 Skip to content
Skip to content 
Cotton is often described as a “simple” natural fiber, yet its journey from field to finished fabric can pass through dozens of hands, countries, and processing steps. In that complexity lies the problem: when something goes wrong—quality inconsistency, compliance risk, or sustainability claims that can’t be verified—brands and product teams suddenly realize they don’t know where their cotton truly came from. A fully traceable cotton supply chain is built by controlling and documenting each stage—from raw cotton sourcing and ginning to spinning, fabric production, and finishing—using clear standards, verified documentation, and aligned supplier processes. True traceability depends on system design, not promises.
At SzoneierFabrics, traceability discussions usually begin after a problem appears: a missing certificate, a failed audit, or a customer asking uncomfortable questions about origin. But the strongest supply chains are designed before those questions arise. Building cotton traceability is less about technology buzzwords and more about disciplined process control and realistic expectations.
Let’s start with the foundation.
What is supply chain traceability, and why does it matter for cotton materials?

Supply chain traceability is the ability to track cotton materials through every stage of production—from farming and ginning to spinning, weaving, dyeing, and finishing—using verifiable records rather than assumptions. For cotton, traceability matters because the fiber is globally traded, frequently blended, and often linked to compliance, sustainability, and origin claims that cannot be validated without documented continuity.
Cotton is not hard to grow. It is hard to track.
Why cotton traceability is fundamentally different from synthetics
Synthetic fibers such as polyester are produced in centralized chemical facilities, often by a single manufacturer controlling raw material input, polymerization, and fiber extrusion. Cotton follows the opposite model.
Cotton begins as an agricultural product and passes through multiple independent actors, each optimizing for yield, cost, or efficiency—not for documentation continuity.
This structural difference is why cotton traceability is inherently more complex than traceability for man-made fibers.
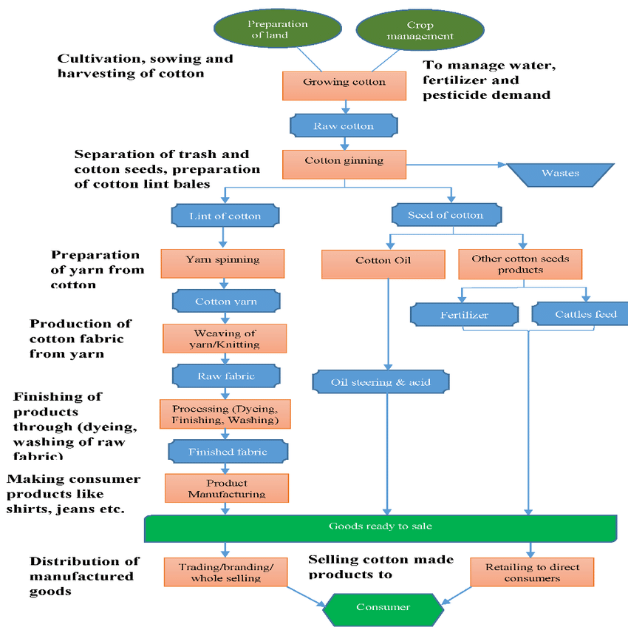
Cotton’s fragmented journey from field to fabric
Cotton does not move through a single, linear factory system. It moves through a distributed network.
| Stage | Typical Location | Traceability Risk |
|---|---|---|
| Farming | Smallholder or regional farms | Origin mixing |
| Ginning | Regional facilities | Batch consolidation |
| Spinning | Industrial mills | Fiber substitution |
| Fabric production | Separate mills | Record gaps |
| Finishing | Subcontractors | Chain-of-custody loss |
At each transition point, cotton may be:
- Aggregated with other batches
- Reclassified for internal inventory purposes
- Mixed to stabilize quality or price
- Transferred without full documentation
Once that happens, origin claims become probabilistic, not factual.
Why cotton is especially vulnerable to origin dilution
Cotton is a commodity fiber. That status creates three traceability challenges that do not exist to the same extent in specialty fibers.
1. Visual similarity Cotton from different regions looks almost identical once ginned. Unlike wool or specialty bast fibers, visual inspection cannot confirm origin.
2. Batch blending is economically rational Spinners routinely blend cotton from multiple origins to achieve consistent yarn quality or manage price volatility. From a production standpoint, this makes sense. From a traceability standpoint, it breaks continuity.
3. Cotton supply chains are price-sensitive When price shifts occur, sourcing changes quickly. If traceability systems are not already embedded, records often lag behind reality.
Why traceability matters more now than before
Ten years ago, cotton traceability was mainly a marketing concern. Today, it is a commercial and regulatory issue.
Several forces are driving this shift:
- Regulatory pressure on origin, forced labor, and import compliance
- Sustainability claims that must be backed by evidence, not statements
- Audits from downstream partners, retailers, and brand owners
- Risk transfer, where liability increasingly moves upstream
Traceability is no longer about telling a good story. It is about proving that the story is accurate.
Traceability vs transparency: a critical distinction
These two terms are often used interchangeably—but they are not the same.
| Concept | What It Means |
|---|---|
| Transparency | Willingness to share information |
| Traceability | Ability to verify information |
A supplier may openly state where cotton “usually” comes from. That is transparency. Traceability requires documents, batch records, and chain-of-custody continuity.
Without verifiable records, transparency remains anecdotal and cannot withstand audit scrutiny.
What real cotton traceability actually requires
True traceability is not a single certificate or declaration. It is a system.
At a minimum, effective cotton traceability requires:
- Lot-level identification at ginning or earlier
- Controlled batch management during spinning
- Material segregation or mass-balance accounting
- Documented transfers between each production stage
- Alignment between physical flow and paperwork
If any one of these elements is missing, traceability becomes partial.
Where traceability most often breaks down
In practice, the weakest points are rarely farms or final garment factories.
The most common breakdowns occur:
- Between ginning and spinning, where cotton is pooled
- During spinning, when fibers from different sources are blended
- Between spinning and fabric production, when yarn origin is not tracked
- At finishing subcontractors, where documentation is often minimal
In multiple cotton fabric projects handled by SzoneierFabrics, the most serious traceability losses occurred after spinning, not at the agricultural level. Once yarns from different origins are mixed without batch tracking, origin becomes statistical rather than absolute.
Why “certified cotton” does not automatically mean traceable cotton
A common misconception is that certification equals traceability.
In reality:
- Some certifications validate practices, not physical segregation
- Some rely on mass balance, not material identity
- Some confirm eligibility, not actual fiber origin in a specific fabric
This does not make certifications meaningless—but it does mean buyers must understand what kind of traceability is being offered.
Levels of cotton traceability (not all are equal)
Cotton traceability generally falls into three practical levels:
1. Document-based traceability Relies on invoices, declarations, and supplier statements. Lowest cost, lowest reliability.
2. Mass-balance traceability Tracks volumes rather than physical fiber identity. Common in large-scale programs, acceptable for some compliance frameworks.
3. Physical or segregated traceability Maintains material separation through the supply chain. Highest credibility, highest operational complexity.
