 Skip to content
Skip to content 

Synthetic fabrics quietly support modern industry. From logistics warehouses and medical cleanrooms to automotive interiors and outdoor infrastructure, these materials are chosen not for fashion—but for predictable performance under pressure. Strength, chemical resistance, stability, and scalability matter more than aesthetics, and that’s where synthetic textiles dominate.
Yet many sourcing decisions still rely on vague terms like “poly fabric” or “industrial grade,” without fully understanding what sits behind those labels. In reality, synthetic fabrics are a broad family of engineered materials, each designed to solve a specific problem—abrasion, heat, moisture, stretch, insulation, or protection. Synthetic fabrics are man-made textiles engineered for durability, consistency, and functional performance. Common types such as polyester, nylon, acrylic, spandex, aramid, and coated synthetics are widely used in industrial applications including packaging, safety protection, automotive, medical, construction, and logistics. Choosing the right synthetic fabric depends on mechanical strength, chemical resistance, environmental exposure, compliance requirements, and production scalability.
Understanding synthetic fabrics is not about memorizing fiber names. It’s about learning how material structure, processing, and finishing translate into real-world performance. A single sourcing mistake—choosing the wrong polymer or coating—can shorten product life, increase failure rates, or cause compliance issues. The sections below break synthetic fabrics down in a practical, application-driven way, so decisions are based on use, not assumptions.
1. What counts as “synthetic fabric,” and how is it different from other fibers?

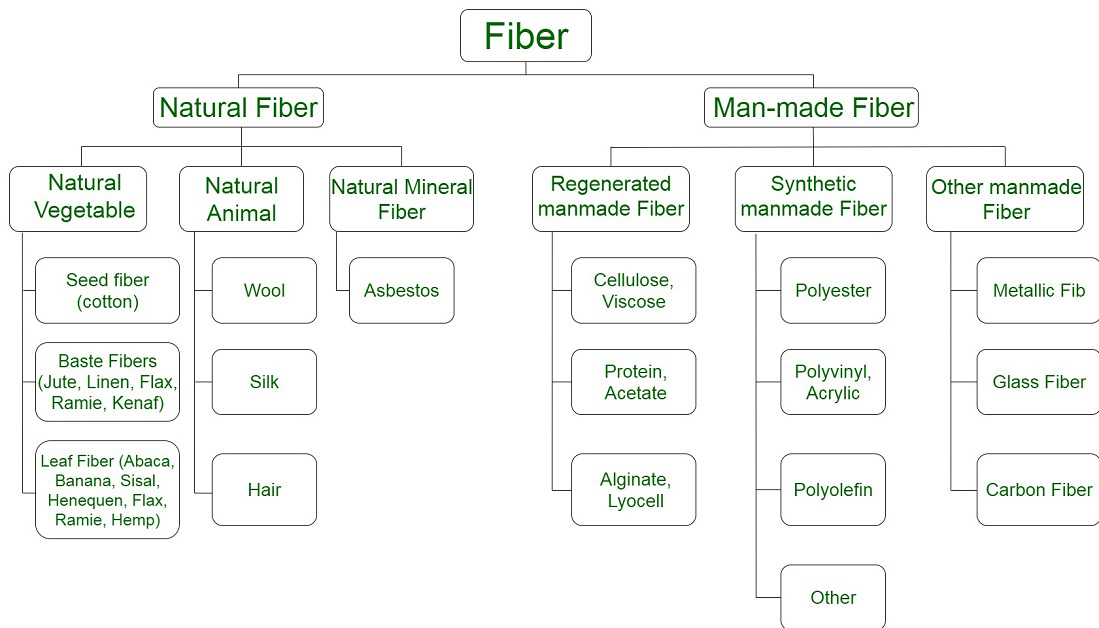

Synthetic fabrics are textiles made from chemically engineered polymers, rather than fibers harvested directly from plants or animals. In practical terms, this means their performance characteristics are designed first, then manufactured at scale—rather than discovered through agriculture or husbandry. Polyester, nylon, acrylic, and aramid are among the most widely used examples.
What truly separates synthetic fabrics from natural or semi-synthetic fibers is not only their origin, but their predictable behavior under stress. Synthetic fibers are engineered to perform consistently when exposed to abrasion, moisture, chemicals, UV radiation, heat, and mechanical load. This reliability is the primary reason they dominate industrial, technical, and performance-driven applications in 2026.
Natural fibers can be beautiful, comfortable, and sustainable in the right context—but they are inherently variable. Synthetic fibers, by contrast, are built for control, repeatability, and scalability.
Synthetic fabrics are not defined by where they come from. They are defined by how precisely they behave.
Understanding Synthetic Fabrics at a Structural Level
To understand why synthetic fabrics behave differently, you need to look beyond surface appearance and examine how they are designed, formed, and structured at the molecular level. This design-first approach is what gives synthetics their distinctive advantages—and their trade-offs.
A) How Synthetic Fibers Are Created
Unlike natural fibers, which grow organically and are later processed, synthetic fibers are created through a tightly controlled industrial process. Each step directly influences the final performance of the fabric.
| Step | Purpose |
|---|---|
| Polymer synthesis | Define chemical properties |
| Melt/solution spinning | Form continuous filaments |
| Drawing | Increase strength |
| Texturing | Adjust bulk and flexibility |
Polymer Synthesis: Performance Is Decided Here
The process begins with polymer chemistry. By adjusting molecular structure, manufacturers can control:
- Strength and elasticity
- Heat resistance
- Chemical stability
- Moisture interaction
For example:
- Polyester polymers are optimized for dimensional stability and UV resistance
- Nylon polymers emphasize toughness and impact resistance
- Aramid polymers are engineered for extreme heat and cut resistance
Once polymer chemistry is set, the fiber’s core behavior is largely locked in.
Spinning and Drawing: Engineering Strength, Not Harvesting It
Synthetic fibers are extruded through spinnerets to form continuous filaments, unlike natural fibers which have finite length. These filaments are then drawn—stretched under controlled conditions—to align polymer chains.
This alignment dramatically increases:
- Tensile strength
- Abrasion resistance
- Fatigue life
This is why a relatively thin synthetic yarn can outperform a much heavier natural yarn in demanding applications.
Texturing: Designing Feel Without Losing Strength
Texturing modifies filament shape to introduce:
- Bulk
- Stretch
- Softness
Crucially, this is done without sacrificing core strength. This allows synthetic fabrics to mimic the hand feel of natural fibers while retaining engineered performance.
B) Synthetic vs Natural vs Semi-Synthetic Fibers
To understand the role of synthetics, it helps to compare them structurally and behaviorally—not emotionally.
| Fiber Type | Source | Key Limitation |
|---|---|---|
| Natural (cotton, wool) | Plants/animals | Variability, moisture sensitivity |
| Semi-synthetic (viscose) | Cellulose + chemicals | Lower durability |
| Synthetic (polyester, nylon) | Petroleum-based polymers | End-of-life concerns |
Natural Fibers: Comfort with Variability
Natural fibers offer:
- Breathability
- Skin comfort
- Biodegradability
But they also suffer from:
- Seasonal variability
- Inconsistent fiber length
- Sensitivity to moisture, mold, and UV
Even with modern processing, two cotton crops are never identical.
Semi-Synthetic Fibers: Modified Nature, Limited Strength
Semi-synthetics like viscose or modal start with cellulose but are chemically regenerated. They sit between natural and synthetic fibers.
Advantages:
- Soft hand feel
- Good dye uptake
Limitations:
- Lower wet strength
- Reduced abrasion resistance
- Higher deformation under load
They are often chosen for comfort, not structural durability.
Synthetic Fibers: Stability by Design
Synthetic fibers trade biodegradability for:
- Dimensional stability
- Strength consistency
- Resistance to environmental stress
This trade-off explains why synthetics dominate in:
- Bags and backpacks
- Outdoor gear
- Industrial textiles
- Performance apparel
In these contexts, failure risk outweighs biodegradability concerns.
C) Why Industry Relies on Synthetics
In industrial and commercial applications, material decisions are rarely ideological. They are risk-based.
Industries prioritize:
- Predictable specifications
- Long service life
- Compatibility with coatings, laminations, and treatments
- Large-scale availability across regions
Synthetic fibers excel in all four areas.
