity. The angled texture not only camouflages stains but also improves abrasion resistance, making it ideal for durable workwear, designer denim, and performance-oriented home textiles like decorative pillow covers.
Fabric Structure Types
If you need help choosing the right fabric structure for your project, feel free to reach out to our expert team for guidance!
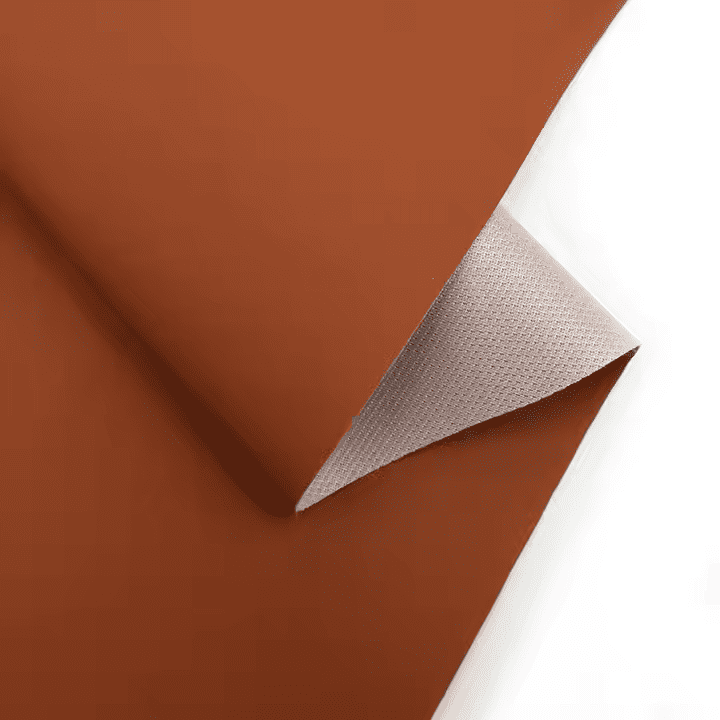
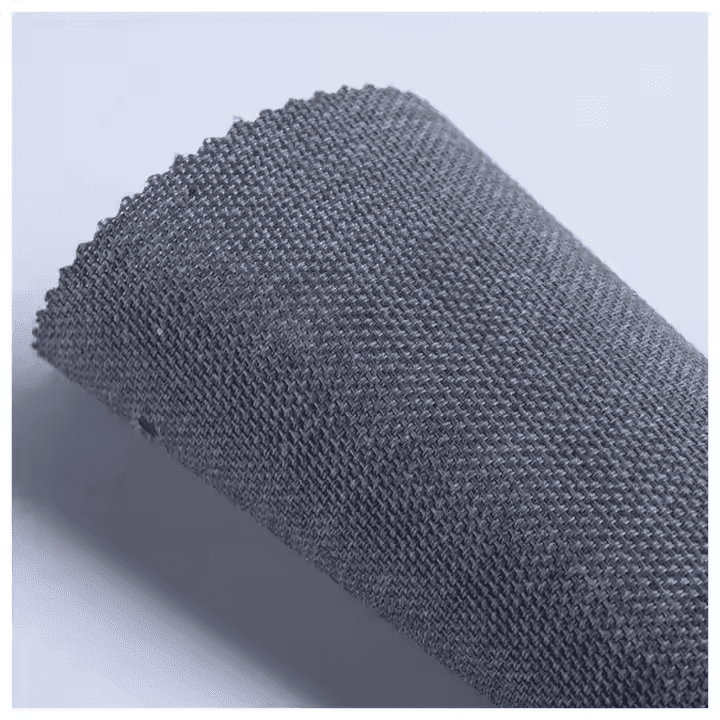
The fabric backing layer is the foundational layer of vinyl fabric and plays a vital role in providing strength, flexibility, and dimensional stability. It typically consists of the following materials: Polyester: Offers excellent tensile strength, abrasion resistance, and flexibility. Suitable for applications requiring durability, such as automotive interiors and upholstery. Cotton: Adds a soft and natural feel to the fabric while maintaining adequate strength. Often used in fashion applications. Nylon: Provides exceptional strength and elasticity, making it suitable for heavy-duty applications. Blended Fabrics: Combine two or more fibers (e.g., polyester-cotton) to achieve a balance of strength, comfort, and flexibility. The backing fabric is chosen based on the desired properties and end-use applications. The texture and weight of the base layer directly influence the hand feel and durability of the final product.
1. Fabric Backing Layer (Base Layer)
Between the fabric backing and the PVC coating, an adhesive layer ensures strong bonding between the two. This adhesive is usually a thermoplastic polymer that melts and fuses the layers during the heat treatment process. It helps maintain cohesion and durability, preventing delamination.
2. Adhesive Layer
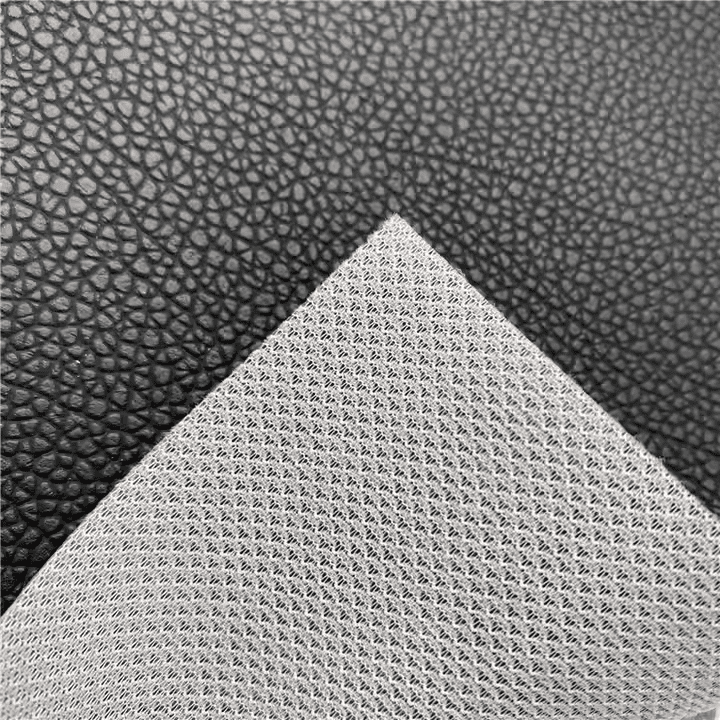
The PVC coating layer is the most critical component of vinyl fabric, responsible for providing waterproof, stain-resistant, and durable qualities. This layer is made from a mixture of: Polyvinyl Chloride (PVC): Forms the primary protective and decorative surface. Plasticizers: Enhance softness, flexibility, and pliability, allowing the fabric to bend without cracking. Stabilizers and Additives: Improve UV resistance, fire retardancy, and color fastness. Pigments and Dyes: Provide color and aesthetic appeal to the surface.