Each level serves a purpose—but they are not interchangeable.
Why buyers care: the risk perspective
For buyers, traceability is less about ethics alone and more about risk control.
Without traceability, buyers face:
- Import delays or rejections
- Audit failures
- Inability to substantiate sustainability claims
- Contractual disputes with downstream partners
- Reputational damage
Traceability reduces uncertainty. In commercial terms, it is an insurance mechanism.
The operational reality suppliers rarely admit
Perfect cotton traceability is difficult, expensive, and sometimes incompatible with low-cost production models.
This creates a tension:
- Brands want certainty
- Mills want flexibility
- Traders want liquidity
Successful traceability systems are designed not for perfection, but for credible control—balancing operational reality with documentation rigor.
Designing traceability from the start (not after the fact)
One of the most important lessons from real projects is this:
Traceability cannot be retrofitted reliably.
Once cotton has been blended or processed without tracking, no certificate can restore lost information. Effective traceability must be designed before material enters the system, not after questions arise.
This includes:
- Deciding where blending is allowed
- Defining acceptable documentation gaps
- Aligning sourcing strategy with traceability goals
- Setting realistic claims that match actual control
Practical takeaway
Supply chain traceability for cotton materials is challenging because cotton moves through fragmented, multi-actor systems where blending is common and documentation is fragile.
But it matters because cotton sits at the intersection of:
- Regulation
- Sustainability claims
- Global trade risk
- Brand accountability
True traceability is not a label—it is a process discipline. The question is not whether traceability exists in theory, but how much of it survives the journey from field to finished fabric.
For cotton, the difference between “we believe” and “we can prove” is where value—and risk—now resides.
Which traceability standards and certifications apply to cotton?

Cotton traceability is supported by several widely recognized standards, most notably GOTS, Better Cotton (BCI), and OEKO-TEX. Each standard addresses different questions—origin integrity, farming practices, or chemical safety—and they are not interchangeable. Choosing the right combination depends on what you need to prove: where the cotton comes from, how it was produced, or whether it is safe to use.
Choosing the wrong standard is one of the fastest ways to create confusion—for buyers, auditors, and even internal teams.
Why cotton traceability standards are often misunderstood
Many sourcing problems start with a simple assumption:
“If the cotton is certified, it must be traceable.”
In reality, cotton standards fall into different functional categories:
- Some certify farming practices
- Some certify chain-of-custody
- Some certify chemical safety
- Some certify volume claims, not physical material
Understanding what each standard actually verifies is more important than recognizing the logo.
GOTS (Global Organic Textile Standard)
GOTS is the strictest and most comprehensive cotton standard currently in use.
It is designed to verify both organic origin and chain-of-custody from farm to finished product.
| Aspect | GOTS Coverage |
|---|---|
| Organic farming | Yes |
| Chain-of-custody | Full, physical |
| Chemical restrictions | Very strict |
| Social criteria | Included |
| Transaction certificates | Mandatory |
What GOTS really does well
- Requires physical segregation of organic cotton
- Tracks cotton through every processing stage
- Limits not only agricultural chemicals, but also dyes, auxiliaries, and finishes
- Uses transaction certificates (TCs) to validate every transfer
Because of this, GOTS offers the highest level of traceability credibility in cotton sourcing.
Key limitation
GOTS only works when every actor in the chain is certified. If even one processor is not GOTS-certified, the chain breaks. This makes GOTS:
- Expensive to maintain
- Operationally complex
- Less flexible in volatile supply situations
GOTS is ideal for programs where organic integrity and full proof are non-negotiable.
Better Cotton (BCI / Better Cotton Initiative)
Better Cotton focuses on improving farming practices, not on strict material segregation.
It is the most widely used cotton sustainability program globally because it scales well.
| Aspect | BCI Coverage |
|---|---|
| Farm-level practices | Yes |
| Physical segregation | No |
| Chain-of-custody | Mass balance |
| Chemical rules | Limited |
| Volume tracking | Yes |
What BCI actually verifies
- Farmers meet Better Cotton environmental and social criteria
- Volumes of Better Cotton are tracked through the supply chain
- Claims are made on a mass-balance basis, not fiber identity
This means a mill can sell “Better Cotton” fabric even if the physical cotton fibers are mixed with conventional cotton—as long as the equivalent volume is accounted for.
Key limitation
BCI does not guarantee physical traceability to a specific farm or region. It guarantees participation and impact, not identity.
BCI works best when the goal is:
- Large-scale sustainability improvement
- Risk reduction at farm level
- Scalable sourcing programs
It is not suitable when buyers require origin-specific or segregation-based claims.
OEKO-TEX (STANDARD 100, STeP, etc.)
OEKO-TEX is frequently misunderstood as a cotton traceability or origin standard. It is not.
OEKO-TEX focuses on chemical safety and human health.
| Aspect | OEKO-TEX Coverage |
|---|---|
| Chemical safety | Yes |
| Fiber origin | No |
| Farming practices | No |
| Chain-of-custody | Indirect |
| Finished product testing | Yes |
What OEKO-TEX actually proves
- Finished textiles are free from harmful substances
- Restricted chemicals are below defined thresholds
- Products are safe for human contact
OEKO-TEX does not verify:
- Where the cotton was grown
- Whether it was organic
- Whether forced labor was involved
Its value is safety and compliance—not origin traceability.
Other cotton-related standards buyers may encounter
While GOTS, BCI, and OEKO-TEX are the most common, buyers may also see:
- Organic Content Standard (OCS) – verifies organic content percentage, but has weaker chain-of-custody than GOTS
- GRS / RCS – used for recycled cotton, not virgin cotton
- ISO management standards – confirm systems, not material origin
Each answers a different question, and none replaces the others.
Comparing cotton standards side by side
| Standard | Primary Purpose | Traceability Strength | Best Use Case |
|---|---|---|---|
| GOTS | Organic + full custody | Very high | Premium organic programs |
| BCI | Sustainable farming | Volume-based | Large-scale sourcing |
| OEKO-TEX | Chemical safety | Not origin-based | Compliance & health |
| OCS | Organic content | Medium | Transitional organic |
This comparison highlights a critical point: no single standard covers everything.
Why certifications are often stacked in real projects
In practical sourcing, certifications are rarely used alone.
At SzoneierFabrics, cotton traceability projects typically combine:
- One origin or farming standard (GOTS or BCI)
- One chemical safety standard (OEKO-TEX or equivalent)
This combination allows teams to answer multiple stakeholder questions:
- Where does the cotton come from?
- How was it grown?
- Is it safe to use?
Trying to force one certificate to answer all three usually fails audits.
Common certification mistakes buyers make
Several mistakes appear repeatedly across projects:
- Assuming OEKO-TEX proves origin
- Treating BCI cotton as physically traceable
- Believing a logo without reviewing chain-of-custody
- Ignoring transaction certificate requirements
- Over-claiming beyond what the standard allows
These errors often surface late, during audits or buyer reviews—when fixes are expensive.
How buyers should choose the right traceability standard
The correct question is not “Which standard is best?” but:
- Do you need physical fiber identity or volume accounting?
