 Skip to content
Skip to content 
Polyester fabric looks simple on the surface, but its journey from raw material to finished textile is one of the most engineered processes in the textile industry. Unlike natural fibers that rely on climate, harvest cycles, and agricultural variables, polyester is built molecule by molecule to deliver consistency, durability, and scalability. That is why it quietly supports everything from everyday apparel and bags to industrial covers, linings, and performance materials.
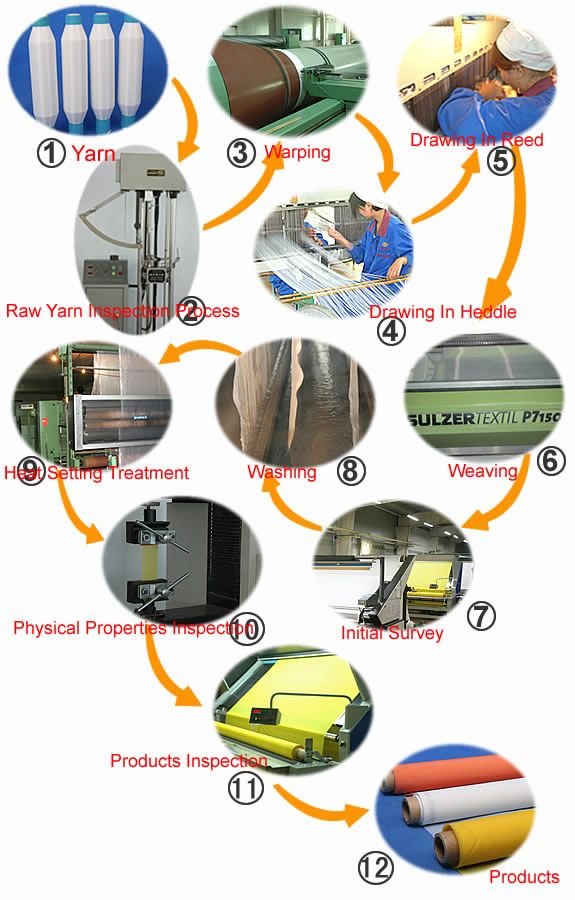
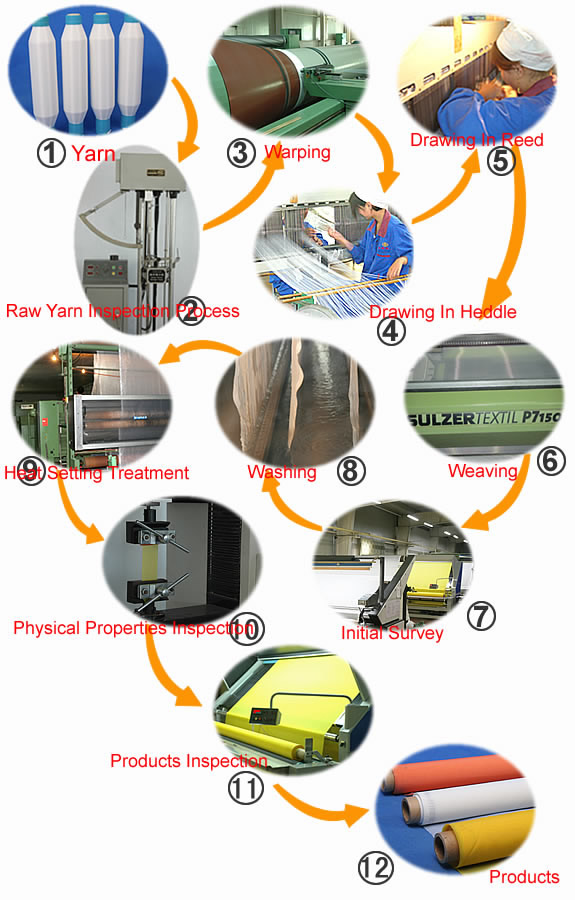
What many people don’t realize is that polyester fabric is not “made” in a single step. It is designed, synthesized, shaped, stretched, stabilized, dyed, and finished—each stage affecting how the final fabric feels, performs, and lasts. Polyester fabric is made by polymerizing petrochemical raw materials into PET pellets, melting and extruding them into filaments, transforming those filaments into yarn through drawing and texturing, and then converting yarn into fabric through weaving, knitting, or nonwoven processes. Final dyeing, finishing, and quality control steps determine durability, appearance, and end use.