Predictability Beats Perfection
A natural fabric may perform exceptionally well under ideal conditions—but unpredictably under stress. Synthetic fabrics are designed to perform consistently, even if their peak comfort is lower.
In manufacturing, consistency reduces:
- Defect rates
- Assembly difficulty
- Warranty claims
That consistency has direct financial value.
Long Service Life Reduces Total Impact
From a lifecycle perspective, a fabric that lasts twice as long often creates less total environmental impact, even if its initial footprint is higher. This is a key reason synthetics remain central to sustainability discussions in 2026.
Durability is not the opposite of sustainability—it is often a prerequisite.
Compatibility With Modern Processing
Synthetic fibers bond well with:
- PU and TPU coatings
- Heat lamination
- Digital printing
- Waterproof membranes
Many of these processes either damage or destabilize natural fibers. For products requiring structure or protection, synthetics are often the only practical option.
D) Common Misunderstanding: “Synthetic” Does Not Mean “Cheap”
One of the most persistent misconceptions is equating synthetic fabrics with low quality.
In reality, some of the most expensive and advanced textiles in the world are fully synthetic.
Examples include:
- Aramid fabrics (heat and cut resistance)
- High-tenacity nylon used in military gear
- Carbon fiber textiles for aerospace
These materials are chosen not despite being synthetic—but because they are synthetic.
E) Behavior Under Stress: The Real Differentiator
What ultimately defines synthetic fabrics is how they behave when conditions are less than ideal.
Compared to natural fibers, synthetics typically show:
- Lower moisture absorption
- Higher abrasion resistance
- Better shape retention
- Greater chemical resistance
This matters in real use.
For example:
- A cotton fabric may feel better initially but lose strength when wet
- A polyester fabric may feel less breathable but retain strength after thousands of cycles
In industrial and functional products, predictable degradation is preferred over sudden failure.
F) Uniformity at Scale: A Manufacturing Reality
Synthetic fibers are produced to tight tolerances:
- Consistent denier
- Uniform tensile strength
- Controlled elongation
This allows factories to:
- Lock specifications early
- Scale production globally
- Maintain consistent quality across batches
Natural fibers, even when graded, cannot achieve the same level of uniformity.
G) The Sustainability Trade-Off, Clearly Stated
The main challenge with synthetic fabrics is end-of-life.
Key concerns include:
- Dependence on fossil resources
- Microplastic shedding
- Lower biodegradability
These are real issues—and they are why recycled synthetics, mono-material design, and durability-focused sourcing are gaining importance.
But rejecting synthetics entirely ignores their functional necessity in many applications.
H) Synthetic Fabrics in 2026: How the Definition Is Evolving
In 2026, the definition of “synthetic fabric” is becoming more nuanced.
It now includes:
- Virgin synthetic fibers
- Recycled synthetic fibers
- Bio-based synthetic polymers
The distinction is shifting from synthetic vs natural to: engineered vs harvested, and disposable vs durable.
I) Practical Sourcing Perspective
From real production experience, including projects handled by manufacturers like SzoneierFabrics, most material failures are not caused by the fiber category itself—but by misalignment between fiber behavior and product use.
Synthetic fabrics perform exceptionally well when:
- Their strengths are matched to application
- Their limitations are acknowledged and mitigated
- End-of-life planning is considered early
Problems arise when synthetics are used to imitate natural fibers without respecting their different behavior.
Synthetic Is a Design Choice, Not a Value Judgment
Synthetic fabrics are not “better” or “worse” than natural fibers. They are different tools—engineered for different problems.
They exist because modern products demand:
- Reliability
- Consistency
- Durability at scale
Understanding what counts as synthetic fabric—and why it behaves differently—allows brands and sourcing teams to make intentional, defensible material choices, rather than reactive ones.
In modern textile sourcing, the most important question is no longer: Is this fabric synthetic or natural?
It is: Does this fabric behave predictably under the conditions my product will actually face?
When that question is answered honestly, synthetic fabrics stop being controversial—and start being simply appropriate.
2. Which synthetic fabric types are most common in industrial sourcing?

Industrial textile sourcing does not involve an endless list of synthetic fibers. In practice, a relatively small group of materials accounts for the vast majority of real-world industrial applications. What differentiates them is not marketing labels, but how each fiber behaves under mechanical stress, environmental exposure, and long-term use.
In 2026, industrial buyers no longer choose synthetic fabrics based on habit alone. The decision logic has shifted toward matching fiber behavior to application stress—abrasion, load, UV exposure, moisture, chemicals, heat, and repeated flexing. Polyester and nylon dominate by volume because they offer the broadest balance of performance, cost, and supply stability. Other synthetics—acrylic, spandex, and aramid—play targeted roles where specific properties are required.
The key insight is simple: Industrial sourcing is not about using “the best” fiber, but the most appropriate one.
Core Synthetic Fabrics and What They Actually Do Best
Each major synthetic fiber exists because it solves a specific performance problem better than alternatives. Understanding these strengths—and limitations—prevents over-engineering and under-performance.
A) Polyester (PET): The Industrial Workhorse
Polyester is the most widely used synthetic fiber in the world, and for industrial sourcing, its dominance is not accidental. It offers dimensional stability, abrasion resistance, chemical tolerance, and cost predictability at scale.
| Property | Performance |
|---|---|
| Strength | Medium–High |
| Moisture resistance | High |
| UV stability | Good |
| Cost stability | Excellent |
Why Polyester Is Everywhere
Polyester fibers absorb very little moisture (typically <1%), which gives them:
- Stable dimensions in humid environments
- Faster drying times
- Lower risk of mold or mildew
This makes polyester ideal for products exposed to weather, storage humidity, or repeated handling.
From a mechanical perspective, polyester offers:
- Consistent tensile strength
- Good abrasion resistance
- Predictable elongation
While not as strong as nylon at peak values, polyester’s shape retention and fatigue resistance often outperform nylon in long-term use.
Common Industrial Uses
Polyester is widely used in:
- Bags and backpacks
- Packaging fabrics
- Industrial covers and tarps
- Linings and interlayers
- Coated and laminated textiles
Its compatibility with PU, PVC, and TPU coatings further expands its application range.
Cost and Supply Chain Advantage
Polyester benefits from:
- Global raw material availability
- Highly standardized production
- Stable pricing relative to natural fibers
For large-scale programs, this predictability is often more valuable than marginal performance gains from specialty fibers.
B) Nylon (PA): Strength and Toughness First
Nylon is chosen when mechanical strength and toughness are the primary concerns. Compared to polyester, nylon delivers higher tensile strength, superior tear resistance, and excellent elastic recovery.
| Property | Performance |
|---|---|
| Abrasion resistance | Very high |
| Elastic recovery | Excellent |
| Chemical resistance | Moderate |
| Moisture absorption | Higher than polyester |
Where Nylon Excels
Nylon’s molecular structure allows it to:
- Absorb more energy before breaking
- Resist tearing once damage starts
- Recover well after repeated loading
This makes nylon especially effective in:
- Load-bearing applications
- Dynamic stress environments
- Products with repeated flexing or impact
Straps, webbings, and reinforcement panels often rely on nylon for this reason.
The Moisture Trade-Off
Nylon absorbs more moisture than polyester (typically 3–7%), which can:
- Slightly reduce strength when wet
- Affect dimensional stability in humid conditions
For outdoor or marine applications, this moisture behavior must be accounted for through design or coating.
Common Industrial Uses
Nylon is commonly used in:
- Load-bearing straps and handles
- Backpacks and tactical gear
- Safety equipment
- Protective textiles
It is often selected selectively—used only where strength is critical—rather than across an entire product.
C) Acrylic: Lightweight Insulation and Weather Resistance
Acrylic occupies a more specialized niche. It is valued not for strength, but for weather resistance, color stability, and lightweight insulation, often as a substitute for wool in outdoor environments.
| Advantage | Limitation |
|---|---|
| UV resistance | Lower strength |
| Color stability | Limited abrasion resistance |
Why Acrylic Exists in Industrial Sourcing
Acrylic fibers:
- Resist UV degradation better than many synthetics
- Retain color well in outdoor exposure
- Provide warmth without excessive weight
However, acrylic has:
- Lower tensile and tear strength
- Poor abrasion resistance compared to polyester or nylon
This limits its use to applications where exposure resistance matters more than mechanical durability.