- Is the claim about organic status, better practices, or chemical safety?
- How much supply flexibility do you need?
- Who will audit or challenge the claim?
Once these are clear, the right standard—or combination—becomes obvious.
Practical takeaway
Cotton traceability standards do not compete with each other—they complement each other.
- GOTS answers: Is this cotton organic, and can we prove it step by step?
- BCI answers: Does this cotton support better farming at scale?
- OEKO-TEX answers: Is this cotton product safe for people?
Confusion arises only when these standards are treated as substitutes.
In cotton sourcing, clarity comes from matching the question you are asked with the standard that is designed to answer it—and resisting the temptation to oversimplify.
How do raw cotton sourcing practices influence traceability and quality control?

In cotton, what you don’t capture at the beginning is usually lost forever.
Why sourcing decisions define everything downstream
Cotton supply chains are often discussed as if traceability and quality can be “managed later” at the mill or fabric stage. In reality, those stages can only preserve or dilute what already exists—they cannot create missing information.
Three foundational elements are established at raw cotton sourcing:
- Origin credibility – where the cotton truly comes from
- Batch integrity – whether material identity can be preserved
- Quality baseline – how much pressure there will be to blend, substitute, or reprocess
Once these are set, every downstream actor is constrained by them.
Farm structure and traceability depth
The structure of cotton farming has a direct and often underestimated impact on traceability reliability.
| Farming Model | Traceability Strength | Typical Risk |
|---|---|---|
| Single large farms | High | Regional dependency |
| Cooperative farms | Medium | Batch mixing |
| Smallholder networks | Low–medium | Data inconsistency |
Single large farms
- Easier to document planting, harvesting, and storage
- Fewer handoffs before ginning
- Higher traceability integrity
- Risk: dependence on one region or climate zone
Cooperative farms
- Improved bargaining power and shared infrastructure
- Cotton from multiple farms often aggregated early
- Traceability becomes lot-based rather than farm-specific
Smallholder networks
- Common in many producing countries
- Data quality varies widely
- Manual records are common
- Strong sustainability potential, but weak documentation discipline
The more fragmented the farm base, the more active control systems are required to prevent origin dilution.
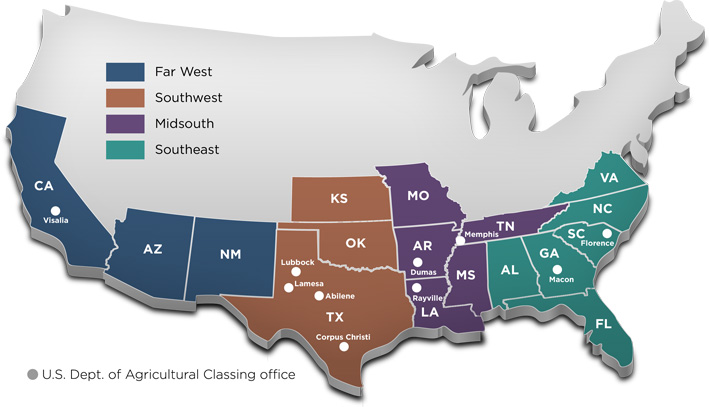
Regional sourcing impacts on traceability and control
Where cotton is sourced often matters as much as how it is sourced.
| Region Type | Common Challenge |
|---|---|
| High-volume exporters | Origin mixing |
| Developing regions | Limited documentation |
| Certified organic regions | Cost & supply stability |
| Multi-country sourcing | Audit complexity |
High-volume exporting regions These regions are efficient and cost-competitive, but cotton is frequently pooled to stabilize supply. Traceability can exist—but only if segregation is actively enforced.
Developing regions Documentation may be incomplete, handwritten, or inconsistent. Even when farming practices are sound, traceability suffers due to record gaps rather than bad intent.
Certified organic regions Traceability is usually stronger, but programs face:
- Higher costs
- Limited scale
- Supply volatility
Multi-country sourcing programs These create complexity quickly:
- Different documentation formats
- Different regulatory expectations
- Increased audit burden
Many traceability failures are not technical—they are over-sourcing failures, where too many origins are used for a single program.
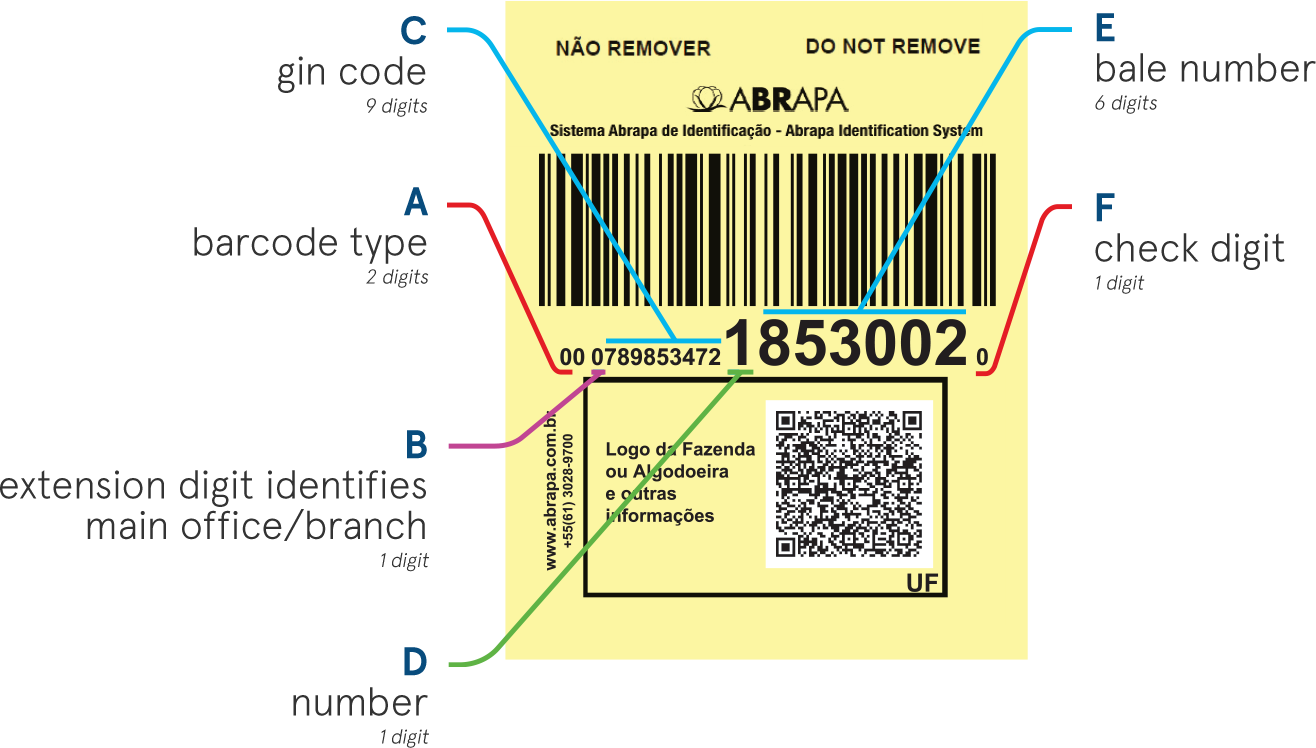
Bale-level identification: the real traceability breakpoint
Traceability becomes practical only when cotton is tracked by bale, not by volume alone.
| Control Method | Effectiveness |
|---|---|
| Bale tags with unique IDs | High |
| Lot-based documentation | Medium |
| Bulk aggregation | Low |
Bale-level tagging allows:
- Physical identity preservation
- Linking fiber quality data to origin
- Controlled blending decisions
Once cotton is aggregated into bulk storage without bale identity, downstream tracking becomes statistical, not physical.