3. PVC Coating Layer (Surface Layer)
To enhance aesthetics and functionality, the surface layer undergoes various treatments, including: Embossing: Creates textured patterns or simulated leather grains, adding visual interest and grip. Printing: Applies decorative patterns or logos, making the fabric visually appealing. Laminating: Adds extra layers for improved durability and specific properties, such as scratch resistance. Coating Finishes: Include treatments like anti-microbial, UV protection, or fire retardant coatings for specific applications.
4. Surface Finishing and Texturing
Some vinyl fabrics feature a clear top coating to provide additional abrasion resistance, gloss, or matte finishes. This layer enhances the fabric’s longevity, maintaining its appearance even after extended use.
5. Protective Top Coating (Optional)
Fabric Weaving Process
01
Single-Sided Fabrics
Single-sided fabrics are produced using a straight forward weaving technique where the design and texture are visible on only one side of the fabric. The reverse side often has a plain, untextured appearance. This type of fabric is commonly used in garments, linings, and home textiles, where only one side is intended to be seen. The benefits of single-sided fabrics include simplicity in design and cost-effectiveness in production. Examples include satin, which features a glossy surface on one side, and muslin, known for its lightweight and breathable qualities.
02
Knitted Fabrics
Knitted fabrics are created by interlocking loops of yarn, resulting in a flexible and stretchy material. This process allows for a variety of textures and patterns, making knitted fabrics popular in apparel, activewear, and home textiles. Knitting can be performed using different techniques, such as warp knitting and weft knitting. Warp knitting involves yarns running parallel to the fabric’s length, providing greater stability, while weft knitting has yarns woven horizontally, offering more stretch. The unique properties of knitted fabrics, such as breathability and comfort, make them ideal for casual wear and sportswear.
03
Double-Sided Fabrics
Double-sided fabrics, also known as reversible fabrics, are woven to have distinct designs or textures on both sides. This type of fabric is produced by interlacing two layers of yarn, creating a thicker and more substantial textile. Double-sided fabrics are highly versatile and can be used in a variety of applications, from fashion to upholstery. The ability to use either side of the fabric adds value and functionality, allowing designers to create reversible garments and accessories. Common examples include double-faced wool, often used in coats, and plush velvet, popular in home furnishings.
04
Weft Knitting
Weft knitting is a specific type of knitting technique where the yarn is fed horizontally across the fabric. This process creates a series of interlocking loops, resulting in a stretchy and comfortable fabric. Weft knitted fabrics are widely used in garments such as T-shirts, sweaters, and leggings due to their excellent elasticity and ability to conform to the body. Additionally, weft knitting allows for a wide range of stitch patterns, offering designers creative flexibility in their projects. The softness and drape of weft knitted fabrics make them a favorite choice in casual and activewear.
Fabric Physical Characteristics
Vinyl fabric, engineered from robust PVC, delivers unmatched performance and versatility. With a tensile strength of 200-500N/5cm and abrasion resistance surpassing 100,000 Martindale cycles, it ensures lasting durability for furniture, fashion, and industrial applications. Its waterproof surface (contact angle >90°) and UV resistance make it ideal for outdoor and medical uses, while chemical stability (pH 2-12) withstands tough conditions. Highly customizable in texture, color, and flexibility (Shore A 60-90), vinyl fabric blends style with practicality. Easy to clean and low-maintenance, it’s a cost-effective solution offering reliable, long-term performance with minimal effort.
1. Durability and Strength
- Waterproofing: Its PVC coating creates a non-porous surface with a water contact angle exceeding 90°, ensuring complete water repellency. This is ideal for raincoats, tarps, and medical covers.
- UV Resistance: Additives like UV stabilizers enhance its ability to withstand prolonged sun exposure, reducing fading and degradation (up to 500-1000 hours of UV testing).
- Temperature Range: Functional between -20°C and 70°C, though it may soften above 80°C or become brittle below -20°C.
2. Waterproof and Weather Resistance
- Chemical Stability: Resists acids, alkalis (pH 2-12), and oils, making it suitable for industrial and medical settings where exposure to harsh substances is common.
- Mold and Mildew Resistance: The non-absorbent surface prevents microbial growth, enhancing hygiene in humid conditions.
3. Chemical and Environmental Resistance
- Chemical Stability: Resists acids, alkalis (pH 2-12), and oils, making it suitable for industrial and medical settings where exposure to harsh substances is common.
- Mold and Mildew Resistance: The non-absorbent surface prevents microbial growth, enhancing hygiene in humid conditions.
4. Flexibility and Customization
- Flexibility: Adjusted via plasticizers, vinyl fabric ranges from soft (Shore A 60) to rigid (Shore A 90), catering to varied needs like soft handbags or stiff tarps.
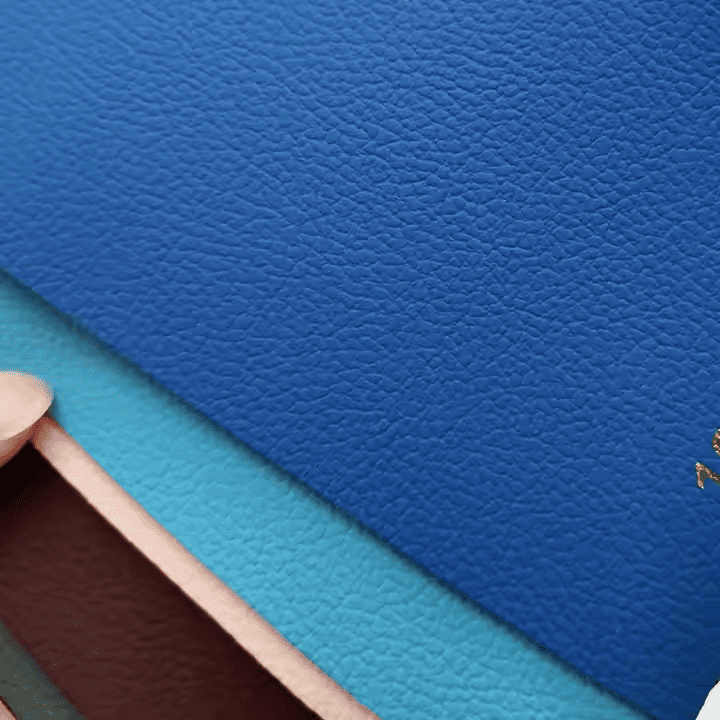
- Appearance: Offers glossy, matte, or embossed finishes (e.g., leather-like textures) and supports vibrant, fade-resistant dyeing via Pantone matching.
- Thickness and Weight: Available in 0.5-2mm thicknesses and 300-800g/m² weights, customizable for specific uses.
5. Ease of Maintenance
- Cleaning: A smooth surface allows for quick wiping with a damp cloth and mild soap, resisting stains without specialized care.
- Low Maintenance: Unlike natural fibers, it doesn’t require conditioning or frequent washing, saving time and cost.
6. Limitations
- Breathability: Poor moisture vapor transmission rate (MVTR ~5g/m²/24h) limits comfort in clothing or prolonged skin contact.
- Heat Sensitivity: High temperatures can cause softening or off-gassing, requiring careful use in hot climates.
- Environmental Impact: PVC production and disposal pose sustainability challenges, though eco-friendly variants are emerging.

