 Skip to content
Skip to content 
Fabric problems rarely show up at the sample stage. They appear later—after cutting, after washing, after customers start using the product. At that point, returns rise, reviews drop, and trust erodes fast. The hard truth is that many fabric failures are not caused by poor manufacturing, but by incomplete or misaligned testing decisions made too early.
Fabric testing is not just a technical step. It is a decision-making system. The right tests help you predict how a fabric will behave in real life—under stress, friction, moisture, time, and repeated use. The wrong tests give a false sense of security. Testing different types of fabric requires aligning test methods with end use, performance risk, and compliance requirements. A reliable QA checklist covers fiber verification, performance standards, durability tests, dimensional stability, and safety compliance—before sampling, during production, and prior to shipment. The goal is not to test everything, but to test what actually matters for the product’s real-world use.
Many experienced buyers learn this lesson the hard way. A fabric passes basic lab reports but fails in customer hands. A color looks perfect in lab dips but shifts across bulk rolls. Shrinkage seems acceptable—until garments come back one size smaller. In the sections below, we break fabric testing down into practical, decision-focused steps, not textbook theory.
1. What fabric test plan should importers build before sampling and bulk production?


A reliable fabric test plan should be established before the first sample is approved, not after problems appear in bulk production. In professional sourcing, the goal of testing is not to collect certificates or generate reports—it is to anticipate failure points early, when changes are still inexpensive and controllable.
In 2026, experienced importers no longer ask “What tests are standard?” They ask “Where would failure hurt us the most—functionally, commercially, or legally?”
A heavy canvas used for tool bags, a cotton lining inside a pouch, and a coated fabric for outdoor gear all face very different risks. A single, generic testing checklist cannot address those differences. This is why the most effective test plans are risk-based, not template-based.
A practical fabric test plan should clearly answer three questions:
- What performance actually matters to the end user?
- What is most likely to go wrong during real use, washing, or aging?
- Which failures would trigger returns, claims, or compliance issues?
Factories such as SzoneierFabrics frequently see buyers skip this planning stage and jump directly into sampling. The result is predictable: samples pass visually, but bulk fabric behaves differently—shrinkage shifts, color drifts, strength drops, or compliance gaps appear. At that point, correction costs multiply, timelines slip, and disputes begin.
Testing done early is prevention. Testing done late is damage control.
Building a Risk-Based Fabric Testing Framework
A strong fabric test plan is not about doing more tests. It is about doing the right tests, at the right depth, at the right time, with clear decision rules.
A) Match Testing Depth to Product Risk Level
Not every fabric deserves the same level of scrutiny. Over-testing wastes time and budget; under-testing creates blind spots that only appear after shipment.
The first step is to classify the product by risk exposure—not by fabric type alone.
| Product Use Scenario | Risk Level | Recommended Testing Depth |
|---|---|---|
| Decorative fabric (non-wash) | Low | Fiber ID, GSM, visual inspection |
| Apparel & accessories | Medium | Colorfastness, shrinkage, strength |
| Bags & outdoor products | Medium–High | Tear, abrasion, seam slippage |
| Children’s & regulated goods | High | Full safety & chemical compliance |
Key insight: Risk is driven by use conditions and liability, not by price or appearance. A low-cost children’s item may require more testing than a premium decorative product.
Why Risk-Based Testing Saves Money
Every additional test adds cost and time. When tests are aligned with actual risk, budgets are spent where they prevent the most damage:
- High-wear areas → abrasion and tear
- Washable items → shrinkage and colorfastness
- Skin contact → chemical safety
- Structural load → tensile and seam strength
This approach avoids the common mistake of treating all fabrics as equal.
B) Define Test Timing, Not Just Test Items
One of the most overlooked aspects of fabric testing is when tests are performed. Many failures occur not because testing was skipped, but because it was done at the wrong stage.
| Stage | Purpose | Common Mistake |
|---|---|---|
| Lab dip | Color feasibility | Ignoring fiber batch variation |
| Sample fabric | Performance validation | No wash/aging simulation |
| Inline production | Consistency control | No shade band checks |
| Pre-shipment | Risk containment | Visual-only inspection |
Why Early Tests Cannot Replace Later Tests
Each stage answers a different question:
- Lab dips confirm whether a color is achievable—not whether it is stable.
- Sample fabric tests validate performance—but only for that batch.
- Inline tests confirm consistency—not just initial approval.
- Pre-shipment checks catch last-minute deviations—but cannot fix design flaws.
A test plan that focuses only on samples creates a false sense of security.
Sequencing Is as Important as Selection
For example:
- Shrinkage tested only on unwashed sample fabric often underestimates bulk behavior.
- Colorfastness tested before finishing changes misses later risk.
- Abrasion tested after construction reveals seam-related failures too late.
Testing must be sequenced to mirror real production and use, not treated as isolated events.
C) Document Pass/Fail Criteria in Advance
One of the most common sources of conflict between buyers and factories is not test results—it is unclear acceptance criteria.
If “pass” is not defined before testing, results become subjective and disputes are inevitable.
| Test Item | Clear Criteria Example |
|---|---|
| Shrinkage | ≤ 3% after 3 washes |
| Colorfastness to rubbing | Dry ≥ 4, Wet ≥ 3 |
| GSM tolerance | ±5% from approved sample |
Clear benchmarks protect both sides:
- Buyers know what they are approving
- Factories know what they must control
Why Vague Standards Create Late-Stage Disputes
Terms like:
- “Commercially acceptable”
- “Industry standard”
- “No obvious defects”
are not enforceable. They shift judgment to the final moment—when leverage is lowest and costs are highest.
Professional importers define:
- Test method (ISO / ASTM / AATCC)
- Conditioning requirements
- Number of cycles
- Measurement tolerance
before the first roll is approved.
D) Identify High-Risk Failure Modes by Fabric Function
A good test plan starts from failure modes, not from lab menus.
Typical fabric failure categories include:
- Dimensional failure: shrinkage, skew, torque
- Surface failure: abrasion, pilling, fuzzing
- Structural failure: tearing, seam slippage
- Appearance failure: color fading, crocking
- Chemical failure: residues, restricted substances
Each product emphasizes different risks.
For example:
- Tote bags fail most often at seams and corners
- Apparel fails through shrinkage and color loss
- Outdoor fabrics fail through abrasion and UV exposure
Testing should map directly to these risks.
E) Align Fabric Tests With Construction Reality
Fabric does not exist alone—it becomes part of a finished product.
Many importers test flat fabric but never test:
- Fabric after sewing
- Fabric under seam stress
- Fabric combined with interfacing, foam, or coating
This creates blind spots.
For bags and accessories, tests such as:
- Seam slippage
- Seam strength
- Edge abrasion
are often more predictive than fabric tensile strength alone.
Factories like SzoneierFabrics routinely recommend construction-aware testing for bags and structured products, because real failures occur at interfaces, not in isolated fabric panels.
F) Plan for Batch-to-Batch Variation
Another common mistake is assuming that one approved sample represents future production.
In reality:
- Cotton varies by harvest and lot
- Recycled polyester varies by feedstock
- Dye lots shift under scale pressure
A professional test plan includes repeat testing triggers, such as:
- New yarn batch
- New dye lot
- New finishing line
- Long production gap
This does not mean retesting everything—but retesting what can drift.
G) Balance Testing Cost With Commercial Risk
Testing is not free, and unlimited testing is not practical.
Experienced importers rank tests by:
- Probability of failure
- Severity of consequence
- Cost of correction if missed
High-severity, high-probability risks are tested early and repeatedly. Low-risk attributes may be verified visually or by supplier declaration.
This balance keeps testing commercially sustainable.
H) Why Many Testing Plans Fail in Practice
Most failed testing programs share the same root causes:
- Tests chosen by habit, not risk
- No defined acceptance thresholds
- Poor timing relative to production
- No linkage between fabric and product use
- No plan for variation or scale
Testing then becomes a formality—something done to “check the box,” rather than to prevent loss.
Testing Is a Decision Tool, Not a Paper Exercise
A fabric test plan is not a laboratory checklist. It is a decision framework designed to protect performance, reputation, and margin.
The most effective importers:
- Define risk before sampling
- Test what can fail—not everything that exists
- Sequence tests to match real production
- Lock pass/fail rules early
- Treat testing as prevention, not insurance
In 2026, the difference between smooth production and costly correction is rarely the factory’s capability. It is whether a thinking test plan was built before decisions became irreversible.
Testing early is cheaper. Testing intelligently is safer. Testing without a plan is expensive guesswork.
2. Which fabric performance standards matter most for your end-use?

Fabric performance standards are often treated as universal benchmarks—but in real sourcing, they are context-dependent tools, not absolute truths. A standard only has value if it reflects how a fabric will actually be used, stressed, washed, exposed, and eventually judged by the end user.