This distinction matters during audits. Statistical traceability may satisfy some standards—but it cannot support origin-specific claims.
How sourcing quality affects traceability behavior
Quality and traceability are deeply linked—often in ways that are not obvious at first.
| Quality Issue | Traceability Impact |
|---|---|
| Inconsistent fiber length | Encourages blending |
| High contamination | Reprocessing and substitution |
| Yield variability | Batch consolidation |
| Micronaire instability | Multi-origin mixing |
When cotton quality is unstable, mills respond rationally by blending across origins to hit yarn specifications. From a production standpoint, this improves consistency. From a traceability standpoint, it destroys identity.
This is why programs with weak quality control at sourcing often show strong traceability on paper—but poor traceability in reality.
Sourcing discipline reduces downstream compromise
At SzoneierFabrics, cotton programs that define clear quality parameters at the sourcing stage show far fewer traceability breaks later.
Effective sourcing discipline includes:
- Defined fiber length and micronaire ranges
- Contamination thresholds
- Moisture content limits
- Rejection criteria at receiving
When quality is predictable, there is less pressure to:
- Blend across farms
- Substitute fiber
- Reclassify material mid-process
In other words, good quality control protects traceability by reducing the need for corrective behavior.
Ginning practices: the first major risk point
Even when farming data is solid, traceability can fail at ginning.
Common ginning-related risks include:
- Mixing cotton from different farms to optimize throughput
- Reusing bale tags or batch numbers
- Incomplete separation of certified and non-certified cotton
If ginning facilities are not aligned with traceability goals, origin integrity is lost before spinning even begins.
This is why traceability-focused programs must evaluate gin-level practices, not just farm-level declarations.
Documentation quality vs documentation existence
A frequent mistake is assuming that documentation equals control.
In reality, documentation quality matters more than volume.
Weak documentation patterns include:
- Missing dates or batch references
- Inconsistent naming conventions
- Retroactive record creation
- Disconnected physical and digital records
Strong traceability relies on:
- Real-time or near-real-time recording
- Consistent batch identifiers
- Clear handoff documentation between parties
Without this, traceability systems exist only on paper.
Why downstream controls cannot fix upstream gaps
Once raw cotton has been:
- Blended
- Substituted
- Reprocessed
- Aggregated without identity
No certificate, audit, or software system can fully restore lost information.
Downstream actors can:
- Improve chemical safety
- Improve fabric performance
- Improve documentation consistency
But they cannot recreate true origin certainty if it was not preserved at sourcing.
This is why traceability must be designed upstream, not retrofitted mid-chain.
The false comfort of “average compliance”
Some programs rely on averages:
- Average country of origin
- Average certified volume
- Average supplier compliance
This may satisfy internal reporting, but it creates risk when:
- A specific batch is audited
- A shipment is challenged
- A customer requests proof beyond averages
Traceability must survive exception cases, not just typical flows.
Practical sourcing principles that protect traceability
Experienced cotton programs apply several core principles:
- Limit origin count per program
- Define quality targets early to reduce blending pressure
- Enforce bale-level identification where claims matter
- Align ginning partners with traceability goals
- Accept trade-offs between flexibility and proof
Perfect traceability is rare—but credible traceability is achievable when sourcing practices are intentional.
Final takeaway
Raw cotton sourcing practices determine how much traceability and quality control is realistically possible downstream. Farm structure, regional strategy, bale-level tracking, and quality discipline all shape whether origin information survives the journey from field to fabric.
In cotton supply chains, traceability is not built at the end—it is either protected at the beginning or quietly lost along the way.
The most reliable cotton programs do not ask, “How do we prove traceability later?” They ask, “How do we avoid losing it in the first place?”
What role do ginning and spinning mills play in maintaining cotton supply chain transparency?


Ginning and spinning mills are the most critical control points for cotton supply chain transparency. These are the stages where physical fiber identity is either actively preserved—or irreversibly lost through blending, consolidation, and efficiency-driven practices.
Most traceability collapses here, not at the farm.
Why ginning and spinning matter more than people expect
In discussions about cotton traceability, attention often focuses on farms and finished products. In reality, farms produce origin, and finished goods display claims—but ginning and spinning determine whether origin information actually survives the journey.
These two stages sit at the intersection of:
- Agricultural variability
- Industrial efficiency
- Cost pressure
- Documentation flow
They are where cotton stops being a crop and becomes an industrial input. Once decisions are made here, downstream actors can only work with what remains.
Ginning: the first and most decisive consolidation risk
Ginning removes seeds and prepares cotton for spinning, but it also reshapes material identity.
At this stage, cotton moves from farm-level lots into industrial-scale bales. How that transition is managed defines the future of traceability.
| Ginning Practice | Traceability Outcome |
|---|---|
| Single-origin runs | Strong |
| Multi-origin batches | Weak |
| Clean-down between lots | Preserved |
| Continuous processing | Mixed |
What happens in practice
- In high-throughput gins, cotton from multiple farms or regions may be processed sequentially without full equipment clean-down.
- Bale tags may identify the gin, not the farm.
- Temporary storage areas often hold mixed material before baling.
From an efficiency standpoint, this is rational. From a traceability standpoint, it is a point of no return.
Dedicated ginning lines for traceable cotton are rare, but when they exist, they dramatically improve chain-of-custody integrity.
The difference between “origin known” and “origin preserved”
Many cotton programs can state where cotton comes from. Far fewer can prove that origin has been physically preserved.
Ginning is where this distinction becomes real:
- If cotton from different origins enters the same ginning run, origin becomes statistical.
- If lots are separated, cleaned down, and documented, origin remains physical.
This difference determines whether a program can support:
- Origin-specific claims
- Farm-level audits
- High-risk compliance requirements
Once cotton is physically mixed at ginning, no downstream process can restore certainty.
Spinning: where identity most often disappears
If ginning is the first risk point, spinning is the most common failure point for traceability.
Spinning mills are designed to optimize:
- Yarn consistency
- Cost efficiency
- Machine utilization
Traceability is not their default priority.
| Spinning Practice | Impact |
|---|---|
| Lot-segregated spinning | Traceability maintained |
| Fiber blending for consistency | Identity diluted |
| Yarn inventory pooling | Origin blurred |
Why blending happens
Spinners routinely blend cotton to:
- Stabilize fiber length and micronaire
- Reduce contamination risk
- Manage price fluctuations
- Ensure continuous production
From a quality perspective, blending often improves yarn performance. From a traceability perspective, it destroys physical identity.