Typical Applications
Acrylic is used in:
- Outdoor awnings
- Marine and patio fabrics
- Insulation layers
- Decorative outdoor textiles
It is rarely used alone in high-wear areas.
D) Spandex (Elastane): Controlled Stretch, Not Strength
Spandex is not a structural fiber. Its purpose is elasticity, not load-bearing capacity.
| Feature | Value |
|---|---|
| Stretch | 400–600% |
| Recovery | Excellent |
| Load-bearing | Low |
What Spandex Actually Does
Spandex can stretch several times its original length and return to shape repeatedly. In industrial textiles, it is almost always:
- Used in small percentages (2–10%)
- Blended with polyester or nylon
Its role is to:
- Improve flexibility
- Allow controlled movement
- Enhance fit or comfort
Where Spandex Is Used Industrially
Common uses include:
- Stretch panels in bags or covers
- Elastic bindings
- Technical composites requiring movement
Using spandex incorrectly—such as in high-load areas—leads to premature failure.
E) Aramid: Extreme-Performance Synthetic Fibers
Aramid fibers represent the high-performance end of synthetic textiles. They are engineered for conditions where conventional fibers fail.
| Example | Key Use |
|---|---|
| Para-aramid | Ballistic & cut resistance |
| Meta-aramid | Heat & flame resistance |
What Makes Aramid Different
Aramids are characterized by:
- Extremely high tensile strength
- Exceptional heat resistance
- Minimal elongation
They are not chosen for comfort or cost—but for risk mitigation.
Typical Applications
Aramid fibers are used in:
- Personal protective equipment (PPE)
- Fire-resistant garments
- Aerospace and military textiles
- Cut-resistant gloves and panels
Because of cost and processing complexity, aramids are rarely used unless absolutely necessary.
F) Comparing Synthetic Fibers by Application Stress
A practical way to understand synthetic fabric selection is to match fibers to dominant stress types.
| Stress Type | Best-Suited Fiber |
|---|---|
| Abrasion | Nylon, Polyester |
| UV exposure | Acrylic, Polyester |
| Moisture resistance | Polyester |
| Load-bearing | Nylon |
| Heat/flame | Aramid |
| Stretch/flex | Spandex (blended) |
This matrix explains why no single fiber dominates all applications.
G) Why Polyester and Nylon Dominate by Volume
Despite the availability of specialty fibers, polyester and nylon account for the majority of industrial textile volume because they offer:
- Broad performance coverage
- Cost efficiency
- Global availability
- Compatibility with coatings and finishes
Specialty fibers solve specific problems—but create others, such as cost, supply risk, or processing complexity.
H) Blends and Constructions Matter as Much as Fiber
In real sourcing, fiber type is only the starting point. Performance is often achieved through:
- Blending fibers
- Adjusting weave or knit structure
- Applying coatings or laminations
A well-designed polyester fabric can outperform a poorly designed nylon fabric—and vice versa.
I) Practical Sourcing Insight
From factory-side experience, including projects handled by SzoneierFabrics, most custom industrial developments follow a similar pattern:
- Start with polyester vs nylon decision
- Define stress priorities (abrasion, load, UV, moisture)
- Adjust yarn type, density, and construction
- Add coatings, finishes, or reinforcements if needed
Jumping directly to expensive specialty fibers often increases cost without solving the real problem.
J) Cost vs Performance Reality
Industrial sourcing is constrained by:
- Target price points
- MOQ requirements
- Lead time expectations
Polyester and nylon remain dominant because they allow predictable scaling. Specialty fibers are powerful tools—but only when the application justifies them.
Industrial Fibers Are Chosen by Behavior, Not Reputation
The most common synthetic fabrics in industrial sourcing are common for a reason. Polyester and nylon dominate because they offer the best balance of durability, consistency, and cost across the widest range of applications.
Acrylic, spandex, and aramid exist to solve specific, well-defined problems, not to replace core materials.
In modern industrial sourcing, success comes from asking the right question: What stress will this fabric face most often—and which fiber handles that stress most predictably over time?
When fiber behavior is matched honestly to real-world use, material selection becomes clearer, more defensible, and far less risky.
3. How do you choose between polyester and nylon for industrial performance?

Choosing between polyester and nylon is one of the most common—and most misunderstood—decisions in industrial textile sourcing. On paper, both are durable synthetic fibers with global supply chains, proven performance records, and broad application histories. In practice, however, they behave very differently once stress, environment, time, and scale are introduced.
Many sourcing mistakes happen when buyers assume polyester and nylon are interchangeable, or when decisions are made purely on tensile strength numbers or cost per meter. Industrial performance is not defined by a single lab value. It is defined by how a fabric degrades, deforms, and survives under dominant real-world stresses.
The correct choice depends on one core question:
What kind of stress will this fabric face most often, and which fiber handles that stress more predictably over time?
Featured Answer (Quick Decision Logic)
Polyester is preferred when dimensional stability, UV resistance, chemical resistance, moisture control, and long-term shape retention matter most. Nylon is chosen when abrasion resistance, impact toughness, tear strength, and dynamic load absorption are critical.
Neither fiber is universally “better.” Each excels in different industrial environments, and misuse of either often leads to premature failure.
A Practical, Side-by-Side Decision Framework
To choose correctly, polyester and nylon must be compared not as abstract materials, but as engineering behaviors under specific stresses.
A) Mechanical Strength vs Long-Term Stability
At first glance, nylon appears superior because its peak strength values are higher. But peak strength and usable durability are not the same thing.
| Metric | Polyester (PET) | Nylon (PA) |
|---|---|---|
| Tensile strength | High | Very high |
| Tear resistance | Medium–High | Very high |
| Abrasion resistance | High | Excellent |
| Creep (shape holding) | Excellent | Moderate |
What this means in real products
- Nylon absorbs energy well. It stretches slightly under load and resists tearing when scraped, dragged, or impacted. This makes it ideal for dynamic stress zones.
- Polyester resists permanent deformation. It stretches less and recovers more completely, making it better for static or shape-critical applications.
Practical rule of thumb:
- If the fabric must hold its dimensions over months or years → polyester usually performs better.
- If the fabric must survive abuse (edges, friction, shock) → nylon usually wins.
This is why you often see:
- Polyester in panels, covers, linings, shells
- Nylon in straps, reinforcements, high-wear zones
B) Moisture, Chemicals, and Environmental Exposure
Environmental behavior is where polyester and nylon diverge most clearly—and where many sourcing decisions go wrong.
| Exposure | Polyester | Nylon |
|---|---|---|
| Water absorption | Very low (<1%) | Moderate (3–7%) |
| Chemical resistance | Strong | Moderate |
| UV exposure | Better | Weaker unless stabilized |
| Mold/mildew | Resistant | Can be affected |
Moisture behavior in practice
Polyester’s low moisture absorption gives it:
- Stable dimensions in humid environments
- Faster drying times
- Lower risk of mildew and odor
Nylon’s higher moisture uptake can:
- Reduce strength slightly when wet
- Increase dimensional movement
- Affect long-term consistency in damp storage
For outdoor, marine, or high-humidity applications, polyester often outperforms nylon—not because it is stronger, but because it is more stable.
UV and chemical resistance
Polyester has inherently better resistance to:
- UV degradation
- Many acids and solvents
Nylon can be UV-stabilized, but this:
- Adds cost
- Requires tighter process control
- Still rarely matches polyester’s baseline UV stability
This is why polyester dominates in:
- Outdoor covers
- Industrial tarps
- Packaging fabrics
- Marine textiles
C) Processing and Finishing Flexibility at Scale
Industrial sourcing is not just about fiber behavior—it is also about how easily that behavior can be reproduced across large volumes.
| Process | Polyester | Nylon |
|---|---|---|
| Heat setting | Stable | More sensitive |
| Coating adhesion | Excellent | Good |
| Dye uptake | Moderate | High |
| Print clarity | High | High |
Why polyester is easier to standardize
Polyester tolerates:
- Higher processing temperatures
- Repeated heat exposure
- Coating and lamination processes
This makes it easier to:
- Lock specifications early
- Maintain consistency across batches
- Scale production with fewer surprises
Nylon’s sensitivity to heat and moisture means:
- Tighter process windows
- Greater variation if controls slip
- Higher risk of batch-to-batch differences
For large or repeat programs, this processing stability often outweighs nylon’s higher mechanical strength.