Fabric Printing Styles
Fabric printing is an essential aspect of textile design, allowing for the creation of unique patterns and vibrant colors that enhance the aesthetic appeal of fabrics. Various printing styles cater to different tastes and applications, providing endless possibilities for customization. Let’s explore some of the most popular fabric printing styles:
1. Intricate Printing
2. Black and White Printing
3. Botanical Prints
4. Geometric Prints
5. Knitted Jacquard
6. Abstract Prints
Fabric Post-processing
Vinyl fabric undergoes various post-processing techniques to enhance durability and functionality. Embossing and printing add texture and design, while lamination increases scratch and waterproof resistance. Top coatings, such as anti-UV, anti-microbial, and fire retardant finishes, boost protection and performance. Additionally, dyeing and color finishing ensure vibrant, long-lasting colors, and anti-static treatments minimize electrical buildup. Comprehensive quality inspections guarantee resistance to abrasion, moisture, and fire, making vinyl fabric reliable for upholstery, automotive interiors, and industrial applications. These finishing touches elevate the fabric’s aesthetic appeal and practical value.
1. Embossing
- Purpose: Adds texture or patterns to the fabric surface, such as leather-like grains, geometric patterns, or decorative motifs.
- Process: The vinyl fabric is passed through heated embossing rollers that imprint patterns onto the surface.
- Benefits: Enhances aesthetic appeal and grip, making it popular for upholstery, automotive interiors, and fashion accessories.
2. Printing
- Purpose: Applies designs, logos, or patterns to the fabric.
- Techniques:
- Screen Printing: Suitable for bold and simple patterns.
- Digital Printing: Ideal for complex, multi-colored designs.
- Transfer Printing: Uses heat to transfer pre-printed designs onto the vinyl surface.
- Benefits: Customizes vinyl fabric for branding, decorative uses, or thematic designs.
3. Lamination
- Purpose: Adds a protective film or additional layer to enhance strength, waterproofing, and scratch resistance.
- Process: A thin laminate film (e.g., polyurethane or PVC) is heat-pressed onto the surface.
- Benefits: Improves durability, gloss, and chemical resistance, making it ideal for outdoor applications and heavy-duty use.
4. Top Coating
- Purpose: Provides a protective finish that enhances abrasion resistance, UV protection, or antibacterial properties.
- Common Coatings:
- Anti-UV Coating: Prevents fading and degradation from sun exposure.
- Anti-Microbial Coating: Inhibits bacterial and fungal growth, ideal for medical and hygienic applications.
- Fire Retardant Coating: Enhances flame resistance for safety standards compliance.
- Benefits: Extends the longevity and performance of the vinyl fabric in challenging environments.
5. Dyeing and Color Finishing
- Purpose: Enhances the vibrancy and uniformity of colors on vinyl fabric.
- Techniques:
- Pigment Dyeing: Uses heat and pressure to embed pigments into the PVC layer.
- Color Fastness Treatments: Ensures colors do not fade or bleed over time.
- Benefits: Improves visual appeal and color durability for fashion and decorative applications.
6. Anti-Static Treatment
- Purpose: Reduces static electricity buildup on the fabric surface.
- Process: Applying a conductive or anti-static coating during the final finishing stage.
- Benefits: Suitable for electronics handling and environments where static discharge is a concern.
7. Quality Inspection and Testing
- Purpose: Ensures that the final product meets industry standards and specifications.
- Testing Aspects:
- Abrasion Resistance: Verifies the fabric’s ability to withstand wear and tear.
- Waterproof Testing: Confirms impermeability and moisture resistance.
- Fire Retardancy Testing: Assesses compliance with safety regulations.
- Benefits: Guarantees that the vinyl fabric meets quality assurance standards before distribution.
Fabric Style
Vinyl fabric is classified by composition (pure vs. supported), structure (single vs. multi-layer), post-processing (embossed, coated, printed), and application (furniture, fashion, industrial, medical). Pure PVC offers affordability, while supported vinyl boosts strength with a fabric backing. Structural variations cater to comfort or durability, and post-processing adds style or functionality. Application-based types align with specific needs—fashion demands flexibility, industrial uses prioritize toughness. This diverse classification ensures vinyl fabric meets a wide range of requirements, though cost and complexity vary, making it a versatile synthetic textile for global markets.
Basis of Classification
Vinyl fabric is categorized based on its composition, structure, processing, and intended application. These classifications help manufacturers and consumers identify the right type for specific needs, balancing performance, cost, and aesthetics.
Classification by Composition
- Pure PVC Vinyl:
- Description: Made entirely of PVC with plasticizers (20%-40%) and stabilizers, no backing fabric.
- Properties: Thin (0.2-0.5mm), lightweight (200-400g/m²), highly flexible (Shore A 60-70).
- Uses: Disposable items (e.g., rain ponchos), temporary covers.
- Pros/Cons: Cost-effective but less durable (tensile strength ~100-200N/5cm).
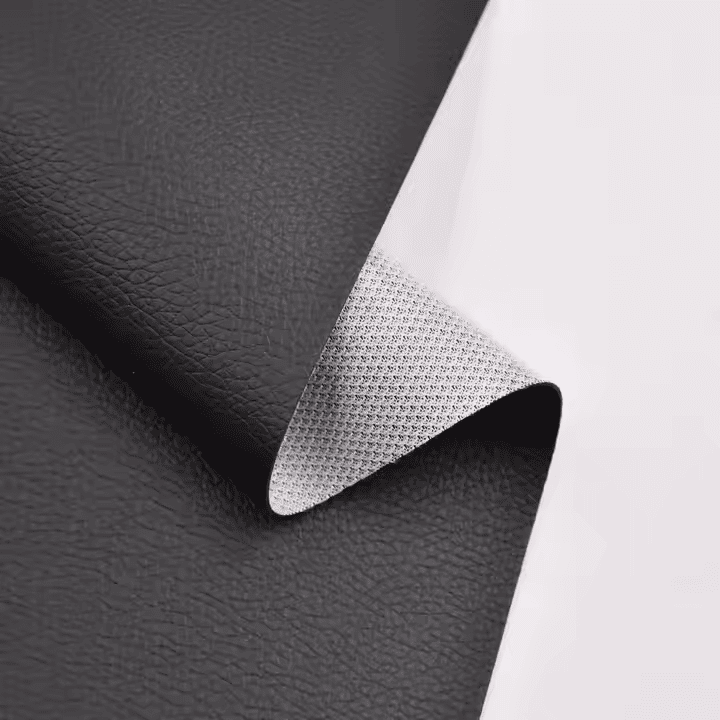
- Supported Vinyl:
- Description: PVC layer coated or laminated onto a base fabric (e.g., polyester, cotton).
- Properties: Thicker (0.5-2mm), heavier (300-800g/m²), stronger (200-500N/5cm).
- Uses: Upholstery, bags, tarps.
- Pros/Cons: Enhanced durability, but slightly less flexible than pure PVC.
Factory Direct Wholesale Stock Cotton Fabric Styles
High-quality source manufacturers, providing bulk orders, spot and customized solutions for global retailers. Guaranteed fast delivery.