Once fibers are blended at spinning, traceability becomes document-based or statistical, not material-based.
Yarn is where traceability expectations often break
Many buyers assume that yarn retains the same traceability as raw cotton. In practice, yarn is often treated as a fungible commodity inside spinning mills.
Common traceability breakdowns at spinning include:
- Pooling yarns from different spinning lots into one inventory code
- Reassigning yarn batches to meet urgent orders
- Using equivalent cotton sources without updating records
- Maintaining paperwork that does not reflect actual material flow
At this point, documents may still look correct—but they no longer describe reality.
Documentation vs physical reality
One of the most dangerous assumptions in cotton traceability is that paperwork equals control.
| Document Type | Risk Level |
|---|---|
| Generic invoices | High |
| Non-batch-specific COAs | Medium |
| Transaction certificates | Lower |
| Batch-linked production logs | Lowest |
Documents can be generated after the fact. Physical material flow cannot be undone.
True transparency exists only when documentation mirrors physical movement, not when it simply satisfies a checklist.
What disciplined ginning and spinning mills do differently
Mills that successfully support traceable cotton programs operate differently—often at higher cost.
Best-practice controls include:
- Segregated storage zones for different cotton lots
- Time-bound production windows tied to specific batches
- Batch-specific bale and yarn codes
- Input–output material balance checks
- Restricted blending rules, even under supply pressure
These controls require active management and internal discipline, not just certification.
At SzoneierFabrics, traceable cotton projects are only viable when spinning partners agree to limited blending and strict lot discipline, even when it reduces efficiency.
The efficiency–traceability trade-off
Traceability always competes with efficiency.
| Traceability Level | Cost Impact |
|---|---|
| None | Lowest |
| Statistical (mass balance) | Low |
| Physical segregation | Medium |
| Full batch control | Highest |
This trade-off must be acknowledged early. Programs fail when buyers expect full traceability at mass-market pricing without adjusting timelines or volumes.
There is no free traceability—only conscious trade-offs.
Why mills are not the “bad actors”
It is easy to blame ginning and spinning mills for traceability loss. In reality, most mills are responding rationally to commercial pressure.
Problems arise when:
- Buyers request traceability without adjusting price or lead time
- Requirements are communicated late
- Documentation standards change mid-program
- Volume commitments are unstable
Traceability succeeds when mills are treated as partners in control, not just suppliers of paperwork.
What buyers should ask ginning and spinning partners
Instead of asking “Are you traceable?”, experienced buyers ask:
- How do you segregate cotton lots physically?
- Where does blending occur, and why?
- Can you link yarn batches to input bales?
- What happens under supply disruption?
- How do you verify input–output consistency?
These questions reveal real capability far more reliably than certificates alone.
The hidden risk of partial transparency
Some mills offer partial transparency:
- Farm declarations, but no segregation
- Yarn COAs, but no batch linkage
- Mass-balance claims presented as physical traceability
Partial transparency is often worse than none, because it creates false confidence.
Practical takeaway
Ginning and spinning mills are the true gatekeepers of cotton supply chain transparency. They sit at the point where agricultural identity meets industrial reality.
If traceability is protected here, it can survive downstream. If it is lost here, no amount of certification, auditing, or documentation can fully recover it.
The most reliable cotton programs do not assume traceability survives ginning and spinning. They design controls around these stages, accept the cost implications, and align expectations accordingly.
In cotton supply chains, transparency is not a statement—it is a behavior. And ginning and spinning are where that behavior is tested first.
How can fabric mills and finishing partners ensure traceability through processing and treatments?


Fabric mills and finishing partners preserve cotton traceability by enforcing strict batch integrity, aligning every production record with verified yarn inputs, and tightly controlling dyeing, finishing, and subcontracting activities. Once yarn-level traceability is secured, process discipline—not certification—determines whether traceability survives.
Most traceability losses happen quietly—not through fraud, but through convenience.
Why fabric production is where traceability quietly erodes
By the time cotton reaches fabric mills, much of the upstream traceability effort has already been invested. Ironically, this is also where many programs fail—not because of intent, but because fabric production is optimized for:
- Machine utilization
- Color consistency
- Minimum lot sizes
- Delivery speed
Traceability, unless deliberately engineered into the workflow, tends to be treated as secondary. Fabric mills and finishing partners therefore become custodians, not creators, of traceability. Their role is to protect what came before.
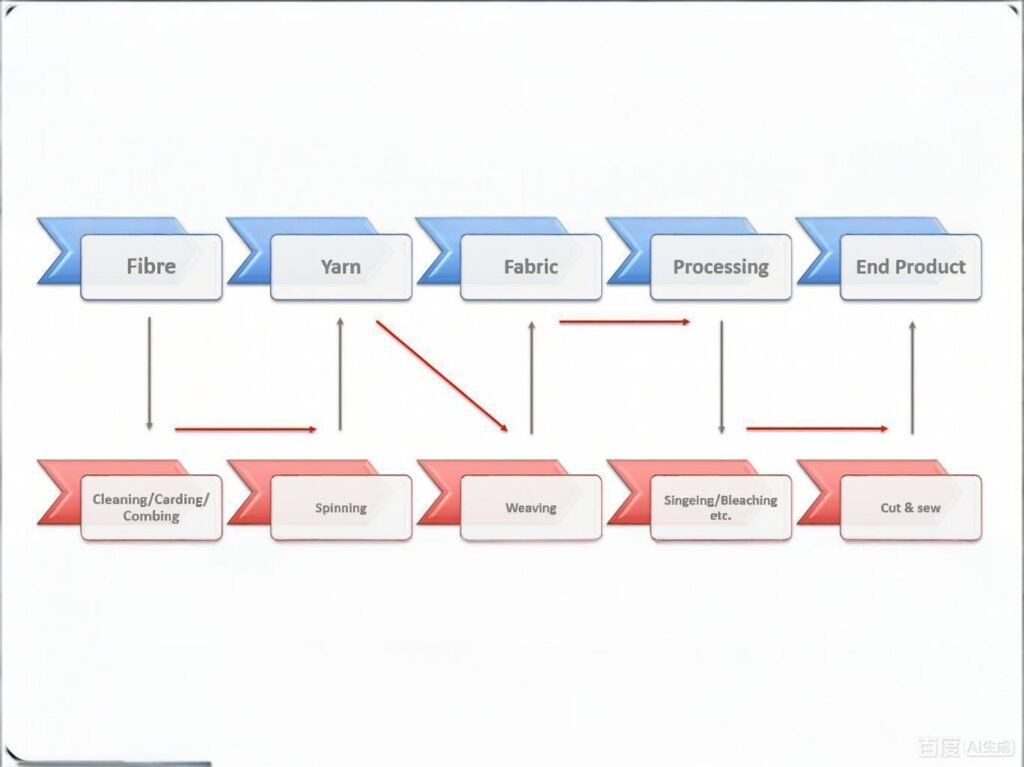
Fabric formation: weaving and knitting as a control point
Weaving and knitting convert yarn into structure. They also introduce the first opportunity for yarn-level mixing after spinning.
| Practice | Traceability Impact |
|---|---|
| Single-lot warp & weft | Strong |
| Mixed-lot yarn feeding | Weakened |
| Dedicated machine runs | Preserved |
| Opportunistic scheduling | Blurred |
What actually happens on the floor
- Mills under time pressure may top up warp beams or feeders with “equivalent” yarn lots.