One of the most common sourcing mistakes is selecting standards out of habit: ISO because it is “international,” ASTM because it is “strict,” or AATCC because it is “textile-specific.” In practice, the standard system matters far less than the performance category being tested.
End use determines stress type. A lining fabric inside a pouch experiences friction and migration. A backpack fabric faces abrasion and seam stress. An outdoor cover is exposed to UV, moisture, and temperature cycling. Testing should mirror these realities as closely as possible.
Standards do not define quality—they approximate risk.
Aligning Standards With Real-World Fabric Behavior
In 2026, experienced importers and product teams treat standards as a decision-support system, not a pass/fail formality. They start with product behavior, then work backward to select the most relevant performance categories and test methods.
A) Core Performance Categories by Application
Different products fail in different ways. Identifying how a product is likely to fail is the first step in choosing meaningful standards.
| Application | Key Performance Focus |
|---|---|
| Apparel | Colorfastness, shrinkage, pilling |
| Bags & backpacks | Tear strength, abrasion, seam slippage |
| Home textiles | Dimensional stability, light fastness |
| Outdoor fabrics | UV resistance, water resistance |
| Linings & interlayers | Friction, migration, stability |
Why Category Alignment Matters
Testing a bag fabric extensively for pilling but skipping seam slippage is a misallocation of resources. Likewise, focusing on tear strength for a decorative home textile adds cost without reducing risk.
Each category represents a failure mode:
- Colorfastness failures lead to returns and complaints
- Shrinkage failures cause fit and assembly problems
- Abrasion failures shorten product life
- UV failures undermine outdoor performance claims
Standards should be chosen to detect these specific risks early.
B) Commonly Used Standards and What They Really Test
Different standard systems evolved to serve different markets and priorities. Understanding their strengths prevents misuse.
| Standard System | What It’s Best For |
|---|---|
| ISO | Global comparability, apparel |
| ASTM | North American markets, durability |
| AATCC | Colorfastness and care simulation |
| GB (China) | Local compliance & export prep |
ISO: Broad Comparability, Moderate Severity
ISO standards are widely used in Europe and global sourcing because they emphasize repeatability and international alignment. They are particularly common for apparel and home textiles.
ISO tests are valuable for:
- Cross-supplier comparison
- Multi-region sourcing
- Establishing baseline performance
However, some ISO methods use gentler conditions than real consumer behavior. Passing ISO does not always mean the fabric will survive aggressive washing or heavy abrasion.
ASTM: Durability and Structural Stress
ASTM standards are deeply embedded in North American sourcing, especially for bags, workwear, and industrial textiles. They often emphasize mechanical stress, load, and durability.
ASTM methods are useful when:
- Products face physical abuse
- Structural integrity matters
- End users expect long service life
That said, ASTM results are not automatically “better”—they are simply different in emphasis.
AATCC: Color and Care Behavior
AATCC standards are particularly valuable for simulating washing, rubbing, and care-related stress. They are often used alongside ISO or ASTM to capture appearance-related risk.
AATCC tests are critical for:
- Apparel
- Linings
- Printed or dyed fabrics
Many color-related failures originate not in production, but in consumer care behavior, which AATCC methods attempt to simulate.
GB Standards: Compliance and Export Reality
GB standards are mandatory or influential for products manufactured or sold in China. For exporters, they often function as baseline compliance checks.
While not always required by overseas buyers, GB testing helps factories:
- Validate local compliance
- Prepare export documentation
- Align internal QC processes
Smart buyers understand GB results as contextual data, not universal benchmarks.
C) Why “Passing” a Standard Doesn’t Guarantee Success
One of the most dangerous assumptions in sourcing is equating “pass” with “safe.”
A fabric can pass all required lab tests and still fail commercially. This happens because standards simplify reality.
Common gaps include:
- Lab abrasion ≠ real movement patterns
- Short test cycles ≠ long-term fatigue
- Controlled washing ≠ consumer washing habits
For example, a fabric may pass 5,000 abrasion cycles on a flat tester, but fail quickly at stitched corners where stress concentrates. Standards test materials in isolation; products fail at interfaces.
The Limits of Controlled Conditions
Standards rely on:
- Fixed pressure
- Uniform motion
- Controlled environments
Real use involves:
- Irregular force
- Repeated flexing
- Contamination from oils, dirt, and detergents
This is why experienced teams treat standards as screening tools, not guarantees.
D) Combining Standards With Use-Case Simulation
To close the gap between lab and life, many sourcing teams layer use-case simulation on top of standard tests.
Examples include:
- Repeated wash cycles beyond minimum requirements
- Abrasion testing after washing, not before
- UV exposure followed by strength testing
- Prototype field testing with real users
These approaches do not replace standards—they contextualize them.
E) Translating Standards Into Business Decisions
The most important shift is not technical, but mental. Instead of asking “Does this fabric pass?”, experienced teams ask:
- Does it pass for this product?
- Does it pass after branding, printing, or coating?
- Does it pass at scale, not just in samples?
This reframing turns standards from paperwork into decision criteria.
Standards After Processing Matter More Than Before
Many failures occur because fabrics are tested before:
- Printing
- Embroidery
- Coating
- Lamination
Each added process changes performance. Colorfastness, abrasion resistance, and even tear strength can shift significantly.
Testing only greige or base fabric creates blind spots.
F) Matching Standards to Commercial Risk
Not all failures carry equal consequences. A minor pilling issue on an internal lining is not the same as color bleeding on an outer panel.
Experienced importers rank standards by:
- Probability of failure
- Severity of consequence
- Cost of correction
High-risk failures are tested early and repeatedly. Low-impact issues may be monitored visually or via supplier declaration.
This approach keeps testing proportionate and effective.
G) Why Mixing Standards Is Often Smarter
Rigid adherence to a single standard system limits insight. Many professional test plans intentionally mix systems:
- ISO for baseline comparability
- ASTM for durability stress
- AATCC for care and appearance
This hybrid approach reflects the reality that no single system captures all risks.
The goal is not consistency for its own sake, but coverage of real failure modes.
H) Common Misalignment Mistakes to Avoid
Several recurring errors undermine otherwise solid test plans:
- Applying apparel standards to bags without adjustment
- Using decorative textile standards for functional products
- Accepting “equivalent” tests without understanding differences
- Testing only once and assuming stability
These mistakes usually surface during bulk production—when correction is most expensive.
I) The Role of the Factory in Standard Selection
Factories with strong engineering teams often understand where standards fall short. When a factory recommends additional or alternative tests, it is often based on past failure patterns—not upselling.
At SzoneierFabrics, for example, recommendations frequently focus on:
- Seam-related testing for bags
- Abrasion at stress points
- Post-processing colorfastness
These suggestions come from real production experience, not laboratory theory.
Standards Are Maps, Not the Territory
Fabric performance standards are indispensable—but only when used correctly. They do not define success; they predict risk.
The most effective sourcing teams:
- Choose standards based on end use
- Focus on performance categories, not logos
- Combine lab tests with real-use simulation
- Translate results into clear business decisions
In 2026, fabric testing is no longer about asking “Which standard should we use?” It is about asking “Which risks matter most for this product—and how do we see them early?”
Standards are tools. Used thoughtfully, they prevent failure. Used blindly, they create false confidence.
3. How do you identify fiber content and fabric construction accurately?

Accurate fiber content and fabric construction identification is the starting point of all fabric evaluation. If this step is wrong, every test result that follows—shrinkage, colorfastness, strength, durability, even compliance—becomes unreliable. Many disputes between buyers and factories originate here, not because of bad intent, but because assumptions replaced verification.
In real sourcing, fiber content is not just a label detail. It affects cost, care instructions, regulatory scope, performance behavior, and long-term stability. Fabric construction, meanwhile, determines how stress is distributed across the material during use—often having a greater impact on failure than fiber type alone.
By 2026, experienced importers no longer rely solely on supplier declarations. A reliable identification process combines instrument testing, physical analysis, and specification control, ensuring that what is tested, approved, and produced are truly the same material.
Misidentification at this stage creates false confidence—and expensive surprises later.
Verifying Fabric Identity Beyond the Label
A robust identification process answers two fundamental questions with evidence, not assumptions:
- What fibers are actually present—and in what ratio?
- How is the fabric constructed, and how will that construction behave under stress?
Both questions must be answered before performance testing begins.
A) Fiber Content Verification Methods and Their Limitations
Different methods reveal different levels of truth. Understanding what each method can—and cannot—confirm prevents over-reliance on quick checks.
| Method | What It Detects | Limitations |
|---|---|---|
| Burn test | Natural vs synthetic | Not precise for blends |
| Microscopy | Fiber morphology | Requires trained technicians |
| Chemical solubility | Blend percentages | Destructive, time-consuming |
| Infrared spectroscopy (FTIR) | Polymer identification | Higher cost, lab-based |
Burn Tests: Fast but Crude
Burn testing is often used as a first screening tool. It can distinguish:
- Cellulosic fibers vs synthetics
- Melting vs charring behavior
However, burn tests cannot:
- Accurately identify blends
- Quantify fiber ratios
- Distinguish similar synthetics reliably
They are useful for flagging obvious mislabeling, not for confirming specifications.