Car Interior Vinyl Fabric
Coated PVC Vinyl Fabric
Faux Vinyl Fabric

Grain Vinyl Fabric
Marine Vinyl Fabric
Metal Rainbow Colors Vinyl Fabric
Oxford Vinyl Waterproof Fabric
Printing Vinyl Fabric
PVC Vinyl Fabric
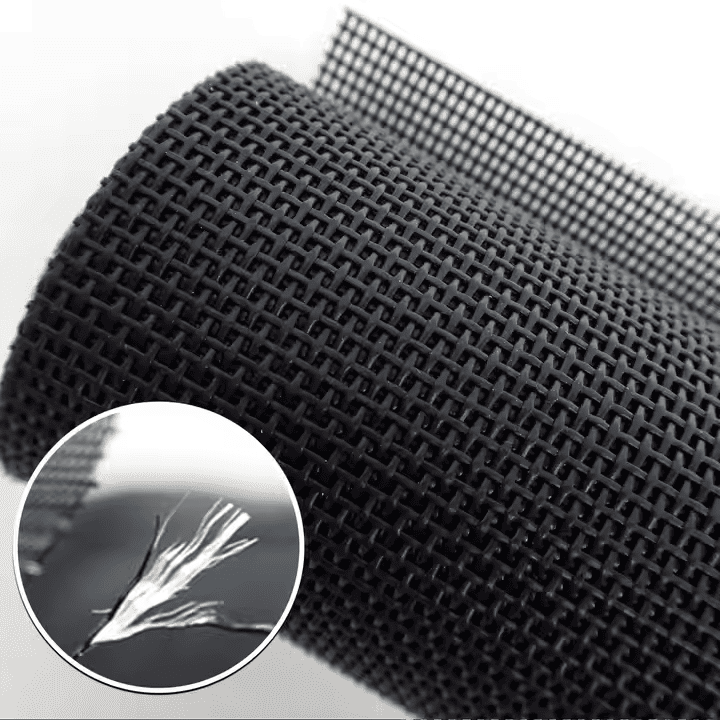
Resistant Screen Mesh Vinyl Fabric
Synthetic Vinyl Fabric
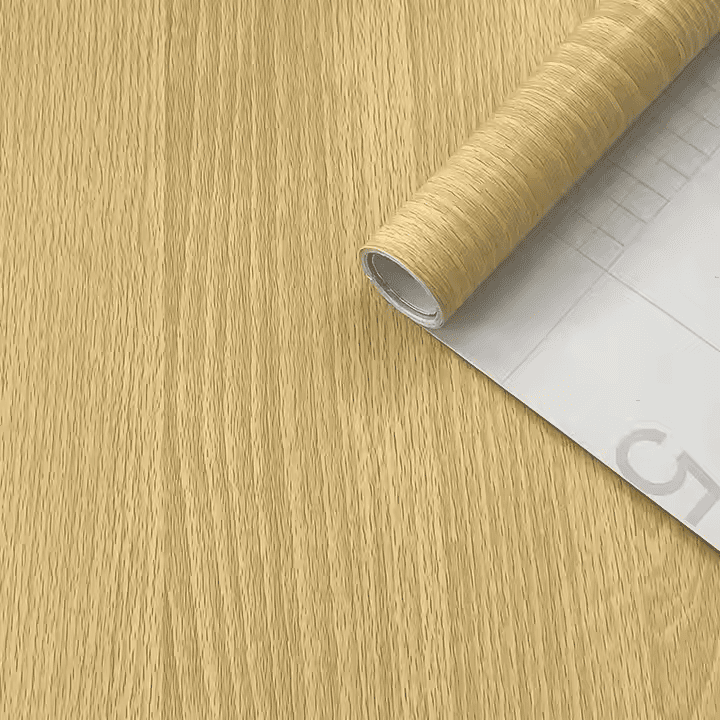
Texture Pvc Vinyl Fabric
TPU Coated Vinyl Fabric

Vinyl Seats Fabric

Wall Paper Vinyl Fabric
Fabric Post Treatment Processes
Fabric finishing processes play a vital role in enhancing the quality and performance of our polyester fabrics. At the Szoneier mill, we use advanced technologies to ensure that each fabric meets the highest standards of durability, softness and functionality. Our finishing processes include dyeing, finishing and coating methods that not only enhance color vividness and fade resistance, but also enhance properties such as water and stain resistance. Through the careful application of these processes, we ensure that our polyester fabrics are not only beautiful, but also meet the needs of a variety of applications. We have listed 50 processes to make them the perfect choice for your needs.
What is Pre-shrinking ?
Pre-shrinking is a process that uses physical methods to reduce the shrinkage of fabric after water immersion, thereby lowering the shrinkage rate. Mechanical pre-shrinking involves wetting the fabric with steam or mist, followed by mechanical squeezing in the warp direction, which increases the amplitude of buckling waves, and then subjecting it to relaxed drying.
What is Stretching ?
Stretching is a finishing process that utilizes the plasticity of fibers like cellulose, silk, and wool in humid conditions. By gradually expanding the fabric to a specified width, this method stabilizes its shape during drying. Known as dimensional finishing, it helps the fabric maintain its intended dimensions and improves its overall structure, reducing distortion during use.
What is Sizing ?
Sizing is a technique that involves applying a sizing solution to the fabric and subsequently drying it to enhance its stiffness and body. This process improves the fabric’s strength, making it easier to handle during manufacturing and providing a more substantial feel. Sizing also helps reduce fraying and ensures better dye absorption, resulting in improved color depth and uniformity.
What is Heat Setting ?
Heat setting is a finishing process that stabilizes thermoplastic fibers in synthetic materials like nylon and polyester, preventing shrinkage or deformation. By applying controlled heat and pressure, it maintains the fabric’s dimensions and enhances stability, improving durability and providing a firmer hand feel for better quality and performance in various applications.
What is Whitening ?
Whitening enhances the brightness and whiteness of textiles using complementary colors. Techniques include blue tinting, which adds a subtle blue hue to reduce yellowing, and fluorescent whitening, which uses optical brighteners to reflect more light. These methods improve the fabric’s appearance, making it look cleaner and more vibrant.
What is Calendering, Electric Calendering, and Embossing ?
Calendering is a process that flattens fabric surfaces and creates patterns using heat and humidity to enhance luster. Flat calendering employs hard and soft rollers for a smooth finish, while soft calendering uses two soft rollers for a gentler gloss. Electric calendering utilizes heated rollers, and embossing adds patterns with engraved steel rollers, resulting in a lustrous look.
What is Napping ?
Napping is a finishing process that employs abrasive rollers or belts to raise a layer of short, dense fibers on the fabric’s surface. This brushing technique produces a plush nap, enhancing both the warp and weft yarns. The result is a soft, textured fabric that feels warm and inviting, making it ideal for clothing, blankets, and upholstery while improving its aesthetic appeal.
What is Raising ?