- Knit lines may switch yarns mid-run to avoid downtime.
- Documentation may record the intended yarn lot, not the actual yarn used.
From a production perspective, these are normal efficiency decisions. From a traceability perspective, they are silent failures.
Traceable programs require mills to accept machine downtime or rescheduling rather than mixing lots.
Greige fabric handling: where identity is easily lost
Once fabric leaves the loom or knitting machine, it enters greige storage—often the least controlled physical space in the mill.
| Greige Handling Method | Risk Level |
|---|---|
| Lot-labeled rolls | Low |
| Bulk stacking | Medium |
| Unlabeled floor storage | High |
Why greige handling matters
Greige fabric is visually indistinguishable across lots. Without strict labeling:
- Rolls are swapped unintentionally
- Batches are combined to meet dye minimums
- Fabric is reclassified without record updates
Once greige fabric loses its lot identity, any downstream traceability claim becomes assumptive, not verifiable.
Best-practice mills treat greige fabric as traceable inventory, not just work-in-progress.
Dyeing and finishing: the highest-risk stage
Dyeing and finishing are where cotton traceability most often collapses—even in otherwise disciplined supply chains.
| Finishing Practice | Traceability Risk |
|---|---|
| In-house finishing | Lower |
| Certified partner finishing | Medium |
| Uncontrolled subcontracting | Very high |
Why finishing is so risky
- Dye houses often combine fabric rolls to meet minimum dye lot sizes
- Shade correction may involve reprocessing fabric from different batches together
- Rejected fabric may be re-dyed without original batch IDs
- Subcontracting decisions are sometimes made at short notice
These actions improve yield and color consistency—but they destroy batch-level identity.
At SzoneierFabrics, traceable cotton programs require:
- Pre-approved finishing partners
- Fixed dye lot boundaries tied to fabric batch IDs
- No cross-batch consolidation without documented approval
This often increases lead time—but it preserves credibility.
Chemical and treatment traceability: beyond fiber origin
Traceability is not only about where the cotton came from. It is also about what was done to it.
| Treatment Type | Traceability Requirement |
|---|---|
| Reactive dyes | Batch-specific dye records |
| Enzyme finishes | Process logs and parameters |
| Functional finishes | Input certificates |
| Washing processes | Lot consistency |
For many buyers, chemical traceability is as important as fiber origin—especially where safety, performance, or regulatory compliance is involved.
If treatments are undocumented or loosely controlled, traceability is incomplete even if fiber origin is known.
Subcontracting: the silent traceability killer
One of the most underestimated risks in fabric traceability is unauthorized or undocumented subcontracting.
Common scenarios include:
- Overflow dyeing sent to a nearby facility
- Emergency finishing outsourced to meet delivery
- Specialized treatments performed off-site
Even when subcontractors are technically capable, traceability fails if:
- Batch IDs are not transferred
- Input–output records are not aligned
- Documentation formats differ
Traceable programs require mills to disclose all processing locations in advance and prohibit ad hoc outsourcing.
Aligning records with physical material flow
Traceability only exists when documentation mirrors reality.
High-integrity mills enforce:
- Batch-specific production orders
- Roll-by-roll labeling through every stage
- Input–output material balance checks
- Time-bound processing windows
If paperwork can be completed without reference to physical batches, traceability is already compromised.
Practical safeguard: process mapping before production
One of the most effective tools for maintaining traceability is process mapping before production begins.
| Step | Key Question |
|---|---|
| Yarn receipt | Is batch ID intact and verified? |
| Fabric formation | Are yarn lots segregated by machine run? |
| Dyeing | Are dye lots tied to fabric batch IDs? |
| Finishing | Is any subcontracting planned? |
| Packing | Are roll IDs preserved to shipment? |
This exercise exposes weak points before they become failures.
Why “certified mills” are not enough
A common misconception is that working with certified mills automatically ensures traceability.
Certification confirms that systems exist. It does not guarantee that:
- They are applied consistently
- They are followed under pressure
- They align with your specific claims
Traceability depends on behavior under constraint, not audit readiness.
The cost and discipline reality
Maintaining traceability through fabric processing usually means:
- Smaller batch sizes
- Longer lead times
- More inventory segmentation
- Higher internal coordination costs
Ignoring this reality leads to unrealistic expectations and downstream disputes.
Successful programs acknowledge these trade-offs upfront.
Practical takeaway
Fabric mills and finishing partners play a decisive role in whether cotton traceability survives beyond yarn. Their responsibility is not to create origin—but to protect identity through disciplined processing.
Traceability is preserved when:
- Batches are respected
- Processes are mapped
- Subcontracting is controlled
- Records reflect real material flow
And it is lost when convenience overrides control.
In cotton supply chains, traceability rarely collapses dramatically. It erodes quietly—one mixed batch, one unrecorded rerun, one “temporary” shortcut at a time.
The mills that succeed are not the ones with the most certificates—but the ones with the strongest process discipline.
What tools and technologies enable real-time cotton traceability—and which ones actually work?

The most effective cotton traceability tools are still batch-linked documentation systems, disciplined material balance tracking, and simple digital identifiers such as QR codes tied to real production records. Advanced technologies—RFID, blockchain, AI platforms—only work when strong physical and process controls already exist. On their own, they solve nothing.
Technology cannot fix a broken process.
Why traceability tools often fail in real cotton programs
Many cotton traceability initiatives fail not because the technology is weak, but because it is deployed on top of poor material discipline.
Common failure patterns include:
- Digital systems tracking batches that are already mixed
- QR codes linking to marketing claims instead of production data
- Blockchain records based on unverified manual input
- RFID tags applied after identity is already lost
Traceability tools only amplify the quality of the underlying process. If the process is weak, technology simply scales the problem faster.
Documentation systems: still the backbone of traceability
Despite all digital innovation, cotton traceability still stands or falls on documentation accuracy.
| Tool | Practical Value |
|---|---|
| Batch production logs | Very high |
| Yarn-to-fabric linkage records | Very high |
| Transaction certificates (TCs) | High |
| Digital document storage | Medium–high |
Why documentation still matters most
- Cotton traceability is largely event-based (handoffs, processing steps)
- Each event must be recorded and verifiable
- Auditors and regulators still rely on documents, not dashboards
The best digital platforms fail if:
- Batch IDs are reused
- Records are updated retroactively
- Physical material does not match documentation
In practice, strong traceability programs focus first on what is recorded, not how flashy the system looks.