Microscopy: Structural Insight With Skill Dependency
Microscopic analysis examines fiber cross-section and surface characteristics. It can differentiate cotton, polyester, nylon, and wool with reasonable accuracy when performed by trained technicians.
Limitations include:
- Difficulty identifying low-percentage blends
- Reliance on operator expertise
- Limited quantitative precision
Microscopy is best used as a supporting method, not the final authority.
Chemical Solubility: Accurate but Destructive
Chemical solubility testing dissolves specific fibers to calculate blend ratios. It is one of the most reliable methods for verifying blend percentages.
Trade-offs include:
- Destruction of samples
- Longer testing time
- Requirement for lab facilities
For bulk approval or dispute resolution, this method often provides the clearest answer.
FTIR: High Precision, Higher Cost
Infrared spectroscopy (FTIR) identifies polymer types based on molecular signatures. It is highly accurate for:
- Synthetic fibers
- Recycled vs virgin polymer identification (in some cases)
Its limitations are primarily cost and accessibility. FTIR is typically used in professional labs and for high-risk or regulated products.
For blended fabrics with compliance implications, FTIR combined with solubility testing offers the most defensible verification.
B) Why Blended Fabrics Create Hidden Risk
Blended fabrics behave differently from pure fibers—and small ratio changes can have outsized effects on performance.
| Blend Example | Potential Risk |
|---|---|
| Cotton/Poly 60/40 vs 50/50 | Different shrinkage & hand feel |
| Nylon/Spandex | Elastic recovery variance |
| Recycled polyester blends | Color absorption inconsistency |
The Myth of “Close Enough” Ratios
A common sourcing assumption is that small blend deviations are insignificant. In practice, even a 5–10% shift can change:
- Shrinkage behavior
- Dye uptake and shade depth
- Fabric stiffness and drape
- Abrasion and pilling resistance
This is especially true when cotton is involved, as its moisture response amplifies ratio differences.
Why Bulk Production Exposes Blend Problems
During sampling, mills often use controlled yarn lots. In bulk production, supply pressure may introduce:
- Different yarn suppliers
- Mixed fiber batches
- Recycled feedstock variability
If fiber ratios are not locked and verified, samples and shipments can diverge—despite using the “same” fabric description.
Many unexplained bulk failures trace back to unverified blend drift.
C) Fabric Construction Checks That Matter in Real Use
Fiber content alone does not determine performance. Fabric construction often matters more, especially for bags, accessories, and functional textiles.
| Construction Parameter | Why It Matters |
|---|---|
| Woven vs knit | Dimensional stability |
| Plain vs twill weave | Tear resistance |
| Warp/weft density | Load distribution |
| Stitch type (knits) | Pilling tendency |
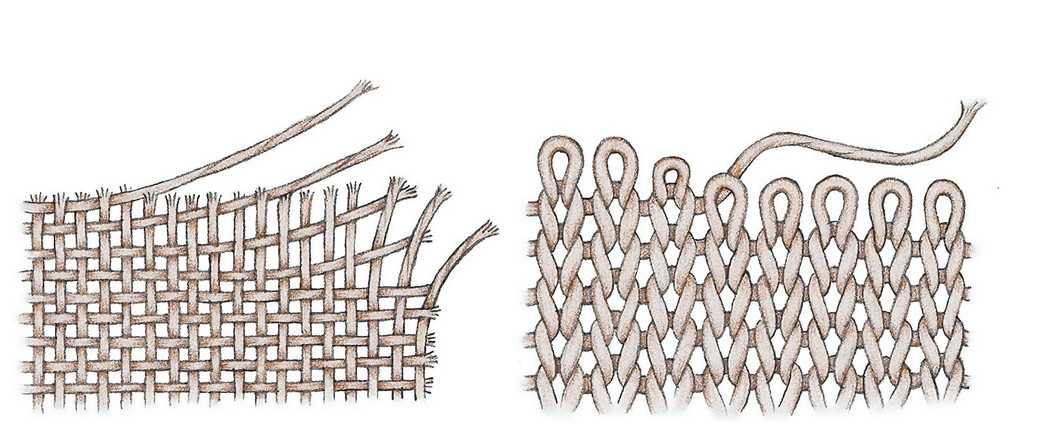
Woven vs Knit: Stability vs Flexibility
Woven fabrics generally offer:
- Better dimensional stability
- Higher tear resistance
- More predictable behavior under load
Knits offer stretch and comfort but are more prone to:
- Pilling
- Shape distortion
- Snagging
Choosing the wrong construction for the application is a common root cause of failure.
Weave Structure: Not All Weights Perform Equally
A common misconception is that heavier fabric is always stronger. In reality:
- A tight plain weave can outperform a heavier loose weave
- Twill weaves distribute stress more effectively
- Loose constructions fail earlier at stress points
For bags and accessories, weave tightness and yarn interlacing often matter more than GSM alone.
Density (EPI/PPI): The Hidden Strength Factor
Ends per inch (EPI) and picks per inch (PPI) define how tightly yarns are packed. Two fabrics with identical GSM can behave very differently if density differs.
Higher density generally improves:
- Abrasion resistance
- Tear containment
- Shape retention
Density must be specified and controlled—not assumed.
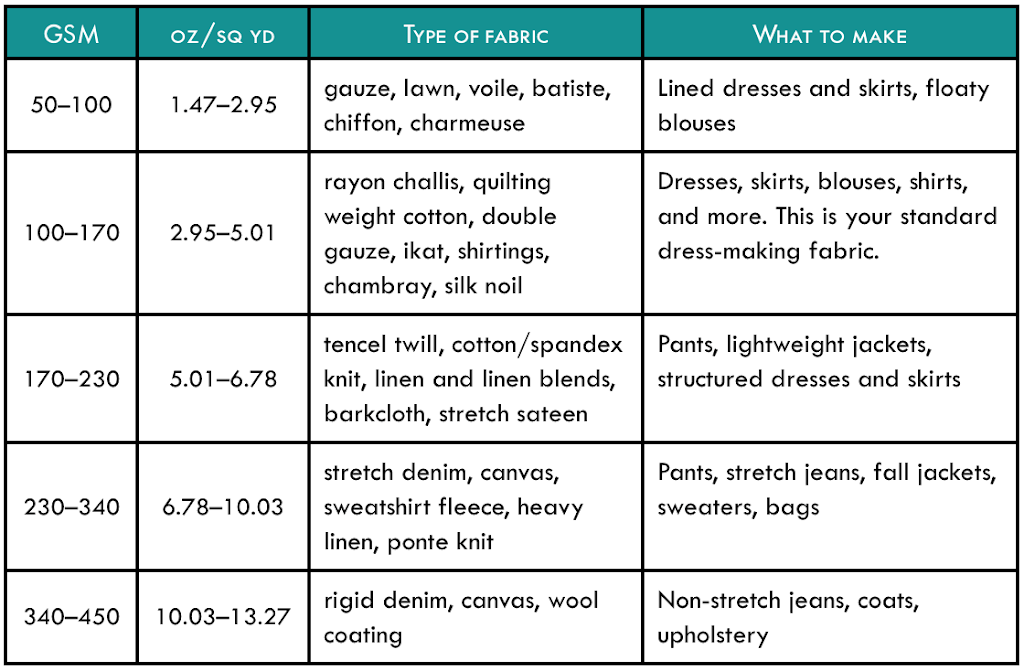
D) GSM, Yarn Count, and Tolerance Control
Many buyers focus heavily on GSM (grams per square meter). GSM is important—but insufficient on its own.
| Parameter | Recommended Control |
|---|---|
| GSM tolerance | ±5% standard |
| Yarn count | ±1 count deviation |
| Density (EPI/PPI) | Defined minimums |
Why GSM Alone Can Be Misleading
A fabric can meet GSM targets by:
- Using thicker but weaker yarns
- Reducing yarn twist
- Altering density
This may lower cost—but it also reduces strength and durability.
Without yarn count and density control, GSM becomes a cosmetic metric, not a performance guarantee.
Yarn Count: Strength, Cost, and Consistency
Yarn count directly affects:
- Tensile strength
- Abrasion resistance
- Fabric hand feel
A deviation of even one yarn count can shift performance noticeably in medium- to heavy-duty fabrics.
Professional specifications define:
- Yarn type
- Yarn count
- Acceptable deviation
And require confirmation during bulk production.
E) Construction Changes After Processing
Fabric construction can change during:
- Dyeing
- Washing
- Finishing
- Coating or lamination
Yarn relaxation, shrinkage, and chemical interaction can alter density and hand feel. This is why construction checks should be performed:
- On greige fabric
- After finishing
- After washing (if applicable)
Testing only greige construction creates blind spots.