Raising is the process of lifting fibers from the surface of the fabric using dense needles or pricking, creating a layer of pile, also known as pile raising. This technique is primarily applied to coarse wool fabrics, acrylic fabrics, and cotton fabrics. The resulting pile layer enhances the fabric’s warmth, improves appearance, and provides a soft hand feel.
What is Shearing ?
Shearing is a process that removes unwanted fuzz from the fabric surface using a shearing machine. Its purpose is to clarify the fabric weave, achieve a smooth surface, or ensure an even finish on raised or fuzzy fabrics. Common products requiring shearing include wool fabrics, velvet, faux fur, and carpets.
What is Softening ?
Softening can be achieved through mechanical or chemical means. Mechanical softening involves multiple rubbing and bending actions on the fabric, but the resulting softness may not be ideal. Chemical softening involves applying softening agents to the fabric, reducing the friction coefficient between fibers and yarns, resulting in a noticeably soft and smooth hand feel.
What is Stiffening ?
Stiffening is a process that involves coating the fabric with a sizing solution and drying it to achieve a thick and firm hand feel. This finishing method aims to improve the fabric’s hand feel by applying a solution made from natural or synthetic polymers with certain viscosity, forming a thin film on the fabric that imparts smoothness, firmness, thickness, and fullness, while also enhancing the fabric’s strength and abrasion resistance.
What is Liquid Ammonia Treatment ?
Liquid ammonia treatment involves processing cotton fabrics with liquid ammonia to eliminate internal stress within the fibers, improving their luster and wear performance, reducing shrinkage, and increasing resilience, tensile strength, and moisture absorption. The resulting hand feel is soft, elastic, and resistant to wrinkles, with stable dimensions.
What is Weighting ?
Weighting is a process primarily aimed at compensating for the weight loss of silk fabrics after degumming, using chemical methods to increase the weight of silk textiles. Common methods include tin weighting, tannin weighting (not suitable for white or light-colored silk fabrics), and resin weighting.
What is Lightening ?
Lightening is a finishing process that utilizes the hydrolysis of polyester in high-temperature and specific concentrations of sodium hydroxide solution to gradually dissolve the fibers, reducing the fabric’s weight (typically controlled at 20%-25%) and creating depressions on the surface that lead to diffuse light reflection, resulting in a soft sheen. At the same time, the gaps between fibers in the yarn are enlarged, creating a silk-like effect.
What is Boiling Wool ?
Boiling wool is a process that treats wool fabrics in a hot water bath under tension to flatten and stabilize them, reducing deformation during later wet processing. Primarily used for finishing worsted wool fabrics, it enhances dimensional stability and improves hand feel, preventing future wrinkling or deformation.
What is Steaming Wool ?
Steaming wool is a process that stabilizes wool fabrics through steaming under humid heat conditions, improving hand feel and luster. This technique is primarily used for wool fabrics and their blends, but can also be applied to silk and viscose fabrics. The resulting fabric is dimensionally stable, with a smooth surface and a natural sheen, as well as a soft and elastic hand feel.
What is Pressing Wool ?
Pressing wool uses mechanical pressure and humid heat to flatten the fabric, enhancing its luster and texture. Key techniques include rotary pressing, which employs steam and heated cylinders for a smooth finish (though the shine is temporary), and electric board pressing, which offers a soft sheen and crisp feel but requires bulky equipment, mainly for worsted wool fabrics.
What is Felted Wool ?
Felted wool is a process that uses the felting property of wool to create dense, thick wool fabrics and form a pile on the surface, also known as fulling. Felting improves the hand feel and appearance of the fabric while enhancing its thermal insulation. This process is especially suitable for coarse wool fabrics.
What is Anti-felting ?
Anti-felting is a finishing process aimed at preventing or reducing the shrinkage and deformation of wool fabrics during washing and wear, thereby ensuring dimensional stability in garments. This principle involves chemically treating the scales to alter their surface state or covering the surface with a polymer layer to bond fiber interlace points, effectively removing the basis for felting.
What is Wrinkle Resistance ?
Wrinkle resistance is a finishing process that modifies the original composition and structure of fibers, enhancing their resilience and making the fabric less prone to wrinkling during wear. This method is primarily used for pure or blended cellulose fibers and can also be applied to silk fabrics.
What is Crinkle Finish ?
Crinkle finish is a process that creates various irregular wrinkles on fabric. Techniques include mechanical pressing for an embossed appearance, such as hand crinkling and rope crinkling, as well as rubbing methods like liquid flow dyeing and tumbler drying. This finish is mainly applied to pure cotton, polyester/cotton blends, and polyester filament fabrics.
What is Water Repellent Finish ?
Water repellent finishing involves treating fibers with chemical water repellents to lower the surface tension, causing water droplets to not wet the surface. This process is also known as breathable waterproof finishing and is suitable for materials used in raincoats and travel bags. Based on the durability of the water repellent effect, it can be categorized as semi-durable or durable.
What is Oil Repellent Finish ?
Oil repellent finishing involves treating fabrics with oil-repellent agents to create a surface that repels oil. Fabrics that undergo oil repellent finishing are also water-repellent and possess good breathability. This technique is mainly applied to high-quality raincoats and specialized wear materials.
What is Antistatic Finish ?
Synthetic fiber fabrics can accumulate static electricity due to low moisture and high crystallinity. Antistatic finishing applies chemical agents to enhance hydrophilicity and reduce static by creating a conductive layer on hydrophobic surfaces for ionization. However, this method is generally less effective and durable than blending or interlacing conductive fibers during weaving.
What is Easy-Clean Finish ?
Easy-clean finishing simplifies dirt removal from fabric during standard washing while preventing re-accumulation. It enhances the fibers’ surface hydrophilicity, reducing surface tension between the fibers and water. When wet, the hydrophilic layer expands, creating mechanical forces that help detach dirt by applying a hydrophilic polymer layer to the fabric’s surface.
What is Mold and Mildew Resistant Finish ?
Mold and mildew resistant finishing typically involves applying chemical anti-mold agents to cellulose fiber fabrics to kill or inhibit microbial growth. To prevent textiles from molding during wet processing or in humid environments, common anti-mold agents include formaldehyde and 2-phenylphenol.
What is Flame Retardant Finish ?
Flame retardant finishing involves treating fabric surfaces with flame retardant agents to improve the fabric’s fire resistance. Common flame retardant agents include phosphoramide, ammonium phosphate, and polyvinyl chloride, all of which can reduce combustion rate and slow down flame spread.
What is Waterproof Finish ?
Waterproof finishing treats fabric surfaces with agents like fluorocarbon compounds, polyurethane, and silicone to block moisture while maintaining breathability. This finishing is applied to products such as rain gear, tents, and outdoor sportswear. Fluoropolymer coatings are commonly used, forming a barrier against water without compromising airflow.
What is Durable Press Finish ?
Durable press finishing involves applying resin finishing to cellulosic fiber fabrics to improve their crease resistance. The finishing is primarily applied to fabrics that require high durability, such as workwear and casual wear. The primary agent used in durable press finishing is DMDHEU (dimethylol
dihydroxyethyleneurea).
What is Stain-Resistant Finish ?