D) Cost Structure and Supply Consistency
Industrial decisions are rarely made without cost and supply considerations.
| Factor | Polyester | Nylon |
|---|---|---|
| Price stability | High | Medium |
| MOQ flexibility | Better | Tighter |
| Global availability | Excellent | Good |
Polyester’s supply advantage
Polyester benefits from:
- The world’s largest synthetic fiber ecosystem
- Highly standardized production
- Multiple global suppliers
This leads to:
- More stable pricing
- Shorter lead times
- Easier substitution between suppliers
Nylon’s cost reality
Nylon:
- Costs more per kilogram
- Is more sensitive to petrochemical price swings
- Has fewer interchangeable grades
For products with tight margins or long-term price commitments, polyester often carries less commercial risk.
E) Fatigue, Creep, and Long-Term Behavior
One of the least discussed—but most important—differences between polyester and nylon is creep, or permanent deformation under sustained load.
- Polyester has excellent creep resistance. It holds shape under continuous tension.
- Nylon can slowly elongate under constant load, especially in warm or humid conditions.
This matters in:
- Suspended fabrics
- Covers under tension
- Panels stitched into rigid frames
A nylon fabric may test stronger initially, but over time:
- Straps may lengthen
- Panels may sag
- Fit may drift
In these cases, polyester delivers better long-term dimensional reliability.
F) Abrasion: Why Nylon Often Wins at the Edges
Abrasion is not uniform. It concentrates at:
- Corners
- Edges
- Contact points
Nylon’s toughness allows it to:
- Absorb friction energy
- Resist fiber breakage
- Delay visible wear
This is why nylon is often specified selectively:
- Reinforcement patches
- Strap faces
- High-contact zones
Using nylon everywhere, however, often increases cost without proportional benefit.
G) Sustainability and Lifecycle Perspective (Brief but Practical)
From a sustainability standpoint:
- Both fibers are synthetic and non-biodegradable
- Both are widely available in recycled forms
The key lifecycle difference is service life.
A polyester fabric that:
- Holds shape longer
- Requires fewer replacements
may generate less total environmental impact than a nylon fabric that fails dimensionally despite higher strength.
Durability must be evaluated as usable lifespan, not peak lab performance.
H) Common Sourcing Mistakes to Avoid
- Choosing nylon “just to be safe” → Over-engineering increases cost and processing risk.
- Choosing polyester for high-impact zones → Leads to edge wear and tear failures.
- Comparing only tensile strength numbers → Ignores creep, fatigue, moisture effects.
- Ignoring environmental exposure → UV and humidity often matter more than strength.
I) How Experienced Teams Actually Decide
In real sourcing practice, the most effective teams:
- Map stress types first (abrasion, load, UV, moisture)
- Assign polyester or nylon by zone, not by product
- Prototype with nylon to understand worst-case stress
- Optimize back to polyester where margins allow
This approach balances:
- Performance
- Cost
- Supply stability
J) Real-World Sourcing Insight
From factory-side experience, including projects handled by SzoneierFabrics, a common and successful pattern emerges:
Many industrial clients begin with nylon prototypes to establish performance ceilings—especially for abrasion and tear resistance. Once those limits are understood, designs are refined and often shifted back toward polyester-based constructions, using weave density, coatings, or localized reinforcement to meet requirements more efficiently.
This avoids unnecessary material cost while preserving durability where it actually matters.
Polyester vs Nylon Is a Stress Question, Not a Status Question
Polyester and nylon are both excellent industrial fibers—but for different reasons.
- Choose polyester when stability, UV resistance, moisture control, chemical resistance, and long-term shape retention matter most.
- Choose nylon when abrasion, impact, tearing, and dynamic load absorption dominate the use case.
The wrong choice is not picking one over the other. The wrong choice is ignoring how the fabric will actually be stressed, over time, at scale.
In modern industrial sourcing, the smartest material decisions are not about fiber prestige. They are about predictable behavior, controlled risk, and honest alignment with real-world use.
4. What are aramid fabrics, and where are they used for heat and protection?

Aramid fabrics occupy a very specific position in the textile world. They are not designed for everyday durability, comfort, or cost efficiency. They exist for one reason only: to protect people, equipment, and systems in environments where failure has serious consequences. When exposure to heat, flame, cutting forces, or extreme mechanical stress is unavoidable, conventional synthetic fabrics such as polyester or nylon reach their limits. Aramids are engineered precisely for that gap.
In industrial sourcing, aramid fabrics are rarely the starting point. They are introduced only after risk analysis shows that standard materials cannot provide an acceptable safety margin. This is why aramids are closely associated with protective clothing, aerospace, energy infrastructure, and emergency response. Their value is not measured in comfort or aesthetics, but in performance under extreme conditions.
Aramid fabrics are not chosen to make products better. They are chosen to prevent catastrophic failure.
Understanding Aramid Types and Applications
To understand where and why aramid fabrics are used, it is essential to separate fiber chemistry, performance behavior, and system-level design. Aramids are not a single material category, but a family of fibers with distinct strengths and limitations.
A) Two Main Aramid Families—and Why They Differ
Aramid fibers are aromatic polyamides. Their molecular structure creates exceptional thermal and mechanical stability, but different configurations lead to different performance profiles.
| Type | Common Use | Core Strength |
|---|---|---|
| Meta-aramid | Heat & flame protection | Thermal stability |
| Para-aramid | Ballistic & cut resistance | Extreme strength |
Meta-Aramid: Thermal and Flame Stability First
Meta-aramid fibers are engineered primarily for heat and flame resistance, not for maximum strength. Their molecular structure resists thermal degradation and does not melt when exposed to high temperatures.
Key characteristics include:
- Stable performance at elevated temperatures
- Inherent flame resistance (no chemical treatment required)
- Low heat shrinkage
- Predictable behavior under thermal stress
Meta-aramids are widely used where heat exposure is continuous or unpredictable, such as industrial furnaces, electrical arc environments, and firefighting applications.
Para-Aramid: Strength and Impact Resistance
Para-aramid fibers are engineered for exceptional tensile strength and energy absorption. They are several times stronger than steel by weight and excel at resisting cutting, tearing, and ballistic forces.
Key characteristics include:
- Extremely high tensile strength
- Outstanding cut and abrasion resistance
- High modulus (low stretch under load)
Para-aramids are selected where mechanical hazards dominate, such as sharp edges, high-speed impact, or ballistic threats.
Why Aramids Are Often Combined
In many real-world applications, hazards are not isolated. Heat exposure and mechanical risk often coexist. For this reason, aramid fabrics are frequently:
- Blended (meta + para fibers)
- Layered with different aramid constructions
- Combined with other technical materials
This allows designers to tailor protection precisely to the risk profile.
B) Performance Characteristics That Justify the Cost
Aramid fabrics are expensive compared to conventional synthetics. Their use must be justified by performance characteristics that cannot be replicated through coatings or finishes.
| Property | Aramid Performance |
|---|---|
| Heat resistance | Excellent |
| Flame resistance | Inherent |
| Tensile strength | Extremely high |
| Melting point | Does not melt (chars) |
Inherent Protection vs Applied Protection
One of the most important distinctions is that aramid protection is built into the fiber itself.
- Aramid fibers do not melt or drip under heat
- They form a stable char layer that slows heat transfer
- Flame resistance does not wash out or degrade
By contrast, many conventional fabrics rely on:
- Flame-retardant coatings
- Chemical treatments
- Laminated layers
These can wear off, crack, or fail unevenly over time. In high-risk environments, inherent protection is far more reliable.
Mechanical Performance Under Stress
Para-aramids exhibit:
- Very high tear resistance
- Exceptional cut resistance
- Minimal elongation under load
This makes them ideal for applications where sudden mechanical failure would cause injury.
C) Typical Industrial Applications
Aramid fabrics are never used casually. Their applications are driven by formal risk assessment, safety standards, and regulatory requirements.
| Industry | Application |
|---|---|
| Manufacturing | Heat-resistant gloves, sleeves |
| Energy | Arc-flash protection, cable covers |
| Aerospace | Fire barriers, insulation layers |
| Emergency services | Firefighter and rescue apparel |
Manufacturing and Heavy Industry
In metalworking, glass production, and foundries, workers face:
- Radiant heat
- Molten material splashes
- Sharp metal edges
Aramid fabrics are used in:
- Protective gloves
- Sleeves and aprons
- Heat shields
These applications demand both thermal resistance and mechanical durability.