F) Identifying Construction Drift at Scale
Construction drift often occurs when:
- Loom settings change
- Mills adjust speed for efficiency
- Yarn supply changes mid-order
Early detection methods include:
- Random roll inspection
- Density measurement comparison
- Weight vs density cross-check
These controls are especially important for large or long-running orders.
G) Documentation: Turning Identification Into Control
Identification only protects quality if it is documented and locked.
Best practice includes:
- Fiber content test reports attached to approved sample
- Construction spec sheets with tolerances
- Yarn supplier confirmation
- Batch change triggers for re-verification
This turns identification from a one-time check into an ongoing control system.
H) Practical Insight From Factory Experience
At SzoneierFabrics, mismatches between approved samples and bulk rolls most often trace back to:
- Fiber batch variation
- Yarn sourcing changes
- Density adjustments to control cost
In nearly all cases, the issue could have been prevented by locking fiber and construction specs early, then verifying incoming material before production.
Once cutting begins, identification errors are no longer technical problems—they become commercial disputes.
Identification Is Risk Prevention, Not Formality
Fiber content and fabric construction identification are not paperwork exercises. They are risk prevention tools.
When identification is done correctly:
- Test results become meaningful
- Performance predictions become reliable
- Disputes decrease
- Scaling becomes safer
When identification is skipped or assumed:
- Samples lie
- Tests mislead
- Bulk production surprises everyone
In 2026, professional sourcing treats identification as the foundation layer of quality control. Everything else—testing, certification, compliance—depends on getting this step right.
Verify first. Test second. Produce last.
That sequence prevents most fabric problems before they exist.
4. What colorfastness tests should you run to avoid customer complaints?

Color complaints are among the most emotionally charged quality issues customers report. A bag that feels solid, stitches that hold, and fabric that tests strong can still be perceived as “low quality” if color fades, bleeds, or transfers. In the customer’s mind, color failure equals overall failure.
This is why colorfastness testing consistently delivers one of the highest returns on investment in fabric quality control. It does not just prevent technical defects—it prevents reputational damage, negative reviews, and repeat-order loss.
Colorfastness testing evaluates how dyes interact with fibers under real-world stress: water, friction, sweat, light, heat, and time. Testing only one condition—most commonly wash fastness—creates a false sense of security. Many serious complaints come from scenarios that were never tested.
Colorfastness is not a single test. It is a behavior profile.
Understanding Colorfastness Beyond Pass/Fail
In professional sourcing, colorfastness is not about whether a fabric “passes” a lab report. It is about whether color behavior aligns with how the product is actually used, touched, worn, washed, and exposed.
Experienced importers think in terms of:
- Where color is most visible
- What the fabric rubs against
- When it gets wet
- How often it is cleaned
- Whether it sees sunlight or heat
Each of these conditions stresses dye–fiber bonding differently.
A) Core Colorfastness Tests and When They Matter
Different colorfastness tests simulate different customer experiences. Running the wrong test—or skipping the right one—leaves blind spots.
| Test Type | Real-World Scenario |
|---|---|
| Wash fastness | Home laundering |
| Rubbing (crocking) | Daily friction, transfers |
| Perspiration | Apparel & skin contact |
| Light fastness | Outdoor & window exposure |
| Water/seawater | Travel, beach use |
Wash Fastness: Necessary but Not Sufficient
Wash fastness evaluates how color holds up under laundering. It is essential for:
- Apparel
- Washable bags
- Linings
- Reusable textiles
However, many non-apparel products are rarely washed. For these items, wash fastness alone does little to predict real complaints.
Wash fastness should be seen as a baseline requirement, not a comprehensive solution.
Rubbing (Crocking): The Most Common Complaint Trigger
Rubbing fastness measures color transfer under friction—dry and wet.
This test is critical for:
- Bags and backpacks
- Dark linings
- Shoulder straps
- Areas that touch clothing
Many customers do not complain about fading. They complain about staining—especially when dark fabrics transfer dye onto light garments.
Rubbing fastness is often more important than wash fastness for accessories.
Perspiration Fastness: Often Ignored, Often Costly
Perspiration testing simulates exposure to sweat, salts, and body heat. It matters most for:
- Apparel
- Headwear
- Handles and straps
- Items worn close to the body
Sweat alters pH and moisture levels, weakening dye bonds in ways that water alone does not.
Skipping perspiration testing is a common cause of unexpected color bleeding in real use.
Light Fastness: Slow Failure, High Visibility
Light fastness evaluates color stability under UV or prolonged light exposure.
It is critical for:
- Outdoor products
- Window displays
- Home textiles near sunlight
- Travel and beach items
Light fastness failures rarely appear immediately. They show up as uneven fading, which customers often interpret as poor material quality.
Water and Seawater Fastness: Niche but Necessary
Water fastness testing simulates rain, spills, and immersion. Seawater fastness adds salt stress.
These tests matter for:
- Travel bags
- Beach accessories
- Outdoor gear
A fabric that performs well in washing may still bleed when soaked—especially dark colors.
B) Interpreting Grades Correctly
Colorfastness results are typically graded on a 1–5 scale, but interpreting those numbers without context leads to poor decisions.
| Grade | Meaning in Practice |
|---|---|
| 5 | Excellent, minimal change |
| 4 | Commercially acceptable |
| 3 | Risky for visible surfaces |
| ≤2 | High complaint potential |
Why “Passing” Is Not Enough
Many standards define grade 3 as a technical pass. In real markets:
- Grade 3 on visible surfaces often triggers complaints
- Grade 3 on linings may be acceptable
- Grade 4 is usually the minimum for consumer-facing areas
The key question is not “Does it pass the standard?” but “Is this grade acceptable for this surface and this market?”
Surface Visibility Matters
A grade that is acceptable on:
- Internal linings
- Hidden reinforcement panels
may be unacceptable on:
- Outer shells
- Handles
- Straps
- High-contrast color combinations
Colorfastness decisions must be location-specific, not fabric-wide.
C) Dry vs Wet Rubbing: The Hidden Trap
One of the most common sourcing mistakes is approving fabric based on dry rubbing results only.
| Condition | Why It Fails |
|---|---|
| Wet crocking | Dye migration increases |
| Dark colors | Higher pigment load |
| Reactive dyes | Fiber bonding variability |
Why Wet Rubbing Fails More Often
When moisture is present:
- Fibers swell
- Dye mobility increases
- Friction breaks weakened dye bonds
This is why fabrics that look fine in dry conditions suddenly stain clothing during rain, sweat, or humidity.
Wet rubbing failures are responsible for a large share of:
- Bag staining complaints
- Strap discoloration claims
- “Ruined clothing” reviews
Dark Colors Are Higher Risk by Default
Black, navy, burgundy, and deep green fabrics carry:
- Higher dye loads
- Greater migration risk
- Lower margin for error
Dark fabrics should almost always be tested for both dry and wet rubbing, even if not explicitly requested.
D) Colorfastness After Finishing Processes
Colorfastness testing is often done too early—before the fabric receives its final treatments.
Many finishing processes alter color behavior:
| Process | Impact on Color |
|---|---|
| PU coating | Changes friction behavior |
| Heat transfer printing | Reduces wash fastness |
| Silicone softening | Affects rubbing results |
Why Post-Finishing Testing Is Critical
Processes such as:
- Printing
- Embroidery
- Coating
- Laminating
- Heat setting
can all:
- Re-activate dyes
- Alter surface friction
- Change moisture interaction
A fabric that passes colorfastness tests in dyed form may fail after finishing.
Testing only greige or dyed fabric creates a dangerous gap.
Printing Is a Common Failure Point
Logos and prints introduce:
- Additional pigments
- Heat exposure
- New binder systems
If post-printing crocking and wash tests are skipped, failures often appear only after shipment.
E) Real-World Failure Pattern
A pattern seen repeatedly in export production:
- Fabric passes lab wash fastness
- Logo printing or heat transfer is added
- Bulk production proceeds
- Customers report wet rubbing stains
The missing step is almost always the same: Colorfastness testing after final finishing.
This failure is preventable—but only if testing mirrors the actual production sequence.
F) Matching Colorfastness Tests to Product Type
Different products require different testing emphasis.
Examples:
- Bag linings: rubbing fastness > wash fastness
- Outer shells: rubbing + light fastness
- Straps and handles: wet rubbing + perspiration
- Apparel: wash + perspiration + rubbing
- Outdoor items: light + water fastness
Running every test on every fabric is inefficient. Running the right tests is effective.
G) Setting Practical Acceptance Criteria
Professional buyers define acceptance criteria before testing, not after results appear.