QR codes: simple, low-cost, and often misunderstood
QR codes are one of the most effective tools—when used correctly.
| QR Code Use Case | Effectiveness |
|---|---|
| Batch-level fabric rolls | High |
| Yarn cones or cartons | High |
| Product-level labels | Medium |
| Generic brand or sustainability pages | Low |
What makes QR codes work
- They link to batch-specific data
- They reference internal production records
- They are scanned by operators, not just customers
What makes them fail
- Linking to static marketing content
- No connection to batch or lot numbers
- No internal usage—only external storytelling
The most successful programs use QR codes internally first (for mills, warehouses, auditors), then selectively expose them externally.
Material balance tracking: boring but essential
Material balance is not a technology—it is a discipline. And it is one of the most reliable traceability controls available.
Material balance checks ask a simple question:
Does the input volume match the output volume, within acceptable loss?
When applied consistently, material balance:
- Detects undocumented mixing
- Reveals substitution
- Flags record inconsistencies early
This approach is widely used in:
- Mass-balance cotton programs
- Large spinning and fabric mills
- Certification audits
It is not perfect—but it is practical, scalable, and auditable.
RFID: powerful, but only at the right scale
RFID enables real-time tracking without manual scanning—but it is not a universal solution.
| Factor | Practical Consideration |
|---|---|
| Cost per tag | High |
| Infrastructure | Readers, software, integration |
| Staff training | Mandatory |
| Data volume | Large |
| ROI | Only at scale |
Where RFID makes sense
- Large, repetitive programs
- Closed-loop supply chains
- High-value or high-risk cotton programs
- Centralized processing facilities
Where RFID fails
- Small or flexible production runs
- Multi-country subcontracting chains
- Environments with weak batch discipline
RFID tracks movement, not meaning. If identity is already compromised, RFID simply tracks compromised material more efficiently.
Blockchain: widely misunderstood, frequently overpromised
Blockchain is often marketed as the ultimate traceability solution. In cotton supply chains, it rarely is.
| Reality Check | Implication |
|---|---|
| Data is manually entered | Garbage in, garbage out |
| No physical verification | Relies on trust |
| Complex setup | High cost, slow adoption |
| Immutable errors | Mistakes are permanent |
Blockchain does not:
- Prevent fiber mixing
- Verify physical segregation
- Replace audits
- Improve data quality on its own
Where blockchain can add value is as:
- A tamper-resistant record layer
- A shared ledger between trusted partners
- A reporting tool for compliant systems
But without physical controls and audits, blockchain simply records assumptions at scale.
AI and advanced platforms: emerging but immature
AI-driven traceability platforms promise:
- Pattern detection
- Anomaly alerts
- Risk prediction
In reality, their effectiveness depends entirely on data quality and consistency, which are often weak in cotton supply chains.
Until:
- Batch identity is preserved
- Data entry is standardized
- Physical flow is controlled
AI adds limited practical value beyond analytics.
What actually works in real cotton programs
Across real-world cotton supply chains, the most reliable traceability systems are surprisingly simple.
They combine:
- Physical batch segregation
- Clear batch ID rules
- Basic digital records (often spreadsheets or ERP modules)
- Periodic audits
- Clear responsibility ownership
At SzoneierFabrics, traceable cotton supply chains consistently favor boring but reliable systems over complex platforms that no one maintains under pressure.
The systems that survive are the ones people actually use.
A practical decision framework for buyers
Instead of asking “Which technology should we use?”, experienced buyers ask:
- Is batch identity physically preserved?
- Can we link yarn → fabric → finishing without assumptions?
- Are records updated in real time or after the fact?
- Can this system survive staff turnover and production pressure?
- Will partners maintain it when costs rise?
If the answer to these is “no,” no technology will save the program.
Common mistakes to avoid
- Buying software before fixing processes
- Treating QR codes as marketing tools only
- Assuming blockchain equals verification
- Overengineering systems for small volumes
- Ignoring training and accountability
Traceability is a behavioral system, not a technical one.
Final takeaway
Real-time cotton traceability is enabled less by cutting-edge technology and more by process discipline supported by simple tools.
- Documentation still matters most
- QR codes work when tied to real records
- RFID works only at scale
- Blockchain records reality—it does not create it
Technology should support traceability, not define it.
In cotton supply chains, the tools that work are rarely the most impressive ones. They are the ones that survive daily production pressure—and still tell the truth when it matters.
How do audits, documentation, and supplier agreements support traceable cotton sourcing?

Audits, documentation, and supplier agreements turn cotton traceability from a stated goal into an enforceable operating system. Together, they align expectations, verify real material flow, and assign responsibility at every handoff in the supply chain.
Traceability fails fastest where responsibility is vague.
Turning traceability into a working system
Technology and certifications can support traceability, but they do not enforce it. Enforcement comes from three practical mechanisms:
- Audits that test whether reality matches claims
- Documentation that links physical material to records
- Supplier agreements that define obligations and consequences
When these three are aligned, traceability becomes repeatable. When even one is missing, traceability becomes aspirational.
Audits: verification, not punishment
Audits are often misunderstood as fault-finding exercises. In traceable cotton programs, their real function is verification and course correction.
| Audit Type | Purpose | Typical Frequency |
|---|---|---|
| Initial qualification | Capability assessment & gap analysis | Once |
| Process audits | Check material flow discipline | Periodic |
| Transaction audits | Validate batch-specific orders | Per order or batch |
| Surprise checks | Test integrity under pressure | As needed |
Why audits matter
- They reveal process drift—small deviations that accumulate over time
- They test behavior under real production pressure
- They surface undocumented subcontracting or blending
- They confirm whether documentation reflects physical flow
The most valuable audits are not punitive. They expose where traceability controls are weakening before failures reach customers or regulators.
Process audits vs paperwork audits
One critical distinction is what kind of audit is performed.
- Paperwork-only audits review certificates and documents
- Process audits follow material on the factory floor
For cotton traceability, paperwork alone is insufficient. A clean audit file does not guarantee that cotton lots are segregated, that yarns are not pooled, or that finishing batches are not mixed.
Effective audits always include:
- Warehouse inspections
- Batch label checks
- Input–output volume reconciliation
- Interviews with operators, not just managers
Documentation: the chain-of-custody backbone
Traceability lives or dies on documentation quality—not quantity.
| Document | Why It Matters |
|---|---|
| Farm declarations | Establish origin claims |
| Bale or lot IDs | Preserve physical identity |
| Spinning records | Control fiber integrity |
| Fabric batch logs | Maintain process continuity |
| Transaction certificates | Order-specific verification |
What strong documentation looks like
- Batch-specific, not generic
- Time-bound and sequential
- Consistent across suppliers
- Linked to physical identifiers
What weak documentation looks like
- Retroactively created records
- Reused batch numbers
- Documents that cannot be tied to material on-site
- Gaps between production dates and paperwork dates
In traceable cotton programs, documentation is not an administrative task—it is a material control tool.