Energy and Electrical Infrastructure
In power generation and electrical maintenance, arc flashes can release:
- Extreme heat
- Intense light
- Molten metal particles
Meta-aramid fabrics are widely used in arc-rated garments because they:
- Do not ignite
- Do not melt onto skin
- Maintain integrity during exposure
Here, aramid performance is directly linked to worker survival.
Aerospace and Transportation
Aerospace applications prioritize:
- Flame resistance
- Low smoke generation
- Structural integrity under heat
Aramid fabrics are used as:
- Fire barriers
- Thermal insulation layers
- Reinforcement fabrics
Weight efficiency is critical, and aramids offer protection without excessive mass.
Emergency and Protective Services
Firefighters and emergency responders rely on aramid-based systems for:
- Thermal insulation
- Flame resistance
- Cut and abrasion protection
These garments are engineered as multi-layer systems, with aramids forming the core protective structure.
D) Limitations That Matter in Sourcing
Despite their performance, aramid fabrics are not universally suitable. Their limitations must be understood to avoid misuse.
| Limitation | Impact |
|---|---|
| Cost | High |
| UV sensitivity | Requires protection |
| Flexibility | Lower than nylon |
| Processing | Specialized |
Cost and Over-Specification Risk
Aramid fibers are expensive to produce and process. Using them where risk does not justify protection leads to:
- Unnecessary material cost
- Higher manufacturing complexity
- Limited supplier options
This is why experienced sourcing teams treat aramid as a last resort, not a default upgrade.
UV Sensitivity
Aramids can degrade under prolonged UV exposure. In outdoor applications, they often require:
- UV-protective outer layers
- Coatings or covers
- Layered constructions
Ignoring UV exposure can significantly reduce service life.
Handling and Processing Constraints
Aramid fabrics are:
- Harder to cut
- More abrasive on tools
- Less forgiving during sewing
Factories must have:
- Appropriate machinery
- Skilled operators
- Experience with technical textiles
Without this, defect rates increase.
E) Aramid as Part of a System, Not a Standalone Fabric
One of the most common sourcing mistakes is treating aramid like a direct substitute for polyester or nylon. In reality, aramid fabrics perform best when engineered into a system.
Typical system designs include:
- Aramid core layers with outer protective shells
- Hybrid constructions combining aramid with conventional synthetics
- Reinforcement panels placed only in high-risk zones
This approach:
- Controls cost
- Maintains flexibility
- Focuses protection where it is actually needed
F) When Aramid Is Not the Right Choice
Most industrial products do not need aramid protection. Situations where aramid is usually unnecessary include:
- General abrasion resistance
- Moderate heat exposure
- Standard outdoor durability
- Consumer-facing products without safety risk
In these cases, polyester, nylon, or coated fabrics provide better cost–performance balance.
G) Practical Sourcing Perspective
From real-world industrial development experience, including projects evaluated by manufacturers such as SzoneierFabrics, aramid is typically introduced only after:
- Polyester fails abrasion or heat testing
- Nylon fails cut or flame resistance
- Coatings prove unreliable or short-lived
When specified correctly, aramid fabrics dramatically improve safety margins. When specified prematurely, they inflate cost without solving real problems.
H) Testing and Validation Before Commitment
Because of cost and complexity, aramid fabrics should always be validated through:
- Application-specific testing
- Heat and flame exposure simulation
- Mechanical stress testing
Generic specifications are insufficient. Performance must be proven under actual use conditions.
Aramid Is About Risk, Not Preference
Aramid fabrics exist to solve problems that other textiles cannot. They are not premium materials in the traditional sense—they are protective technologies.
They are used when:
- Heat exposure threatens safety
- Flames must not propagate
- Mechanical failure could cause injury
They are avoided when:
- Risks are moderate
- Performance can be achieved through simpler materials
- Cost and flexibility matter more than extreme protection
In industrial sourcing, the smartest teams do not ask: “Can we use aramid?”
They ask: “What happens if this fabric fails—and how severe are the consequences?”
When the answer involves safety, liability, or irreversible damage, aramid fabrics justify their place. When it does not, simpler synthetics remain the better choice.
Aramid is not a fabric of convenience. It is a fabric of responsibility.
5. Which coated and laminated synthetic fabrics matter most, and where are they used?

In modern industrial textiles, base fibers rarely work alone. Polyester and nylon provide mechanical strength, but it is coatings and laminations that ultimately define how a fabric performs against water, air, oil, abrasion, chemicals, pressure, and temperature extremes. In many real products, failure is not caused by the fiber choice, but by an inappropriate or poorly specified coating system.
Coated and laminated fabrics are therefore not an optional upgrade—they are a functional necessity in sectors such as bags, logistics, construction, outdoor equipment, medical textiles, and industrial enclosures. A wrong coating choice can lead to cracking, delamination, regulatory rejection, or premature failure, even when the base fabric itself meets all strength requirements. PU, PVC, and TPU are the most widely used coating and lamination systems in industrial textiles. PU balances flexibility and cost, PVC delivers maximum barrier and durability in harsh environments, and TPU provides premium elasticity, transparency, and regulatory performance. The correct choice depends on exposure conditions, mechanical stress, lifecycle expectations, and compliance requirements—not trend preference.
Understanding Coated Synthetics Beyond the Surface
To source coated fabrics correctly, it is critical to separate three technical decisions that are often mistakenly combined:
- Base fabric (polyester or nylon, weave, density)
- Coating or lamination material (PU, PVC, TPU, etc.)
- Application parameters (thickness, adhesion, curing, structure)
Most sourcing failures happen because buyers specify only the coating type, without controlling how it is engineered and applied.
PU (Polyurethane) Coated Fabrics: The Balanced Solution
PU coatings are among the most widely used systems in industrial textiles because they offer a balanced combination of waterproofing, flexibility, weight control, and cost efficiency. They perform especially well in products that must bend, fold, compress, or be stitched repeatedly without surface cracking.
| Attribute | Performance |
|---|---|
| Waterproofing | Good–Excellent |
| Flexibility | High |
| Weight | Light |
| Cost | Medium |
| Cold resistance | Good |
PU coatings form a thin, elastic film that bonds effectively to both polyester and nylon substrates. This allows fabrics to retain softness and drape while still achieving functional water resistance.
Typical applications include backpacks, industrial bags, soft protective covers, and collapsible enclosures—products where movement and handling are unavoidable.
However, PU is not designed for continuous heavy abrasion or aggressive chemical exposure. In such conditions, thin PU layers may wear through faster than expected, which is why coating weight and formulation matter as much as the material name itself.
PVC Coated Fabrics: Durability First
PVC-coated fabrics are heavier, stiffer, and more robust than PU-coated alternatives. While environmental pressure has reduced their use in some consumer categories, PVC remains dominant in applications where long-term abuse and exposure are unavoidable.
| Attribute | Performance |
|---|---|
| Waterproofing | Excellent |
| Chemical resistance | Excellent |
| Abrasion resistance | Very high |
| Flexibility | Lower |
| Environmental profile | Weak unless modified |
PVC coatings create a thick, continuous barrier that performs exceptionally well outdoors and in industrial environments. They are commonly used in tarpaulins, truck covers, construction barriers, and industrial curtains.
The trade-offs are clear: higher weight, reduced flexibility—especially in cold climates—and increasing regulatory scrutiny. PVC is rarely chosen for subtle or lightweight products, but where durability is the priority, alternatives still struggle to match it.
TPU Laminated Fabrics: Premium Performance and Compliance
TPU (Thermoplastic Polyurethane) laminations sit at the high-performance end of coated synthetics. Unlike liquid coatings, TPU is often applied as a pre-formed film that is laminated to the base fabric under controlled conditions.
| Attribute | Performance |
|---|---|
| Elasticity | Excellent |
| Transparency | High |
| Chemical safety | Strong |
| Cost | High |
| Process control | Critical |
TPU combines elasticity, abrasion resistance, and chemical safety in a way that few other systems can. It is increasingly specified for medical textiles, inflatable structures, protective industrial bags, and products sold into tightly regulated markets.
The downside is sensitivity. TPU laminations require precise temperature control, compatible base fabrics, and strong adhesion management. When processed poorly, delamination and seam weakness can occur.