Examples:
- Outer shell rubbing fastness: Dry ≥ 4, Wet ≥ 3–4
- Lining fabrics: Wet rubbing ≥ 3
- Printed areas: Wash fastness ≥ 4
- Outdoor products: Light fastness ≥ 4
Clear criteria prevent:
- Late-stage disputes
- Subjective decisions
- Pressure-driven approvals
H) Why Colorfastness Failures Escalate Quickly
Color issues escalate faster than most other defects because:
- They are immediately visible
- They affect other belongings (clothing, furniture)
- Customers perceive them as “cheapness,” not wear
A single staining incident can outweigh dozens of positive performance attributes in the customer’s mind.
I) Practical Factory Insight
From factory-side experience, including projects at SzoneierFabrics, most colorfastness disputes trace back to:
- Missing wet rubbing tests
- No post-print testing
- Over-reliance on wash fastness alone
- Approval based on standards without surface context
When buyers and factories align early on where color matters most, complaint rates drop sharply.
Colorfastness Is Brand Protection
Colorfastness testing is not just a technical exercise. It is brand protection.
Buyers who:
- Test multiple stress conditions
- Focus on wet rubbing and real use
- Test after final finishing
- Set clear acceptance thresholds
dramatically reduce customer complaints—even when using the same fabrics as competitors.
Color failures are rarely catastrophic in engineering terms. But in the market, they are unforgiving.
The most successful sourcing teams treat colorfastness as a behavioral test, not a checkbox—and they test fabric the way customers actually use it, not the way labs prefer to measure it.
5. How do you test fabric strength and durability for real-world use?


Fabric strength is not about how strong a material feels in hand, nor about a single impressive lab number on a test report. In real products, durability is defined by how a fabric fails over time—under load, friction, folding, stitching, and repeated daily handling. Many fabrics look robust, pass basic tests, and still break down after weeks or months of real use.
This is why strength testing must move beyond surface impressions and isolated metrics. A tote bag body does not experience stress the same way as a backpack bottom panel. A lining fabric does not fail like an outer shell. Durability testing only adds value when it mirrors how the fabric will actually be stressed in service.
In 2026 sourcing practice, durability is no longer judged by “strong enough on paper.” It is judged by whether a fabric survives real behavior patterns without triggering returns, complaints, or premature replacement.
Durability is not a number. It is a failure story told in advance.
Interpreting Durability Tests Beyond Lab Numbers
Strength and durability testing answers a deceptively simple question: Where will this fabric give up first—and what happens when it does?
Different tests reveal different failure modes. No single test tells the full story, and over-relying on one metric often leads to blind spots.
A) Core Strength and Durability Tests Explained Simply
Each durability test isolates a specific type of stress. Understanding what each test actually reveals prevents misinterpretation.
| Test Type | What It Reveals |
|---|---|
| Tensile strength | Resistance to pulling force |
| Tear strength | How damage spreads once started |
| Seam slippage | Yarn movement under stitching |
| Abrasion (Martindale) | Surface wear over time |
| Pilling resistance | Fiber breakage & fuzz formation |
Tensile Strength: Resistance to Straight Pulling
Tensile strength measures how much force a fabric can withstand before breaking when pulled in one direction. It is useful for understanding:
- Load-bearing capacity
- Yarn strength
- General structural robustness
However, tensile tests are idealized. They apply uniform force across a flat sample. Real products rarely experience stress this way.
Tensile strength answers: How hard is it to pull this fabric apart—once?
It does not answer:
- What happens after repeated bending
- How damage propagates
- How seams behave
Tear Strength: The Moment Failure Becomes Irreversible
Tear strength measures how easily a fabric continues tearing once a cut, puncture, or weak point exists.
This is critical because:
- Most real failures start with small damage
- Sharp edges, keys, tools, or corners initiate tears
- Once a tear starts, user confidence collapses quickly
Tear tests often reveal weaknesses hidden by high tensile strength.
Seam Slippage: Fabric–Construction Interaction
Seam slippage measures how much yarns pull away from stitches under load. It is one of the most under-tested yet consequential durability factors.
A fabric can be strong in isolation and still fail at seams if:
- Weave is loose
- Yarn friction is low
- Stitch tension is high
Seam slippage failures are perceived by customers as “poor workmanship,” even when the root cause is fabric construction.
Abrasion Resistance: Time Under Friction
Abrasion testing simulates surface wear caused by rubbing. It is one of the best predictors of visual lifespan.
Abrasion tests reveal:
- How quickly fibers break
- When thinning begins
- When holes or fuzzing appear
Abrasion does not usually cause sudden failure—but it determines how long a product looks acceptable.
Pilling Resistance: Cosmetic Durability
Pilling resistance measures fiber breakage and fuzz formation. While often treated as cosmetic, pilling strongly affects perceived quality.
In many markets:
- Visible pilling = “cheap”
- Early pilling triggers negative reviews
- Customers rarely differentiate cosmetic vs structural failure
B) Why Tear Strength Often Matters More Than Tensile Strength
One of the most common misconceptions is assuming high tensile strength guarantees durability.
In reality, tear strength often limits product life, especially for bags and accessories.
| Scenario | More Relevant Test |
|---|---|
| Sharp edge contact | Tear strength |
| Heavy load lifting | Tensile strength |
| Stitched stress points | Seam slippage |
Real-World Failure Pattern
A typical failure sequence looks like this:
- Small puncture or nick occurs
- Fabric resists pulling (high tensile)
- Tear propagates rapidly (low tear strength)
- Failure becomes visible and irreversible
Customers do not experience tensile strength—they experience tearing.
For bags, backpacks, and soft goods, tear strength at:
- Corners
- Seam intersections
- Reinforced cutouts
is often the true durability bottleneck.
C) Abrasion Cycles: Reading Numbers Realistically
Abrasion results are frequently misunderstood and over-specified.
| Abrasion Cycles | Practical Meaning |
|---|---|
| <5,000 | Short-term use |
| 5,000–15,000 | Light daily use |
| 20,000–40,000 | Heavy daily use |
| >50,000 | Premium durability |
Why More Is Not Always Better
Abrasion testing is cumulative. Doubling abrasion cycles does not double product life—it often increases cost disproportionately.
For example:
- A lining fabric rarely needs >10,000 cycles
- A backpack bottom panel may justify >30,000 cycles
- Over-specifying abrasion on low-stress areas adds cost without value
Smart durability testing assigns different abrasion targets to different components.
Abrasion After Washing Matters More
Abrasion resistance can change significantly after:
- Washing
- Coating
- Softening
- Heat treatment
Testing abrasion only on unwashed fabric often overestimates real performance. For washable products, abrasion testing after wash cycles is far more predictive.
D) Seam Slippage: The Silent Failure Mode
Seam slippage is one of the most common causes of durability complaints—and one of the least visible during sampling.
| Risk Factor | Impact |
|---|---|
| Loose weave | Yarns pull from stitches |
| High needle tension | Accelerated slippage |
| Narrow seam allowance | Reduced load area |
Why Seam Slippage Is Missed
Seam slippage often:
- Does not appear in flat fabric tests
- Does not show in first-use samples
- Emerges only after repeated loading
By the time it appears, products are already in use.
How to Test Seam Slippage Properly
Effective seam slippage testing requires:
- Actual stitched samples
- Production stitch density
- Real seam allowances
- Relevant thread type
Testing flat fabric alone misses the interaction between fabric and construction.
For bags, seam slippage tests should focus on:
- Handle attachment points
- Strap bases
- Corners
- Load-bearing seams
E) Folding, Creasing, and Fatigue: The Missing Dimension
Many fabrics pass strength tests but fail due to material fatigue.
Repeated folding and creasing can:
- Break fibers internally
- Weaken coatings
- Accelerate abrasion at fold lines
This is especially relevant for:
- Tote bags
- Roll-top backpacks
- Foldable accessories
While not always standardized, simulated flex testing or repeated crease abrasion provides valuable insight for products that are folded daily.
F) Durability Testing Must Reflect Product Geometry
A critical mistake is testing fabric as if it exists in isolation. Products fail at stress concentration points, not evenly across surfaces.
Examples:
- Bag bottoms experience compression + abrasion
- Strap areas experience cyclic tensile load
- Corners experience tear initiation
Durability testing should be targeted:
- Higher tear and abrasion standards at corners
- Higher seam tests at attachments
- Lower requirements for low-stress panels
Uniform testing ignores real stress distribution.
G) Fabric Weight Is Not Strength
One of the most persistent myths is equating heavier fabric with stronger fabric.
At SzoneierFabrics, durability issues most often occur when buyers:
- Increase GSM
- But do not change yarn type
- Do not adjust weave density
The result is a heavier fabric with:
- Thicker but weaker yarns
- Looser structure
- Poor tear resistance
Strength is structural, not numerical.
H) Yarn Type and Twist Matter More Than GSM
Durability is strongly influenced by:
- Yarn material
- Yarn twist
- Filament vs spun construction
Low-twist yarns may feel soft and premium but abrade and pill faster. High-twist yarns often deliver better abrasion and tear performance at the same GSM.
Specifying GSM without yarn parameters creates loopholes that undermine durability.