Stain-resistant finishing involves applying agents to the surface of fabrics to reduce dirt adhesion and enhance stain resistance. This can be achieved through methods such as chemical treatment or applying a special surface coating. Common stain-resistant agents include fluoropolymer-based finishes, which repel water and oil-based stains.
What is Antimicrobial Finish ?
Antimicrobial finishing involves applying antimicrobial agents to the surface of textiles to inhibit microbial growth, odors, and degradation caused by bacteria and fungi. Common antimicrobial agents include silver ions, quaternary ammonium compounds, and organic biocides. This finishing technique is widely used in medical textiles, activewear, and home textiles.
What is Coating ?
Coating is a finishing process where a layer of polymer material is applied to the surface of the fabric, forming a barrier against water and other external factors. This process can also provide additional properties such as breathability and UV protection. Coatings can be applied using methods such as knife-over-roll or rotary screen printing.
What is Gluing ?
Gluing is a finishing process that utilizes adhesive materials to bond fabric layers or attach various components, such as linings and interlinings. This technique is commonly used in the production of garments and upholstery, providing structural integrity and durability to the final product.
What is Laminating ?
Laminating involves bonding two or more layers of fabric together using heat, pressure, or adhesives to create a composite material with enhanced properties. This process can improve the fabric’s strength, durability, and weather resistance, making it suitable for a variety of applications such as outdoor gear, footwear, and protective clothing.
What is Compounding ?
Compounding is a finishing process that combines different materials, such as rubber, plastic, or textile fibers, to create a composite material with specific performance characteristics. This technique is often used in the production of high-performance textiles, such as those used in automotive or industrial applications.
What is Composite ?
Composite finishing involves combining different textile materials or layers to enhance the overall performance of the fabric. This technique is commonly used in technical textiles, where multiple layers are bonded to achieve specific properties such as strength, breathability, and insulation.
What is Sanding ?
Sanding is a finishing process that involves abrading the surface of the fabric to create a soft, velvety texture. This technique is often applied to cotton and polyester fabrics, resulting in a luxurious hand feel and enhancing the fabric’s aesthetic appeal.
What is Brushing ?
Brushing is a finishing process that lifts and opens the surface fibers of the fabric, creating a soft and fuzzy texture. This technique is commonly used on fabrics like fleece and flannel, providing a cozy hand feel and enhancing warmth.
What is Crimping ?
Crimping is a process that imparts a wave or crinkle effect to fibers or fabrics, enhancing their texture and appearance. This technique is often used in synthetic fibers to improve their elasticity and resilience.
What is Thickening ?
Thickening is a finishing process that involves adding a thickening agent to the fabric, enhancing its texture and weight. This technique is commonly used in heavy-duty textiles, such as canvas and denim, to improve durability and performance.
What is Pilling Resistance ?
Pilling resistance is a finishing process that enhances the fabric’s ability to resist the formation of pills or small balls of fibers on the surface. This technique is especially important for fabrics that are subject to frequent abrasion, such as knitwear and upholstery.
What is Color Fastness ?
Color fastness finishing involves treatments that enhance the fabric’s ability to retain its color and resist fading during washing and exposure to sunlight. This technique is essential for ensuring the longevity of dyed textiles and is commonly applied to garments and home textiles.
What is Lightfastness ?
Lightfastness finishing involves applying treatments that protect the fabric from fading or discoloration due to exposure to light. This process is particularly important for outdoor textiles and fabrics used in window treatments, ensuring that they maintain their original appearance over time.
What is Thermal Insulation ?
Thermal insulation finishing involves treatments that enhance the fabric’s ability to retain heat, providing warmth and comfort in cold conditions. This technique is commonly used in outerwear and bedding, utilizing materials such as down or synthetic insulation.
What is UV Protection ?
UV protection finishing involves treatments that enhance the fabric’s ability to block harmful ultraviolet (UV) radiation from the sun. This process is essential for outdoor textiles, such as swimwear and sun protective clothing, ensuring that they provide adequate protection against sun damage.
What is Antibacterial Finish ?
Antibacterial finishing involves applying treatments to the fabric that inhibit the growth of bacteria, preventing odors and degradation. This technique is commonly used in activewear and medical textiles, providing added hygiene and freshness.
What is Odor Control ?
Odor control finishing involves treatments that reduce or eliminate odors in fabrics, enhancing their freshness and wearability. This process is often applied to activewear and home textiles, utilizing antimicrobial agents and odor-absorbing materials.
What is Flame Resistant Finish ?
Flame resistant finishing involves applying treatments to fabrics that enhance their ability to resist ignition and slow down the spread of flames. This process is crucial for protective clothing and upholstery in environments where fire hazards are present.
What is Reinforcement ?
Reinforcement finishing involves adding extra layers or materials to enhance the strength and durability of fabrics. This technique is commonly used in workwear, outdoor gear, and upholstery, ensuring that textiles can withstand wear and tear.
What is Environmental Finishing ?
Environmental finishing involves applying treatments and processes that minimize the environmental impact of textiles, such as using eco-friendly dyes and finishes, reducing water and energy consumption, and implementing recycling practices.
Free Pantone Color Choice
For all your polyester fabric customization needs, we offer a free Pantone color selection to ensure your products reflect your exact vision. Our extensive color chart includes a wide array of Pantone options, allowing you to select the perfect shade to match your project requirements—whether it’s for apparel, bags, outdoor gear, or home textiles. Each color category is carefully curated to include vibrant tones, soft neutrals, and everything in between, providing a diverse palette to inspire creativity.
Color Categories:Our fabric color chart is divided into clear categories, making it easy for you to navigate and find your desired hues. Whether you’re searching for bold colors that stand out or subtle tones for a minimalist design, our organized color chart ensures quick selection. These categories cover a full spectrum of options, from bright and eye-catching shades to more muted and elegant tones, perfect for any polyester fabric project.
Color Swatches and Codes:Each category contains multiple swatches that display the available shades within that color family. Next to each swatch, you’ll find the Pantone color code, which ensures consistency and accuracy when placing your order. These Pantone codes serve as an industry standard, guaranteeing that the color you see on our chart is exactly what will be delivered in the fabric. This attention to detail ensures that your products maintain their visual appeal and stay true to your original design.
Custom Color Options:If our extensive standard chart doesn’t perfectly match your needs, we also offer fully customizable fabric colors. Simply provide us with your desired Pantone code or specific color samples, and our team will work with you to develop a fabric color that fits your exact vision. This option is ideal for companies looking for exclusive branding opportunities or designers aiming to create a unique and personal touch.
Digital Rendering Services:To help you visualize how your chosen fabric color will appear on your finished product, we provide digital rendering services. This allows you to preview how the selected color looks in context, whether it’s on a garment, bag, or other textile product. With this tool, you can fine-tune the color choice or make adjustments to other design elements before production begins, ensuring that your custom polyester fabric meets your expectations.