Coating Thickness and Adhesion: The Hidden Variables
Two fabrics described as “PU-coated” or “PVC-coated” can behave completely differently in real use. The difference is usually not the coating material, but how it is applied.
| Variable | Why It Matters |
|---|---|
| Coating thickness | Waterproof rating and wear life |
| Adhesion strength | Delamination resistance |
| Application method | Coating consistency |
| Base fabric | Overall structural durability |
Increasing coating thickness improves waterproofing and abrasion resistance but can reduce flexibility and sewing performance. Over-specification often creates new issues instead of solving real ones.
Adhesion strength is even more critical. Poor bonding between coating and fabric is one of the most common failure modes in bulk production, regardless of coating type.
Lamination Structures vs Direct Coating
Not all coated fabrics are constructed the same way. Common approaches include:
- Direct coating: liquid coating applied directly to fabric
- Transfer coating: coating applied to a carrier and then bonded
- Film lamination: pre-formed film laminated to fabric
Each method affects durability, consistency, cost, and repairability. Film laminations, commonly used with TPU, provide excellent uniformity but require tighter process control.
Matching Coatings to Real Exposure Conditions
Effective coating selection starts with defining real exposure, not theoretical performance.
Key questions include:
- Will the fabric face constant abrasion or occasional contact?
- Is exposure to oils, fuels, or chemicals expected?
- Must flexibility be maintained in cold conditions?
- Are there chemical safety or recyclability regulations?
A foldable industrial bag, for example, benefits from PU or TPU, while a construction tarp demands PVC. Medical or regulated products increasingly favor TPU.
Coatings and Sustainability Trade-Offs
From a sustainability perspective, coatings complicate end-of-life options. PVC is difficult to recycle, PU varies widely by formulation, and TPU offers better chemical safety but higher cost.
In practice, durability often outweighs recyclability. A coated fabric that lasts twice as long may have a lower total environmental impact than a “greener” alternative that fails early.
Common Sourcing Mistakes With Coated Fabrics
Frequent errors include:
- Specifying only “PU” or “PVC” without numeric parameters
- Testing base fabric but not the coated structure
- Ignoring flex, cold-crack, or adhesion testing
- Assuming compliance based on material name alone
Most coated fabric failures are specification failures, not manufacturing defects.
Practical Sourcing Insight
From factory-side experience at SzoneierFabrics, coating selection is rarely finalized at concept stage. It is refined through prototyping and use-condition simulation.
Small adjustments—such as modifying coating weight, changing adhesion primers, or switching from direct coating to lamination—often solve performance issues more effectively than changing the base fiber.
In industrial textiles, fibers provide strength, but coatings define function. Water resistance, chemical durability, flexibility, abrasion behavior, and compliance are all driven by surface engineering.
- PU excels where balance and flexibility matter
- PVC dominates harsh, abusive environments
- TPU leads where performance, safety, and regulation intersect
The most important sourcing question is not “Is this polyester or nylon?” but:
“What does this fabric need to resist—and for how long?”
When coatings are selected based on real exposure rather than assumptions, coated and laminated fabrics become a competitive advantage rather than a sourcing risk.
6. How are nonwoven synthetic fabrics used in industrial, medical, and filtration applications?

Nonwoven synthetic fabrics follow a fundamentally different design logic from woven or knitted textiles. Instead of relying on yarns interlaced into an ordered structure, nonwovens are made by forming fiber webs and bonding them mechanically, thermally, or chemically. This structural difference allows nonwovens to be engineered for specific functional outcomes—filtration efficiency, hygiene control, insulation performance, barrier protection, or cost efficiency—rather than traditional textile strength or appearance.
In industrial reality, nonwovens are not a “cheaper alternative” to woven fabrics. They are purpose-built materials optimized for applications where repeatability, single-use performance, or controlled permeability matters more than long-term tensile durability. This is why nonwovens dominate medical disposables, filtration systems, hygiene products, construction membranes, and automotive interiors.
Featured answer: Nonwoven synthetic fabrics—most commonly polypropylene (PP) and polyester (PET)—are used where filtration performance, hygiene, insulation, and process efficiency outweigh aesthetic or long-term mechanical requirements. Their dominance in medical, filtration, packaging, and protective industries comes from their ability to be engineered precisely for function, scale, and regulatory compliance.
Why Nonwovens Are Indispensable in Modern Industry
The importance of nonwovens is best understood by recognizing what they do differently. Nonwovens allow engineers to control fiber diameter, orientation, density, and bonding method independently. This enables performance tuning that is difficult—or impossible—with woven structures.
Instead of asking, “How strong is this fabric?” nonwoven applications ask:
- How efficiently does it filter particles?
- How evenly does it distribute airflow?
- How well does it block fluids or bacteria?
- How consistently can it be produced at scale?
These questions define entire industries.
Common Nonwoven Structures and What They Do Best
Different nonwoven structures are created using distinct production technologies, each optimized for specific functional priorities.
| Structure | Key Strength |
|---|---|
| Spunbond | Strength, dimensional stability |
| Meltblown | High filtration efficiency |
| SMS / SMMS | Barrier protection + breathability |
| Needle-punched | Thickness, insulation, cushioning |
Spunbond nonwovens use continuous filaments laid randomly and thermally bonded, resulting in relatively high strength and stability. Meltblown nonwovens, by contrast, use extremely fine fibers—often in the micron range—creating dense webs capable of capturing very small particles.
Multi-layer composites such as SMS (Spunbond–Meltblown–Spunbond) combine these strengths: outer layers provide durability, while inner meltblown layers deliver filtration or barrier performance. This layered approach explains why SMS materials are ubiquitous in medical gowns and masks.
Material Choices: PP vs PET Nonwovens
While structure defines performance direction, fiber material defines environmental resistance, temperature tolerance, and long-term stability.
| Property | PP Nonwoven | PET Nonwoven |
|---|---|---|
| Weight | Lighter | Heavier |
| Chemical resistance | Excellent | Good |
| Heat resistance | Lower | Higher |
| Dimensional stability | Moderate | High |
| Recyclability | Good | Good |
Polypropylene dominates medical, hygiene, and disposable protective products because it is lightweight, chemically inert, and cost-efficient. It also bonds well in thermal processes, making it ideal for high-speed production lines.
Polyester nonwovens, on the other hand, offer superior heat resistance and dimensional stability. They are favored in filtration media, insulation, automotive interiors, and construction applications where temperature exposure and long-term structural integrity matter.
The choice between PP and PET is rarely ideological—it is driven by process temperature, exposure conditions, and expected service life.
Industrial Application Breakdown
Nonwoven synthetic fabrics appear across a wide range of industries, often in roles that are invisible to end users but critical to system performance.
| Industry | Typical Nonwoven Use |
|---|---|
| Medical | Masks, gowns, drapes, caps |
| Filtration | Air, liquid, dust filters |
| Packaging | Protective liners, cushioning |
| Construction | Geotextiles, roofing membranes |
| Automotive | Acoustic insulation, thermal layers |
In medical environments, nonwovens are valued for sterility control, breathability, and disposability. In filtration, they are engineered to capture particles at specific micron thresholds while maintaining airflow efficiency.
In construction and automotive sectors, nonwovens serve as functional layers—separating, reinforcing, insulating, or damping—rather than visible surfaces.
Performance Metrics That Matter for Nonwovens
Evaluating nonwovens requires a different testing mindset than woven fabrics. Traditional tensile strength is often secondary to functional performance metrics.
| Metric | Why It Matters |
|---|---|
| Basis weight (GSM) | Coverage, cost, consistency |
| Air permeability | Breathability, filtration balance |
| Filtration efficiency | Particle capture performance |
| Burst strength | Handling and installation durability |
| Thickness recovery | Cushioning and insulation behavior |
For example, a filtration nonwoven may have modest tensile strength but exceptional particle capture efficiency. A medical gown material must balance barrier performance with air permeability to maintain user comfort.
Over-specifying tensile strength in these cases adds cost without improving real-world performance.
Filtration Applications: Precision Over Strength
In filtration, nonwovens are engineered to achieve specific pore sizes and fiber distributions. Meltblown and electrostatically charged nonwovens are particularly effective at capturing fine particles without excessive airflow resistance.
Key filtration considerations include:
- Particle size target (micron range)
- Pressure drop across material
- Resistance to moisture or oils
- Stability under continuous airflow
PET nonwovens are often chosen for high-temperature or industrial filtration, while PP meltblown dominates disposable respirators and medical masks.