I) Durability After Branding and Finishing
Durability testing must be performed after all major processes, including:
- Printing
- Embroidery
- Coating
- Lamination
These processes can:
- Create weak points
- Alter abrasion behavior
- Increase stiffness and cracking risk
Testing base fabric only is insufficient.
J) Balancing Durability With Cost and Use
Not every product needs maximum durability.
Over-specifying durability:
- Raises material cost
- Increases weight
- Reduces flexibility in sourcing
Professional teams define fit-for-use durability, not maximum possible durability.
The goal is not indestructibility. It is predictable service life aligned with customer expectations.
K) Practical Factory-Side Insight
From factory experience at SzoneierFabrics, most real-world durability failures trace back to:
- Ignoring tear strength
- Skipping seam slippage tests
- Over-relying on tensile strength
- Testing fabric without construction context
When buyers align testing with actual stress points, durability complaints drop sharply—even without changing fabric category.
Durability Is About Failure Behavior
Fabric strength testing is not about proving how strong a fabric is. It is about understanding how and where it will eventually fail.
The most effective durability testing strategies:
- Combine tensile, tear, abrasion, and seam tests
- Reflect real product geometry
- Test after washing and finishing
- Set different targets for different components
In 2026, strong sourcing teams no longer ask: “Is this fabric strong enough?”
They ask: “How will this fabric fail—and will customers accept that timeline?”
Durability testing done this way prevents surprises, protects brand reputation, and ensures that products age the way designers intended—not the way failures dictate.
6. Which shrinkage and dimensional stability checks prevent size claims and returns?


Shrinkage is one of the most underestimated fabric risks in product sourcing—especially for items that are not traditionally considered “apparel.” Bags, linings, laminated fabrics, and composite materials all undergo dimensional stress during washing, heat exposure, humidity changes, storage, and transportation. When fabrics change size or shape after production, the result is often fit complaints, warped products, assembly issues, and costly returns.
Dimensional stability testing answers a deceptively simple but commercially critical question: Will this fabric maintain its size and shape throughout its real lifecycle?
In 2026, experienced sourcing teams treat shrinkage not as a cosmetic issue, but as a system-level risk that affects product performance, manufacturing yield, and brand trust. Many costly failures do not originate from weak fabric—but from fabric that moves when it shouldn’t.
Shrinkage problems rarely look dramatic in the lab. They become serious only after products are assembled, sold, and used.
Why Shrinkage Is More Than a Wash Test
Shrinkage is often misunderstood as a single percentage measured after one wash. In reality, dimensional instability takes multiple forms, and many of the most damaging changes are gradual, uneven, or triggered by conditions other than washing.
Effective dimensional stability control requires understanding:
- How a fabric changes
- When it changes
- Where that change causes failure
A) Types of Dimensional Change to Watch
Shrinkage is only one form of dimensional instability. Different constructions and finishes create different risks.
| Change Type | Common Cause |
|---|---|
| Length/width shrinkage | Fiber relaxation |
| Skewing | Twill weave imbalance |
| Spirality | Knit construction |
| Bubbling/wrinkling | Coating mismatch |
Length and Width Shrinkage: The Obvious Risk
This is the most familiar form of shrinkage—fabric becoming shorter or narrower after washing or heat exposure. It is driven by:
- Yarn tension release
- Fiber swelling and relaxation
- Incomplete pre-setting
Even a 2–3% change can cause serious issues in products that rely on precise dimensions.
Skewing: When Shape Changes, Not Size
Skewing occurs when fabric panels twist or lean after washing, especially in twill weaves where warp and weft tension is uneven.
Skewed fabric may:
- Still meet length/width tolerance
- Appear visually “off”
- Cause assembly misalignment
Skew is particularly damaging in:
- Panels that must align
- Printed or striped fabrics
- Structured products
Spirality: Knit-Specific Distortion
In knit fabrics, spirality causes seams to twist after washing. While common in apparel, it can also affect:
- Knit linings
- Stretch panels
- Elastic-reinforced components
Spirality often increases with repeated washing and is rarely detected in single-cycle tests.
Bubbling and Wrinkling: Composite Fabric Failure
When fabrics are laminated, coated, or bonded with foam or backing, differential shrinkage becomes a major risk. If layers shrink at different rates, the result is:
- Surface bubbling
- Wrinkling
- Delamination
These failures are not always visible immediately—but worsen over time.
B) Wash Cycles: One Is Never Enough
One of the most common sourcing mistakes is relying on single-wash shrinkage results. Many fabrics show minimal change after the first wash, only to continue shrinking gradually.
| Wash Cycle | What It Reveals |
|---|---|
| 1st wash | Initial relaxation |
| 3rd wash | True dimensional behavior |
| 5th wash | Long-term stability |
Why Shrinkage Is Progressive
Fabric tension is not released all at once. Yarn relaxation, fiber swelling, and construction adjustment often occur incrementally.
A fabric that shrinks:
- 1% on the first wash
- 0.5% on the second
- 0.5% on the third
may appear acceptable initially, but reaches 2% total shrinkage—enough to cause fit or assembly problems.
This is especially critical for:
- Washable bags
- Reusable accessories
- Linings sewn into rigid shells
Wash Testing Must Reflect Real Care
Laboratory wash tests often use:
- Gentle cycles
- Controlled detergent
- Consistent loading
Real consumers do not. Dimensional testing should reflect:
- Expected wash temperature
- Typical agitation
- Realistic drying methods
Testing under unrealistically mild conditions underestimates risk.
C) Acceptable Shrinkage Ranges by Application
Shrinkage tolerance is application-specific, not universal. The more layers and components involved, the tighter the tolerance must be.
| Application | Typical Acceptable Shrinkage |
|---|---|
| Apparel outer fabric | ≤3% |
| Linings | ≤2% |
| Bag shells | ≤2% |
| Laminated fabrics | ≤1.5% |
Why Multi-Layer Products Need Tighter Control
In layered constructions—such as bags with linings, padding, or bonding—small dimensional changes compound.
For example:
- Outer shell shrinks 2%
- Lining shrinks 1%
- Foam layer remains stable
This mismatch creates stress, wrinkling, and deformation—even though each layer “passes” individually.
As a rule:
The more components a product has, the less shrinkage it can tolerate.
D) Heat and Finishing Effects Often Ignored
Shrinkage is not caused by washing alone. Heat and finishing processes frequently trigger dimensional change—sometimes more severely than laundering.
| Condition | Risk |
|---|---|
| Heat pressing | Thermal contraction |
| Lamination | Differential shrinkage |
| Drying | Fiber stress release |
Heat Exposure During Production
Processes such as:
- Heat setting
- Pressing
- Transfer printing
- Lamination
can release latent tension in fibers—especially cotton and blends. A fabric that appears stable before finishing may shrink after heat exposure, not after washing.
Testing only raw yardage misses this risk.
Drying Is a Major Stress Event
Tumble drying introduces:
- Heat
- Mechanical agitation
- Rapid moisture removal
These conditions accelerate shrinkage and distortion. If products are likely to be machine-dried, dimensional testing should include drying—not air drying alone.
E) Composite Dimensional Stability: The Most Missed Test
One of the most common real-world failures involves composite fabrics—materials bonded, laminated, or assembled with other layers.
Typical failure pattern:
- Fabric passes wash shrinkage test
- Fabric is bonded with foam or backing
- Finished product warps after storage or shipping
The missing step is almost always the same: Composite dimensional stability testing.
Why Composite Testing Is Essential
When multiple layers are combined, each layer responds differently to:
- Heat
- Moisture
- Time
If these responses are not aligned, the composite fails—even if each component passes individually.
Composite testing should include:
- Washing or conditioning after bonding
- Heat exposure
- Extended flat storage simulation
F) Dimensional Stability Beyond Washing
Real products experience more than laundering.
Dimensional testing should also consider:
- Humidity cycling (warehouse storage, shipping)
- Temperature fluctuation (containers, transit)
- Long-term static load (folded storage)
Cotton-rich fabrics are particularly sensitive to humidity changes, which can cause:
- Expansion
- Relaxation
- Shape distortion
These effects often appear after shipment, not during production.
G) Setting Clear Dimensional Acceptance Criteria
As with all testing, shrinkage control requires predefined pass/fail rules.
Good practice includes:
- Separate warp and weft limits
- Defined number of wash cycles
- Post-finishing testing requirements
- Composite testing for bonded products
For example:
- Bag shell fabric: ≤2% shrinkage after 3 washes
- Laminated fabric: ≤1.5% after wash + heat exposure
- Lining fabric: ≤2% after full care simulation
Clear criteria prevent:
- Late-stage disputes
- Subjective approvals
- Costly rework
H) Why Shrinkage Issues Lead Directly to Returns
Dimensional instability creates problems that customers immediately notice:
- Poor fit perception
- Warped shapes
- Misaligned panels
- Twisting handles or seams
Even when products remain functional, visual distortion erodes confidence.