Production Process Of Fabric
At Szoneier factory, the production process of polyester fabric is a blend of advanced technology and meticulous craftsmanship. We begin with the polymerization of raw materials to create polyester fibers, which are then spun into yarn. These yarns undergo weaving or knitting to form the base fabric. To ensure top-tier quality, each stage of production is carefully monitored, from dyeing and finishing to applying special treatments like water resistance or UV protection. Our cutting-edge machinery allows us to produce fabrics in a wide range of textures and finishes, customized to meet the specific needs of your project. With our commitment to precision and excellence, you can count on durable, vibrant, and versatile polyester fabrics ready for any application.


Testing Equipment Of Fabric Production
At Szoneier fabric production factory, we utilize state of the art testing equipment to ensure the highest standards of quality and durability. Our advanced machinery includes tensile strength testers, colorfastness testing equipment, abrasion resistance testers, and moisture control systems. Each piece of fabric undergoes rigorous testing for consistency, performance, and longevity, allowing us to guarantee top-quality products that meet both industry standards and customer expectations. This commitment to quality ensures fabric excellence from production to final delivery.
Make A Sample First?
Got a specific artwork, logo, or design concept in mind? We’re all ears! Share every detail—your preferred fabric type, Pantone colors, and any custom features you want. Our team will partner with you to nail your vision with precision. We’ll start by creating a fabric sample so you can touch, feel, and inspect the quality, texture, and color firsthand before committing to full production. This way, we tweak things until it’s exactly what you imagined. Let’s turn your ideas into a fabric that’s uniquely yours !
Video Of Product And Production
Get a behind the scenes look at our fabric production process with our exclusive factory video. where you can witness the fascinating journey of our polyester fabrics from raw materials to finished products. Our informative videos provide a behind-the-scenes look at the advanced techniques and skilled craftsmanship that define our manufacturing process. Whether you’re interested in the production methods or the innovative designs we offer, these videos reflect our dedication to quality and creativity in fabric development. Join us and explore the artistry of our fabric production!
Cooperating Brands Trusted
Your product is produced in reliable factory like our already cooperating international brand partners below:

























Vinyl fabric, also known as PVC fabric, is a synthetic textile primarily composed of polyvinyl chloride (PVC), a versatile thermoplastic polymer derived from vinyl chloride monomers through a polymerization process. The core material starts as a rigid resin with a high molecular weight (60,000-150,000 g/mol), but its transformation into a flexible fabric involves the addition of key ingredients. Plasticizers, such as dioctyl phthalate (DOP) or diisononyl phthalate (DINP), make up 20%-40% of the composition, lowering the glass transition temperature (Tg) from approximately 80°C to as low as -20°C. This adjustment ensures the fabric is pliable and adaptable for various uses, ranging from soft handbags to durable tarps.
Beyond PVC and plasticizers, stabilizers like calcium-zinc compounds or lead salts (0.5%-2%) are incorporated to protect the material from degradation caused by heat, UV light, or chemical exposure during manufacturing and use. Pigments or dyes are added to achieve a wide range of colors, often matched to systems like Pantone for consistency. In supported vinyl fabric—the most common type—a base layer of woven or non-woven fabric, typically polyester (70-300g/m²) or cotton, is bonded to the PVC coating via lamination or adhesive processes. This backing enhances tensile strength (200-500N/5cm) and durability, making it suitable for heavy-duty applications like furniture upholstery or industrial covers.
The production process further shapes its composition. For instance, in the coating method, a liquid PVC paste is spread onto the base fabric and cured at 160-180°C, forming a waterproof, non-porous surface. Alternatively, the calendering method rolls molten PVC into thin sheets, which are then laminated onto the backing, yielding a glossy finish. Post-processing, such as embossing or applying protective coatings, may introduce additional elements like polyurethane (PU) topcoats or flame-retardant agents. These refinements ensure vinyl fabric meets specific performance standards, such as abrasion resistance (100,000+ Martindale cycles) or UV stability (500-1000 hours).
While vinyl fabric is synthetic and lacks the natural fibers of materials like cotton or wool, its engineered composition offers unique advantages: affordability, customization, and resilience. However, it’s worth noting that traditional formulations may include chemicals like phthalates, raising environmental concerns. Modern innovations, such as bio-based plasticizers or recyclable PVC, are emerging to address sustainability, making vinyl fabric a continually evolving material tailored to diverse needs.
Yes, vinyl fabric is inherently waterproof, a defining feature that sets it apart from many natural and synthetic textiles. This property stems from its composition and structure, primarily the polyvinyl chloride (PVC) surface layer. PVC is a non-porous thermoplastic polymer that, when processed into vinyl fabric, forms a continuous, impermeable barrier. The water contact angle of vinyl fabric exceeds 90°, indicating hydrophobicity—water beads up and rolls off rather than penetrating the surface. This makes it an ideal choice for applications like raincoats, outdoor tarps, and medical bed covers, where moisture protection is critical.
The waterproofing is enhanced by the manufacturing process. In coated vinyl, a liquid PVC paste is applied to a base fabric (e.g., polyester) and cured at high temperatures (160-180°C), sealing any gaps and creating a uniform, watertight layer. Calendered vinyl, produced by rolling PVC into sheets and laminating it onto a backing, achieves similar results. The thickness of the PVC layer—typically 0.1-0.5mm—ensures robust resistance to water ingress, even under pressure. Tests like the hydrostatic head test (AATCC 127) often show vinyl fabric withstanding water columns of 1000mm or more, far surpassing the requirements for waterproof labeling.
Unlike woven fabrics such as cotton or polyester, which rely on tight weaves or chemical treatments for water resistance, vinyl fabric’s solid PVC surface eliminates the need for additional coatings in most cases. However, post-processing can further enhance this property. For example, applying a polyurethane (PU) topcoat increases durability and maintains waterproofing over time, preventing cracks or wear that might compromise the barrier. This is particularly valuable for outdoor uses, where prolonged exposure to rain and humidity demands consistent performance.
That said, vinyl fabric’s waterproof nature comes with trade-offs. Its non-porous structure means it has a low moisture vapor transmission rate (MVTR ~5g/m²/24h), making it less breathable than treated natural fibers. This can lead to discomfort in clothing if worn for extended periods, as sweat cannot evaporate. Additionally, the backing fabric (if uncoated on the reverse side) may absorb water, though this doesn’t penetrate the PVC face. For most applications—furniture, industrial covers, or protective gear—this is a minor concern, as the functional surface remains dry. In summary, vinyl fabric’s waterproofing is a standout feature, driven by its PVC composition and seamless construction, making it a reliable choice for moisture-heavy environments.
Vinyl fabric is renowned for its exceptional durability, a result of its synthetic composition and reinforced structure, making it a top choice for demanding applications. At its core, vinyl fabric is made from polyvinyl chloride (PVC), a tough thermoplastic that resists wear, tear, and environmental stress. When paired with a base fabric like polyester or cotton in supported vinyl, its tensile strength ranges from 200-500N/5cm, meaning it can withstand significant pulling forces without ripping. This is far superior to natural fibers like cotton (50-100N/5cm), positioning vinyl as a heavy-duty option.