Medical and Hygiene Applications: Consistency Is Everything
Medical nonwovens operate under strict regulatory frameworks. Performance must be repeatable, documented, and traceable.
Critical requirements include:
- Consistent basis weight
- Verified bacterial filtration efficiency (BFE)
- Controlled breathability
- Chemical safety compliance
In these applications, process control outweighs raw fiber quality. A stable production line with tight tolerances consistently outperforms lower-cost suppliers with wider variation, even when using the same polymer.
Construction and Geotextiles: Durability Without Weaving
Needle-punched nonwovens are widely used in construction as geotextiles for separation, drainage, and reinforcement.
Their value lies in:
- High thickness and porosity
- Resistance to rot and chemicals
- Ability to distribute load evenly
Unlike woven fabrics, these nonwovens do not rely on yarn intersections, making them less prone to catastrophic tearing under uneven stress.
Process Control: The Real Quality Driver
In nonwoven production, process stability defines quality more than fiber origin. Variables such as extrusion temperature, air flow, bonding pressure, and line speed directly affect performance.
This explains why two nonwovens with the same GSM and material can behave very differently in use.
From factory-side experience at SzoneierFabrics, the most reliable nonwoven sourcing outcomes come from suppliers who:
- Maintain narrow GSM tolerances
- Document line parameters
- Control batch-to-batch variation tightly
Cheaper production often shows up later as inconsistent filtration, uneven breathability, or unpredictable handling behavior.
Sustainability Considerations in Nonwovens
Nonwovens raise unique sustainability questions because many are designed for single-use. However, sustainability impact must be evaluated realistically.
Key factors include:
- Material choice (PP vs PET)
- Weight optimization
- Functional lifespan
- Disposal or recycling pathways
Reducing basis weight while maintaining performance often delivers greater environmental benefit than switching materials without performance validation.
In filtration and medical uses, performance failure carries higher environmental and human cost than material footprint alone.
Common Misconceptions About Nonwovens
Several persistent myths distort sourcing decisions:
- “Nonwovens are weak” → strength is application-specific
- “Disposable means low quality” → precision engineering is often higher
- “Material choice determines everything” → process control matters more
Understanding nonwovens requires shifting away from apparel-centric thinking toward system-level performance.
Nonwoven synthetic fabrics are not substitutes for woven textiles—they are a different material class entirely, optimized for filtration, hygiene, insulation, and functional control.
- PP nonwovens dominate disposable, medical, and hygiene markets
- PET nonwovens excel in filtration, insulation, and high-temperature environments
- Structure and process control matter more than fiber labels
- Performance metrics must reflect real use, not traditional textile benchmarks
In industrial, medical, and filtration applications, nonwovens succeed because they are engineered for exact purpose, not general use. When specified correctly, they deliver reliability, scalability, and performance that woven fabrics simply cannot replicate.
7. What performance tests should you run for industrial synthetic fabrics?

Industrial synthetic fabrics are chosen for what they survive, not how they look when they leave the factory. In real applications—bags, covers, protective gear, industrial enclosures, or technical components—failure rarely comes from appearance. It comes from repeated stress, environmental exposure, and structural fatigue that was never properly simulated during development.
A common sourcing mistake is treating fabric testing as a documentation exercise: collecting reports to satisfy procurement checklists or customer requests. Effective testing does the opposite. It starts by asking how the fabric could realistically fail, then builds a test program around those risks. The most important performance tests for industrial synthetic fabrics include tensile and tear strength, abrasion resistance, seam slippage, UV and environmental aging, barrier performance (water or air), and application-specific tests such as flame or chemical resistance. The correct test set is driven by end use, exposure conditions, and construction details—not by generic standards alone.
Building a Use-Driven Test Matrix That Actually Works
Industrial fabrics operate under very different stress profiles. A backpack shell, a truck cover, and a medical enclosure may all use polyester or nylon—but the dominant failure modes are completely different. Testing must reflect those realities.
The goal of a good test plan is not to prove that a fabric is “strong,” but to understand:
- Where stress concentrates
- How damage initiates
- How failure progresses over time
Mechanical Durability: Load, Wear, and Seams
Mechanical testing answers a simple question: what happens when the fabric is pulled, scraped, stitched, or stressed repeatedly?
| Test | Why It Matters | Typical Interpretation |
|---|---|---|
| Tensile strength | Overall load capacity | Relevant for panels and straps |
| Tear strength | Damage propagation | Critical at edges and corners |
| Abrasion (Martindale) | Surface wear life | 20k–50k cycles for heavy use |
| Seam slippage | Stitch-zone stability | Indicates real assembly risk |
Tensile strength is often overemphasized. A fabric can have impressive tensile numbers yet fail quickly once a small cut or puncture forms. For many industrial products—especially bags, covers, and soft enclosures—tear strength is the real limiting factor.
Seam slippage deserves special attention. It rarely shows up during sampling, yet it is one of the most common reasons products fail after weeks of use. Testing seam slippage on actual stitched samples, using the same thread, needle, and seam allowance as production, reveals risks that flat fabric tests miss entirely.
Abrasion Testing: Reading the Numbers Correctly
Abrasion results are often misunderstood or misused. Higher numbers are not automatically better—they are only meaningful when aligned with real use.
| Abrasion Cycles | Practical Meaning |
|---|---|
| <10,000 | Light or decorative use |
| 10,000–20,000 | Moderate daily handling |
| 20,000–40,000 | Heavy daily use |
| >50,000 | Extreme durability requirements |
A lining fabric rarely needs the same abrasion resistance as an outer shell. Over-specifying abrasion increases cost, weight, and stiffness without improving customer experience. The key is matching abrasion performance to contact frequency and pressure, not chasing maximum values.
Environmental Resistance: What Nature Does to Fabric
Many industrial failures are environmental, not mechanical. Synthetic fabrics may be strong, but sunlight, heat, cold, and moisture quietly degrade them over time.
| Exposure | Relevant Test | Risk if Ignored |
|---|---|---|
| UV exposure | UV aging | Fiber embrittlement, fading |
| Heat | Thermal aging | Coating cracks, shrinkage |
| Cold | Low-temperature flex | Brittle failure |
| Moisture | Absorption / hydrostatic | Leakage, mold |
Outdoor products often fail due to combined stress: UV exposure followed by flexing, or moisture followed by freezing. Single-factor tests can underestimate this risk.
For coated fabrics, UV aging frequently exposes adhesion problems. The coating may remain intact visually, but micro-cracks or bond failure appear after exposure—issues that only surface once products are already in the field.
Barrier and Breathability Performance
For coated or laminated synthetic fabrics, barrier behavior often matters more than strength.
| Property | Test Method | Typical Application |
|---|---|---|
| Waterproofing | Hydrostatic head | Bags, covers, enclosures |
| Air permeability | Air flow tests | Ventilation panels |
| Vapor transmission | MVTR | Comfort layers |
Barrier tests must be conducted after final coating or lamination, not on the base fabric. Printing, heat setting, or secondary coatings can significantly change results.
It is also critical to understand trade-offs. Increasing waterproof rating often reduces breathability. Testing helps determine where the balance should sit for a given product.
UV Aging: The Most Underestimated Test
UV exposure quietly degrades synthetic fibers and coatings. Polyester performs better than nylon, but neither is immune.
UV aging tests reveal:
- Loss of tensile and tear strength
- Increased brittleness
- Color and surface degradation
- Coating chalking or cracking
Many sourcing programs skip UV testing for cost or speed reasons—only to face premature failures after one season of outdoor use. For any product exposed to sunlight, UV aging should be treated as non-optional.
Flame, Chemical, and Specialty Tests
Not every industrial fabric needs advanced testing—but when it does, skipping it is catastrophic.
| Application Scenario | Required Test |
|---|---|
| Heat or spark exposure | Flame resistance |
| Industrial chemicals | Chemical splash resistance |
| Electrical environments | Arc resistance |
| Medical use | Biocompatibility / safety |
These tests are application-triggered, not default requirements. The mistake is either ignoring them entirely or specifying them unnecessarily, driving up cost without value.
Aging and Fatigue: Predicting Long-Term Behavior
Short-term tests cannot predict how fabrics behave after months or years of use. Aging tests compress time.