Shrinkage-related complaints often escalate because:
- Customers feel misled
- Products appear “cheap” or poorly made
- Size inconsistency affects usability
These issues rarely qualify as factory “defects”—but they absolutely drive returns.
I) Practical Factory Insight
From production experience, including projects handled by SzoneierFabrics, most shrinkage-related disputes arise when:
- Testing is done only once
- Testing is done before finishing
- Composite materials are not tested as a system
In many cases, the fabric itself was not “bad.” The problem was that dimensional behavior was never fully understood before commitment.
Dimensional Stability Is Commercial Protection
Shrinkage and dimensional stability testing is not about percentages on a report. It is about predictability.
Products that hold their shape:
- Assemble more smoothly
- Look better over time
- Generate fewer complaints
- Cost less to support post-sale
In 2026, strong sourcing teams treat dimensional stability as a business safeguard, not a technical detail.
They:
- Test multiple wash cycles
- Include heat and finishing effects
- Test composites, not just components
- Set tight tolerances where structure matters
Shrinkage problems almost always appear after products reach customers—when correction is impossible and reputational cost is highest.
Testing dimensional stability early does not slow sourcing. It prevents returns, disputes, and lost trust later.
In fabric sourcing, size consistency is not optional. It is the difference between a product that feels reliable—and one that feels wrong the moment it’s used.
7. How do you verify fabric safety and compliance before market entry?


Fabric safety and compliance testing is not about ticking boxes or “passing audits.” In real sourcing and export operations, it is about protecting downstream partners, platforms, and end users from invisible but high-impact risks. Chemical issues rarely show up in appearance or hand feel, but once they surface, the consequences are immediate and severe: shipment holds at customs, forced recalls, e-commerce delistings, financial penalties, and long-term brand damage.
In 2026, compliance failure is no longer a private factory problem. It becomes a public brand issue, often amplified by regulators, platforms, and consumer scrutiny.
The challenge is complexity. Safety requirements vary by:
- Destination market
- Product category
- End user (adult vs child)
- Material construction (fabric, coating, print, laminate)
A fabric acceptable for industrial use may be completely unsuitable for consumer goods. Likewise, a lining fabric that passes basic chemical screening may fail once printing, coating, or bonding is added.
Effective compliance verification turns safety from an afterthought into a structured, proactive process—one that reduces risk before products ever reach the market.
Making Compliance Practical Instead of Overwhelming
Many buyers perceive compliance as confusing and expensive because they approach it reactively. In reality, most compliance failures come from timing errors, assumption gaps, or incomplete testing scopes, not from malicious shortcuts.
A practical compliance strategy focuses on:
- Identifying the real chemical risks
- Matching testing to product use
- Verifying the right documents at the right time
A) Core Chemical Risks That Matter Most
While regulations list hundreds of substances, a small group of chemical risks accounts for the majority of real-world compliance failures.
| Risk Category | Why It Matters |
|---|---|
| AZO dyes | Skin contact & legal restrictions |
| Formaldehyde | Odor, irritation, children’s safety |
| Heavy metals | Long-term exposure risk |
| Phthalates | Plasticized coatings & prints |
| PAHs | Rubberized or coated fabrics |
AZO Dyes: A Persistent Compliance Trap
AZO dyes can break down into carcinogenic amines under certain conditions. While banned in many markets, they still appear due to:
- Uncontrolled dye sourcing
- Inadequate testing of dark colors
- Subcontracted dyeing
AZO issues are especially common in:
- Black and deep red fabrics
- Low-cost dye houses
- Products with prolonged skin contact
Formaldehyde: Invisible but Highly Regulated
Formaldehyde is often introduced during:
- Resin finishing
- Wrinkle-resistant treatments
- Certain printing binders
Even when not intentionally added, trace levels can exceed limits—particularly in children’s products. Odor complaints are often the first sign, but by then products are already in distribution.
Heavy Metals and Pigment Risks
Heavy metals such as lead, cadmium, and chromium may come from:
- Pigments
- Metallic prints
- Certain dyes and coatings
These risks increase in:
- Bright colors
- Decorative prints
- Metallic or reflective finishes
Phthalates and PAHs: Coatings and Prints
Phthalates and PAHs are associated with:
- PVC coatings
- Rubberized prints
- Soft-touch finishes
They are less about fiber choice and more about surface treatment chemistry—a frequent blind spot for buyers focused only on base fabric.
B) Compliance Focus by Product Type
Compliance priorities should follow use context, not generic checklists.
| Product Category | Priority Compliance Focus |
|---|---|
| Apparel & accessories | Skin-contact chemicals |
| Bags & backpacks | Coatings, prints, hardware |
| Children’s products | Stricter chemical thresholds |
| Home textiles | Long-term exposure limits |
Apparel and Skin-Contact Products
For garments, linings, and wearable accessories, regulators focus on:
- Direct skin exposure
- Prolonged contact
- Sweat and heat interaction
This raises sensitivity to formaldehyde, AZO dyes, and allergenic substances.
Bags, Backpacks, and Accessories
While not worn continuously, bags introduce different risks:
- PU or PVC coatings
- Screen prints and logos
- Metal hardware and trims
Many bag compliance failures trace back to prints and coatings, not the fabric itself.
Children’s Products: Zero-Tolerance Zone
Children’s items face:
- Lower chemical thresholds
- Broader restricted substance lists
- Stricter enforcement
A fabric acceptable for adult use may be rejected outright for children’s goods—even if visually identical.
C) Understanding Certifications vs Test Reports
One of the most common misunderstandings is assuming that certification replaces testing. In reality, they serve different purposes.
| Item | What It Actually Means |
|---|---|
| OEKO-TEX certificate | Material system compliance |
| Single lab report | Batch-specific result |
| Supplier declaration | Non-binding statement |
What Certifications Do Well
Certifications like OEKO-TEX:
- Indicate a facility or material system meets baseline requirements
- Reduce risk at the sourcing stage
- Provide credibility to platforms and buyers
But certifications are not batch guarantees.
Why Batch Testing Still Matters
Chemical content can change due to:
- Dye lot variation
- Finishing changes
- Subcontract processing
Only batch-level lab reports confirm that this shipment complies.
Best practice combines:
- Certified raw materials
- Plus batch-specific verification
D) Timing Mistakes That Create Compliance Risk
Many compliance failures occur not because testing was skipped—but because it was done at the wrong time.
| Mistake | Consequence |
|---|---|
| Testing greige fabric only | Misses finishing chemicals |
| Skipping re-tests after changes | Invalid reports |
| Using expired reports | Customs rejection |
Testing Too Early: The False Pass
Testing undyed or unfinished fabric often produces clean results—because the risky chemicals have not yet been added. Dyeing, printing, coating, and lamination are where most restricted substances enter.
Changes That Invalidate Reports
Any change in:
- Dye house
- Print formulation
- Coating supplier
- Process temperature
can invalidate previous test reports. Re-testing is required, even if the fabric “looks the same.”
Expired Reports and Market Reality
Many authorities and platforms require:
- Reports within a specific timeframe (often 6–12 months)
- Matching batch or order numbers
Expired or mismatched reports are a common cause of shipment holds.
E) Market-Specific Compliance Awareness
Compliance is destination-driven. A fabric acceptable in one market may fail in another.
Common examples:
- EU REACH vs US CPSIA
- California Prop 65 disclosure rules
- Platform-specific standards (Amazon, major retailers)
Testing strategies must be aligned with target markets, not global averages.
F) Risk-Based Compliance Planning
Not all products require the same testing depth. A risk-based approach focuses resources where failure would hurt most.
High-risk indicators include:
- Skin contact
- Children’s use
- Coatings or prints
- Dark or vivid colors
Low-risk products may rely more on certified materials and limited verification.
G) Documentation Control: The Often-Ignored Step
Even correct test reports lose value if documentation is poorly managed.
Effective compliance documentation includes:
- Clear linkage between report and shipment
- Matching material descriptions
- Accessible digital records
Missing or mismatched paperwork can delay shipments even when products are compliant.
H) Practical Insight From Export Production
Factories like SzoneierFabrics increasingly support buyers by:
- Mapping destination-specific compliance needs early
- Flagging high-risk processes before production
- Advising on testing scope based on product use
This early alignment avoids last-minute testing rushes that delay launches or force costly air shipments.
I) Why Compliance Is a Commercial Strategy
Compliance failures rarely stay isolated. They cascade into:
- Missed selling windows
- Platform penalties
- Distributor distrust
- Brand credibility loss
Conversely, strong compliance systems:
- Speed customs clearance
- Reduce disputes
- Build buyer confidence
- Support long-term partnerships
In 2026, compliance is no longer just a regulatory hurdle—it is a competitive capability.
Safety Is About Control, Not Fear
Verifying fabric safety and compliance is not about assuming risk everywhere. It is about knowing where risk actually lives—and controlling it before it reaches the market.