Abrasion resistance is another key measure of its durability. Tested using the Martindale method, vinyl fabric often endures over 100,000 cycles—rubbing against a standard abrasive surface—before showing significant wear. High-end variants with protective coatings (e.g., polyurethane topcoats) can exceed 150,000 cycles, making them ideal for furniture like sofas or public seating, where constant use is expected. This durability translates to a lifespan of 5-10 years indoors and 3-5 years outdoors, depending on exposure to UV light and weather conditions.
The material’s resilience extends to environmental factors. Vinyl fabric’s PVC surface resists chemicals (stable at pH 2-12), oils, and mildew, preventing degradation in harsh settings like industrial workshops or humid climates. UV stabilizers added during production enhance its resistance to sunlight, with tests showing it retains color and integrity after 500-1000 hours of exposure—equivalent to years of moderate outdoor use. For comparison, untreated cotton fades and weakens within months under similar conditions.
However, durability varies by type and care. Pure PVC vinyl (without backing) is thinner (0.2-0.5mm) and less robust, suited for lightweight, temporary uses like disposable covers. Supported vinyl, with a thicker profile (0.5-2mm) and reinforced backing, excels in high-stress applications like tarps or car interiors. Post-processing, such as embossing or coating, can further boost longevity by protecting against scratches or cracking, though excessive heat (>80°C) may soften the material, and extreme cold (<-20°C) can make it brittle.
While vinyl fabric outperforms many textiles in durability, it’s not indestructible. Sharp objects can puncture it (piercing strength ~50-100N), and prolonged heat exposure may cause off-gassing or deformation. Regular cleaning with mild soap preserves its condition, avoiding abrasive chemicals that could weaken the surface. Overall, vinyl fabric’s durability—rooted in its strong PVC base, reinforced structure, and resistance to wear—makes it a reliable, long-lasting material for both aesthetic and functional purposes.
Yes, vinyl fabric is well-suited for outdoor use, thanks to its robust properties tailored to withstand environmental challenges. Composed of polyvinyl chloride (PVC), vinyl fabric offers inherent waterproofing due to its non-porous surface, with a water contact angle exceeding 90°. This ensures it repels rain and moisture effectively, making it a popular choice for tarps, awnings, and outdoor furniture covers. Unlike natural fibers like cotton, which absorb water and degrade, vinyl maintains its integrity even in prolonged wet conditions.
Its durability further supports outdoor applications. Supported vinyl, featuring a PVC layer (0.1-0.5mm) bonded to a polyester backing (300-800g/m²), boasts a tensile strength of 200-500N/5cm and abrasion resistance exceeding 100,000 Martindale cycles. This allows it to endure wind, friction, and physical stress—critical for items like truck covers or camping gear. Additionally, vinyl fabric resists mildew and mold, as its non-absorbent surface prevents microbial growth, a common issue with organic textiles in humid climates.
UV resistance is a key factor for outdoor suitability, and vinyl fabric performs well here with the right formulation. Manufacturers often add UV stabilizers (e.g., benzotriazoles) during production, enabling the material to withstand 500-1000 hours of sunlight exposure—equivalent to 1-2 years of moderate outdoor use—without significant fading or cracking. For example, industrial-grade vinyl tarps can last 3-5 years outdoors, while lighter fashion vinyl (e.g., for bags) may show wear sooner unless coated. Post-processing, such as applying a polyurethane (PU) topcoat, can extend this lifespan by enhancing scratch and UV resistance.
Temperature tolerance is another advantage. Vinyl fabric functions effectively between -20°C and 70°C, covering most outdoor climates. However, extreme heat (>80°C) can soften it, as seen in car interiors during summer, and severe cold (<-20°C) may cause brittleness, reducing flexibility. These limits are manageable with proper design—e.g., using ventilated covers to avoid heat buildup.
Despite its strengths, vinyl fabric has drawbacks for outdoor use. Its low breathability (MVTR ~5g/m²/24h) makes it less ideal for wearable items like jackets in warm weather, as it traps heat and moisture. Additionally, while durable, it can be punctured by sharp objects, requiring care in rugged environments. For optimal outdoor performance, selecting a heavier, coated variant (e.g., 600-800g/m²) is recommended. In conclusion, vinyl fabric’s waterproofing, durability, and weather resistance make it a reliable outdoor material, provided its limitations are considered.
Cleaning vinyl fabric is straightforward and efficient, thanks to its smooth, non-porous PVC surface, which resists staining and simplifies maintenance compared to natural textiles like cotton or leather. The process requires minimal tools—typically just a damp cloth, mild soap, and water—making it a low-effort task suitable for both household and industrial users. Proper cleaning preserves its durability (100,000+ Martindale cycles) and appearance, ensuring long-term functionality.
For everyday cleaning, start by wiping the surface with a soft, damp cloth to remove dust, dirt, or light debris. Vinyl’s waterproof nature (contact angle >90°) means water won’t penetrate, so a gentle wipe is often sufficient. For tougher stains—like food spills, ink, or grease—mix a solution of lukewarm water and a mild detergent, such as dish soap (1-2 teaspoons per liter of water). Apply this with a soft cloth or sponge, using circular motions to lift the stain without scratching the PVC layer. Rinse with a clean, damp cloth to remove soap residue, then dry with a towel or let it air dry. This method works well for furniture, bags, or tarps, keeping the fabric pristine.
For stubborn marks, such as permanent marker or oil-based stains, a small amount of isopropyl alcohol (70% concentration) can be used sparingly. Test it on an inconspicuous area first, as excessive alcohol may dull glossy finishes or weaken coatings over time. Apply with a cotton ball, wipe gently, and rinse immediately with water. Avoid harsh chemicals like bleach, acetone, or abrasive scrubbers (e.g., steel wool), which can degrade the PVC, strip protective topcoats, or cause micro-cracks, reducing its lifespan.
Special considerations apply based on use. For outdoor vinyl (e.g., awnings), rinse with a hose to remove mud or pollen, then follow with the soap solution to tackle grime. Medical-grade vinyl, often antibacterial-coated, may require disinfectants like diluted hydrogen peroxide (3%), but check manufacturer guidelines to avoid damaging specialized finishes. After cleaning, store vinyl fabric in a cool, dry place (15-25°C, humidity <60%) to prevent mildew on uncoated backing layers, though the PVC face remains mold-resistant.
Vinyl’s ease of cleaning is a major advantage—unlike leather, it doesn’t need conditioning, and unlike cotton, it won’t absorb liquids. However, neglecting maintenance (e.g., letting dirt accumulate) can wear down embossed textures or coatings over time. Regular care—weekly wiping for furniture, monthly for outdoor items—maximizes its 5-10-year indoor lifespan. In summary, vinyl fabric’s low-maintenance cleaning process, requiring only mild solutions and gentle wiping, ensures it stays functional and attractive with minimal effort.
Frequently Asked Questions
Welcome to our FAQ section on customized nylon fabrics, where we answer your most common questions and provide insights into fabric types, customization options, features, and order-related details. Whether you’re looking to learn more about the various nylon fabric styles, specialized finishes, or the ordering process, we’re here to help. Our goal is to ensure that you have all the information needed to make informed decisions about selecting the perfect nylon fabric for your unique project.