Key aging indicators include:
- Strength retention percentage
- Change in flexibility
- Increase in shrinkage
- Loss of barrier performance
A fabric that loses 5–10% strength after aging may be acceptable. One that loses 30% is a future failure waiting to happen.
Trend analysis matters more than absolute numbers.
Why Testing Must Include Finished Construction
One of the most common sourcing errors is testing raw fabric only, then assuming results apply to the finished product.
In reality, performance changes after:
- Printing or branding
- Coating or lamination
- Stitching and seam formation
- Bonding to foam or other layers
Testing must reflect the final structure, not the material in isolation.
Interpreting Results: Numbers vs Failure Modes
Two fabrics may pass the same test with similar numbers—but fail differently in use.
| Failure Mode | Practical Risk |
|---|---|
| Progressive wear | Predictable maintenance |
| Sudden tearing | High return risk |
| Delamination | Structural failure |
| Brittleness | Cold-weather breakage |
Understanding how a fabric fails is often more valuable than knowing when it fails.
Common Testing Mistakes to Avoid
Frequent pitfalls include:
- Using apparel standards for industrial products
- Treating lab results as guarantees
- Skipping re-tests after process changes
- Testing samples but not bulk production
Testing should evolve with the product—not remain static.
Practical Factory-Side Insight
From production experience at SzoneierFabrics, many performance issues are resolved before bulk production by running targeted prototype tests. Small roll trials reveal seam, coating, or aging weaknesses early—when design changes are still inexpensive.
In contrast, retesting finished goods is slow, costly, and often too late to prevent launch delays.
Performance testing for industrial synthetic fabrics is not about building the longest checklist. It is about matching tests to real stress, understanding failure behavior, and validating the finished construction—not just the raw material.
The strongest sourcing programs:
- Start with use conditions, not standards
- Focus on dominant failure modes
- Test finished structures, not assumptions
- Interpret trends, not just pass/fail
When testing mirrors reality, synthetic fabrics stop being a risk—and start becoming a reliable engineering component rather than an unpredictable variable.
8. How do you source reliable custom synthetic fabrics in 2026?


By 2026, sourcing custom synthetic fabrics is no longer about simply finding a supplier that can produce polyester or nylon yardage. Most factories can do that. The real challenge is finding a partner that understands engineering trade-offs, controls variation at scale, and can translate performance requirements into stable bulk production.
Modern sourcing failures rarely come from an inability to manufacture. They come from misalignment—between design intent and material behavior, between samples and bulk, or between marketing claims and real performance. As synthetic fabrics become more specialized, sourcing has become a systems exercise rather than a price comparison.
Featured answer: Reliable custom synthetic fabric sourcing in 2026 starts with defining performance targets clearly, locking technical specifications early, validating decisions through targeted sampling, and maintaining in-process quality control. Factories with in-house development capability, transparent testing data, and flexible MOQs consistently reduce risk and shorten time to market.
A Sourcing Framework That Actually Works in Practice
Successful sourcing follows a repeatable logic. It prioritizes clarity, control, and validation over speed alone. The strongest programs treat synthetic fabrics as engineered components, not interchangeable commodities.
Define Performance First, Materials Second
One of the most common mistakes buyers still make is specifying materials before defining use conditions. Saying “600D polyester with PU coating” is not a performance definition—it is an assumption.
| Step | Why It Matters |
|---|---|
| Define use conditions | Prevents over- or under-specification |
| Identify dominant stress | Guides test selection |
| Set failure thresholds | Enables objective decisions |
| Select fiber & coating | Informed, not habitual |
Key questions to answer early include:
- Where will the fabric experience the most stress?
- Is failure gradual or sudden?
- What conditions will accelerate wear (UV, moisture, friction, heat)?
When performance comes first, material choices become logical rather than ideological.
Lock Specifications Early—and Precisely
Once a direction is validated, specifications must be locked tightly. Ambiguity at this stage is the number-one cause of sample-to-bulk mismatch.
| Specification Item | Must Be Clearly Defined |
|---|---|
| Base fiber & denier | Strength, weight, consistency |
| Fabric construction | Dimensional stability |
| Coating or lamination | Barrier and durability |
| Coating weight & method | Performance repeatability |
| Tolerances | Acceptable variation |
Statements like “similar quality” or “same as sample” are not specifications. Reliable sourcing depends on measurable parameters, not visual agreement.
Use Sampling as a Decision Tool, Not a Formality
Sampling should answer questions—not just confirm aesthetics. In 2026, the most effective teams use sampling to compare options, not validate a single assumption.
Best practices include:
- Running parallel samples (polyester vs nylon, PU vs TPU)
- Stress-testing samples beyond normal use
- Adjusting coating weight or structure before scale-up
Low-MOQ development sampling allows teams to learn quickly without committing inventory or timelines too early.
Sampling that only checks color and hand feel misses most real risks.
Understand Where Reliability Really Comes From
Many buyers focus heavily on certificates or machinery lists. In practice, reliability comes from process discipline and transparency.
Key indicators of a reliable synthetic fabric supplier include:
- Willingness to explain trade-offs honestly
- Ability to modify constructions, not just quote them
- Consistent test data across batches
- Clear answers when something is not suitable
A factory that pushes back on unrealistic specs is often safer than one that says yes to everything.
Quality Control Checkpoints That Reduce Surprises
Testing validates design intent. Inspection controls execution. You need both.
| Stage | Control Focus |
|---|---|
| Incoming material | Fiber and batch consistency |
| In-process | Coating thickness and adhesion |
| Mid-production | Shade and structural drift |
| Pre-shipment | Measured + visual checks |
Inspection is not about rejecting goods—it is about catching deviation early, when correction is still possible.
Experienced sourcing teams treat inspection data as feedback, not judgment.
Why In-House Development Capability Matters More Than Capacity
In 2026, capacity is rarely the bottleneck. Adaptability is.
Factories with in-house development teams can:
- Tune coating formulations
- Adjust weave density without re-sourcing yarn
- Troubleshoot performance issues quickly
- Provide meaningful test interpretations
This capability matters far more than owning more machines. It allows sourcing programs to respond to real-world feedback instead of restarting from scratch.
Managing Cost, Lead Time, and Customization Together
Custom synthetic fabrics always involve trade-offs. The mistake is trying to optimize everything at once.
| Priority | Typical Trade-Off |
|---|---|
| Lowest cost | Reduced spec flexibility |
| Fastest lead time | Limited customization |
| Deep customization | Longer development cycle |
Strong sourcing decisions align these trade-offs with market reality, not internal wish lists.
For many products, “good and stable” outperforms “perfect but fragile.”
Transparency Beats Complexity
One of the clearest trends in 2026 sourcing is a shift away from overly complex constructions that are difficult to explain, test, or reproduce.
Simpler, well-documented structures often deliver:
- Better bulk consistency
- Fewer disputes
- Faster scaling
- Lower long-term risk
Transparency—in materials, processes, and limits—builds more reliability than layered complexity.
Practical Factory-Side Insight
From real project experience at SzoneierFabrics, the most successful custom synthetic fabric programs share a pattern:
- Performance targets are defined early
- Specifications are locked numerically
- Sampling compares options, not assumptions
- Testing and inspection work together
- Suppliers are treated as technical partners
When these conditions are met, surprises largely disappear—even in complex or highly customized projects.
Synthetic Fabrics Are Engineered Systems
Industrial synthetic fabrics are not single decisions. They are systems where fiber, structure, coating, processing, testing, and inspection interact.
Most sourcing failures happen when one element is chosen in isolation.
The strongest sourcing strategies in 2026 are:
- Use-driven, not trend-driven
- Test-validated, not assumption-based
- Scalable, not sample-perfect
When sourcing decisions follow this logic, synthetic fabrics stop being a risk variable—and become a predictable, controllable part of product engineering rather than a recurring problem to manage.
Ready to develop custom synthetic fabrics with confidence?
SzoneierFabrics is a China-based fabric R&D and manufacturing partner with long-term experience in polyester, nylon, coated synthetics, nonwovens, and specialty industrial textiles. With free design support, low MOQ customization, fast sampling, free samples, and short lead times, the team helps turn performance requirements into stable, production-ready fabrics.
If you’re planning a new industrial application or upgrading an existing material, share your use case, performance targets, and timeline. Request a custom quotation or sample from SzoneierFabrics—and build your product on materials that are tested for the real world.