The most effective sourcing teams:
- Test after final finishing
- Match compliance to use context
- Combine certifications with batch verification
- Track documents as carefully as materials
Chemical risks are invisible, but their consequences are not. When compliance is treated as a structured, early-stage process rather than a last-minute task, it becomes predictable, manageable, and commercially protective.
In modern sourcing, safety is not a barrier to speed—it is what prevents everything from stopping.
8. What in-process and pre-shipment inspections ensure fabric consistency?
Even when all laboratory tests pass, fabric quality can still fail in the market due to inconsistency during bulk production. This is one of the hardest lessons for importers to learn. Lab testing validates capability; inspection validates reality. Between an approved sample and thousands of meters of finished fabric, countless variables can drift—fiber lots, dye baths, loom tension, operator adjustments, finishing conditions.
This is where inspection systems—not lab reports—do the heavy lifting.
Inspection is the only mechanism that continuously answers one critical question: Does the bulk fabric still match what was approved?
In 2026, experienced sourcing teams treat inspection as a control system, not a policing exercise. The goal is not to catch mistakes after they happen, but to detect deviation early, contain risk, and keep production aligned with expectations.
Inspection bridges the gap between what passed in the lab and what arrives at your warehouse.
Turning Inspection Into a Control System
Inspection is often misunderstood as a final hurdle before shipment. In reality, its greatest value comes when it is integrated into production, not delayed until the end. A smart inspection strategy creates feedback loops that stabilize quality long before defects become expensive.
A) Why Lab Testing Alone Is Not Enough
Laboratory tests are essential—but they work on samples. Production operates at scale.
| Risk Area | Lab Testing | Inspection |
|---|---|---|
| Color variation | Limited | Continuous |
| Defect frequency | Often missed | Systematically captured |
| Weave consistency | Partial snapshot | Full roll visibility |
A tensile or colorfastness test may confirm that a fabric can meet requirements. It does not confirm that every roll produced actually does.
Common real-world scenarios include:
- Early production matching samples, later production drifting
- One dye lot passing, the next subtly shifting
- Defects appearing intermittently due to loom or operator issues
Lab testing cannot see these patterns. Inspection can.
B) The 4-Point System Explained Simply
The 4-point inspection system is one of the most widely used methods for fabric inspection because it balances objectivity, speed, and comparability. It does not aim for perfection—it aims for controlled acceptability.
How the system works
Defects are scored based on size, regardless of type.
| Defect Size | Penalty Points |
|---|---|
| ≤3 inches | 1 point |
| 3–6 inches | 2 points |
| 6–9 inches | 3 points |
| >9 inches | 4 points |
The total points are then calculated per 100 square yards (or square meters). A typical acceptance threshold might be 40 points per 100 square yards, though this varies by product and market.
Why this system works in practice
- It penalizes frequency, not just severity
- It prevents “death by many small defects”
- It allows statistical comparison between rolls
Most importantly, it creates a common language between buyer, factory, and inspector.
C) What the 4-Point System Does Not Do
It’s equally important to understand the limits.
The 4-point system:
- Does not judge aesthetics or brand tolerance
- Does not replace shade evaluation
- Does not assess performance properties
This is why it must be combined with shade banding checks and specification control, not used in isolation.
D) Shade Banding: The Most Underestimated Risk
Shade variation between rolls is one of the fastest ways to destroy a finished product—especially in bags, apparel panels, or any item assembled from multiple fabric pieces.
| Cause | Why It Happens |
|---|---|
| Different dye lots | Batch processing realities |
| Fiber variation | Natural or recycled inputs |
| Finishing conditions | Temperature & tension drift |
A fabric can be “within tolerance” in isolation and still fail visually when cut across rolls.
Why Shade Banding Causes Disproportionate Damage
- It is often not classified as a defect under standard inspection
- It becomes obvious only after cutting and sewing
- It forces re-cutting, re-sorting, or scrapping
Many quality disputes arise because shade banding was not explicitly addressed during inspection planning.
How Shade Banding Is Controlled in Practice
Effective shade control includes:
- Roll-to-roll comparison under standardized lighting
- Grouping rolls into shade bands
- Assigning shade groups to specific production batches
This allows controlled usage rather than blanket rejection.
Seasoned buyers often prefer shade management over unrealistic “single-shade perfection.”
E) In-Process Inspection: Where the Real Savings Are
Waiting until fabric is finished and packed to inspect is expensive. In-process inspection detects problems when they are still reversible.
| Checkpoint | Purpose |
|---|---|
| First 10% of production | Detect setup errors |
| Mid-run inspection | Control drift |
| Pre-shipment check | Contain residual risk |
First-Run Inspection: The Most Valuable Step
Inspecting the first portion of production allows teams to:
- Verify loom setup
- Confirm dye shade against approval
- Check defect patterns early
If something is wrong here, correction costs are minimal. If the same issue is found after full production, losses multiply.
Mid-Run Inspection: Preventing Drift
Even stable processes drift over time due to:
- Machine wear
- Operator fatigue
- Environmental changes
Mid-run checks catch gradual deviation before it becomes systemic.
Pre-Shipment Inspection: Risk Containment
Pre-shipment inspection does not fix problems—it prevents bad fabric from shipping. It is the final safety net, not the primary control.
F) What Should Be Checked During Fabric Inspection
A comprehensive inspection looks beyond obvious defects.
Key focus areas include:
- Visual defects (holes, oil stains, broken ends)
- Weave consistency
- Width and selvage condition
- Bowing and skew
- Shade consistency
- Hand feel vs approved sample
Inspection should always reference:
- Approved sample
- Approved specification sheet
- Defined acceptance criteria
Without these, inspection becomes subjective.
G) Documentation Turns Inspection Into Data
Inspection only becomes a control system when results are recorded, compared, and traceable.
Experienced buyers often require:
- Roll-by-roll inspection records
- Defect photos
- Point summaries
- Shade band classification
This transforms inspection from opinion into evidence.
Over time, these records reveal patterns:
- Certain looms producing more defects
- Certain dye lots drifting more often
- Specific constructions being less stable
That insight feeds back into better sourcing decisions.
H) Acceptance Thresholds Must Be Defined in Advance
One of the most common sources of conflict is inspecting without agreed thresholds.
Before production begins, buyers and factories should align on:
- Inspection system (e.g., 4-point)
- Acceptance level (e.g., ≤40 points)
- Treatment of shade variation
- Handling of borderline rolls
Undefined rules lead to subjective rejection—or worse, forced acceptance of fabric no one is happy with.
I) Inspection Does Not Replace Communication
Inspection works best when it is paired with open communication, not fear.
Factories that:
- Share inspection results proactively
- Flag potential risks early
- Suggest roll grouping or reprocessing
tend to deliver more consistent outcomes than factories that simply wait to see if defects are noticed.
At SzoneierFabrics, inspection data is often used collaboratively—to adjust production parameters mid-run rather than assign blame after the fact.
J) Inspection vs 100% Checking: A Reality Check
Some buyers demand 100% inspection of all fabric. In practice, this:
- Increases cost
- Slows production
- Does not guarantee zero defects
Statistical inspection with defined thresholds is usually more effective and more realistic than absolute checking.
The goal is controlled risk, not impossible perfection.
K) Common Inspection Mistakes That Undermine Consistency
Real-world failures often stem from:
- Inspecting only part of the shipment
- Ignoring shade variation
- Using inspectors unfamiliar with end use
- Inspecting without approved samples on hand
Inspection must always be contextual—what matters for a lining is different from what matters for an outer shell.
L) Why Inspection Is a Business Tool, Not a Quality Ritual
Fabric inconsistency leads directly to:
- Cutting inefficiency
- Assembly delays
- Visual mismatches
- Customer complaints
Each of these has a cost far greater than inspection itself.
When inspection is treated as a strategic control point, it:
- Reduces downstream waste
- Improves factory accountability
- Protects delivery schedules
- Stabilizes product quality
Consistency Is Engineered, Not Assumed
The most successful sourcing teams don’t test more—they connect testing, inspection, and production into one system.
They understand that:
- Lab tests validate capability
- Inspection validates execution
- Documentation validates trust
Across thousands of bulk fabric orders, the pattern is consistent:
- Failures rarely come from one missed test
- They come from uncontrolled variation
When inspection is structured, data-driven, and aligned with real use, surprises disappear.
Fabric consistency is not achieved by hope or certificates. It is achieved by seeing what is actually produced—and acting before it leaves the factory.
Ready to develop and test custom fabrics with confidence?
Szoneier is a China-based fabric R&D and manufacturing partner with years of hands-on experience supporting importers, designers, and premium brands. From fiber selection and lab testing to bulk inspection and compliance preparation, the team helps turn fabric ideas into stable, scalable materials.
If you’re planning a new fabric development or want to reduce risk in an upcoming order, share your product use case, target market, and performance expectations. Request a custom fabric quotation or sample today and build your next material on evidence—not guesswork.