The danger of “average” documentation
A common failure mode is relying on averages:
- Average origin
- Average certified volume
- Average compliance rate
These may satisfy internal reporting, but they collapse under scrutiny when a specific shipment or batch is audited.
Traceability must survive exception cases, not just typical flows.
Supplier agreements: where traceability becomes enforceable
Audits reveal problems. Documentation records reality. Supplier agreements determine whether problems are corrected—or repeated.
Verbal commitments do not survive cost pressure or delivery urgency. Contracts do.
Key clauses that support traceable cotton sourcing include:
- Prohibition of unauthorized blending or substitution
- Mandatory batch segregation and labeling
- Use of pre-approved subcontractors only
- Audit rights and access to production records
- Corrective action requirements and timelines
- Penalties or remedies for traceability breaches
These clauses are not about mistrust. They clarify expectations before problems arise.
Aligning contracts with actual material flow
One of the most effective improvements in traceable cotton programs comes from rewriting supplier agreements to reflect real production behavior, not idealized workflows.
Common contract gaps include:
- No mention of yarn pooling practices
- No rules for reprocessing or re-dyeing
- No disclosure requirements for overflow subcontracting
- No clarity on who owns documentation accuracy
When agreements match real material flow, compliance improves dramatically—without adding new technology.
Ownership and accountability: the missing link
Traceability systems often fail because responsibility is diffuse.
| Supply Chain Area | Clear Owner Needed |
|---|---|
| Raw cotton sourcing | Sourcing partner |
| Spinning integrity | Yarn mill |
| Fabric formation | Fabric mill |
| Finishing control | Approved finisher |
| Documentation integrity | Program coordinator |
When “everyone is responsible,” no one is accountable.
At SzoneierFabrics, each traceable cotton program assigns a single traceability owner with authority across suppliers. This role coordinates audits, validates documents, and resolves discrepancies—reducing handoff risk between stages.
Audits + contracts: why one without the other fails
- Audits without contracts identify problems but cannot enforce change
- Contracts without audits look strong but are never tested
Traceability works only when:
- Audits verify reality
- Documentation records it
- Contracts enforce it
Removing any one element weakens the entire system.
Real-world lesson from sourcing projects
Across multiple cotton sourcing projects, the largest traceability improvements did not come from new software or certifications. They came from:
- Clarifying audit scope
- Simplifying documentation rules
- Tightening supplier agreements around actual practices
Once expectations were explicit and enforceable, compliance followed naturally.
Practical takeaway
Audits, documentation, and supplier agreements are not administrative overhead—they are the control system that makes traceable cotton sourcing possible.
- Audits reveal whether controls work in practice
- Documentation preserves chain-of-custody
- Supplier agreements make traceability enforceable
Traceability does not fail because people do not care. It fails because expectations are unclear, verification is weak, or accountability is missing.
When these three elements are aligned, cotton traceability becomes not only achievable—but sustainable under real commercial pressure.
Which risk management strategies help maintain traceability in complex cotton supply chains?


Effective traceability risk management focuses on reducing complexity, planning for disruption, and designing fallback options that preserve chain-of-custody. Systems that only work in perfect conditions fail first; resilient systems are designed to survive pressure.
Perfect traceability is fragile. Resilient traceability is engineered.
Managing real-world risks without breaking the chain
Traceability risks in cotton do not appear evenly. They cluster around sourcing complexity, supply shocks, cost pressure, and human behavior. Managing them requires structural decisions—not just controls at the margins.
Risk 1: Over-complex sourcing
Every additional origin, farm group, or intermediary increases handoffs—and each handoff is a failure point.
| Sourcing Model | Traceability Risk |
|---|---|
| Single-origin | Low |
| Dual-origin (pre-approved) | Medium |
| Multi-origin, flexible | High |
Mitigation strategies
- Cap the number of active origins per program
- Lock origins for a defined season or order window
- Separate “traceable” and “commercial” sourcing streams
Reducing origin count—even temporarily—often delivers the largest traceability gain with the lowest operational cost.
Risk 2: Supply disruption and emergency substitution
When cotton supply tightens, pressure mounts to substitute fiber to meet delivery dates. This is where traceability collapses fastest.
Mitigation strategies
- Pre-approve alternative sources before disruption
- Maintain separate documentation tracks for each source
- Enforce clear “no substitution” rules for traceable programs
- Define escalation protocols when supply is threatened
Programs that plan substitutions in advance preserve integrity; those that react in real time usually sacrifice it.
Risk 3: Cost pressure eroding discipline
Traceability adds cost—and under margin pressure, those costs are often questioned or quietly bypassed.
| Cost Area | Why It Protects Traceability |
|---|---|
| Segregated runs | Prevents identity loss |
| Extra audits | Detects early drift |
| Longer lead times | Avoids forced mixing |
| Documentation labor | Enables verification |
Key insight: If traceability costs are treated as optional, traceability will be optional in practice. Successful programs budget traceability as a non-negotiable operating cost.
Risk 4: Human behavior and “convenient shortcuts”
Most traceability failures are not fraudulent—they’re practical.
Common behaviors:
- Mixing leftover yarn or fabric
- Re-labeling rolls to simplify inventory
- “Temporary” substitutions during delays
Countermeasures
- Clear SOPs tied to real workflows
- Training that explains why controls exist
- Enforcement with real consequences, not warnings
- Simple systems that reduce temptation to bypass
The goal is not perfect behavior—it’s reducing the incentive and opportunity for shortcuts.
Risk 5: Process drift over time
Even disciplined programs degrade without reinforcement.
Mitigation strategies
- Periodic process re-mapping
- Input–output material balance checks
- Rotating audits across suppliers
- Refresh training after staffing changes
Traceability should be maintained, not just established.
Designing for resilience, not ideal conditions
A resilient traceable cotton supply chain typically includes:
- Fewer but more committed partners
- Simpler, clearly mapped material flows
- Explicit escalation paths during disruption
- Regular reality checks between documents and physical goods
At SzoneierFabrics, traceable cotton programs are designed to survive disruption, not just pass audits. This means accepting slightly higher cost or longer lead time in exchange for system stability under stress.
How to actually protect cotton traceability
Cotton traceability fails not because standards are unclear—but because risk is unmanaged.
The strongest programs share three traits:
- Realistic sourcing boundaries that limit complexity
- Process discipline that holds under pressure
- Clear ownership from field to finished fabric
Traceability is not a switch you turn on. It is a risk-managed system that must be designed, defended, and maintained.
Build a Fully Traceable Cotton Program with SzoneierFabrics
SzoneierFabrics is a China-based fabric R&D and manufacturing factory with deep experience in traceable cotton sourcing, fabric development, and supply chain coordination.
We support:
- Traceable cotton sourcing strategy design
- Alignment with GOTS, BCI, and chemical compliance standards
- Low-MOQ custom fabric development and fast sampling
- Batch-controlled fabric production and finishing
- Clear documentation and audit-ready workflows
If you’re planning a cotton material program that requires verifiable origin, consistent quality, and real traceability, contact SzoneierFabrics to discuss your requirements and start building a supply chain that stands up to scrutiny.