Once you understand this chain—from pellets to textiles—you begin to see why two polyester fabrics can behave completely differently even if they look similar. In the sections below, we’ll walk through the entire process in clear, practical terms, explaining not just how polyester is made, but why each step matters.
1. What is polyester fabric, and how is it different from other fibers?

Polyester fabric is a synthetic textile made from long-chain polymers, most commonly polyethylene terephthalate (PET). Unlike cotton, wool, or linen—fibers that grow, mature, and vary depending on climate, soil, and harvest conditions—polyester is engineered. Its properties are designed at the molecular level and reproduced through controlled industrial processes.
That engineered nature is the single biggest difference between polyester and natural fibers. When produced under stable conditions, polyester fibers are remarkably consistent from batch to batch. Diameter, strength, elongation, and surface smoothness can all be specified and repeated. In contrast, no two cotton harvests or wool clips are exactly alike.
This repeatability explains why polyester has become the most widely used textile fiber in the world. It resists shrinking, recovers its shape after stretching, dries quickly, and holds dye exceptionally well. These traits are not incidental. They result directly from how polyester molecules are structured, aligned, and heat-set during manufacturing.
To understand polyester properly, it helps to look beyond the fabric surface and examine what is happening at the fiber level.
Understanding polyester at a fiber level
A) Polyester vs natural fibers: a structural difference
Natural fibers and polyester differ fundamentally in how they are formed.
| Fiber Type | Origin | Key Limitation |
|---|---|---|
| Cotton | Plant-based | Shrinkage, moisture retention |
| Wool | Animal-based | Cost, variability |
| Polyester | Synthetic polymer | Heat sensitivity |
Cotton fibers grow as hollow, twisted ribbons. Wool fibers grow as protein-based filaments with natural crimp and scales. Their properties depend heavily on biology: rainfall, temperature, soil nutrients, animal breed, and even seasonal timing.
Polyester, by contrast, is created through chemical polymerization. PET pellets are melted and extruded through spinnerets to form continuous filaments. These filaments are then stretched, cooled, and sometimes textured to achieve specific characteristics. Because every step is controlled, polyester fibers can be engineered for strength, softness, stiffness, or elasticity with far greater precision than natural fibers.
The trade-off is that polyester does not have the same tolerance for heat misuse. Where cotton scorches gradually, polyester softens and deforms—sometimes permanently—if overheated.
B) Molecular structure and why it matters
At the molecular level, polyester consists of long, repeating chains linked by ester bonds. These chains align during fiber drawing, creating a material that is:
- Strong relative to its weight
- Dimensionally stable
- Resistant to moisture-related swelling
Because the polymer chains are hydrophobic, polyester absorbs very little water. This property influences almost every aspect of its behavior—from drying speed to sewing characteristics.
Low moisture absorption means:
- Faster drying after washing
- Reduced microbial growth
- Less dimensional change when wet
It also means polyester does not “relax” the way cotton does. Tension introduced during sewing, pressing, or cutting tends to remain unless actively corrected.
C) Polyester vs nylon: why they’re not the same
Polyester and nylon are often grouped together as “synthetics,” but their chemistry and performance differ in important ways.
| Property | Polyester (PET) | Nylon (PA) |
|---|---|---|
| Water absorption | Very low | Moderate |
| UV resistance | Better | Weaker |
| Dimensional stability | High | Medium |
| Cost stability | Strong | More volatile |
Nylon absorbs more moisture, which makes it tougher and more elastic but also more dimensionally unstable. It can swell slightly when wet and degrade faster under UV exposure. Polyester’s lower moisture uptake gives it better shape retention and weather resistance, which is why it dominates outdoor apparel, bags, and home textiles.
From a manufacturing standpoint, polyester is also more cost-stable. Its raw materials and processing are less sensitive to short-term market fluctuations than nylon, making long-term supply planning easier.
D) Filament vs staple polyester fibers
Polyester can be produced in two primary fiber forms, each with different textile applications.
Filament polyester
- Continuous, smooth fibers
- High strength and uniformity
- Common in linings, satins, technical fabrics
Staple polyester
- Cut into short lengths
- Spun like cotton
- Used in blends and softer fabrics
Filament polyester emphasizes strength, smoothness, and durability. Staple polyester mimics the hand feel of natural fibers while retaining polyester’s stability. Many everyday fabrics use blends of staple polyester and cotton to balance comfort and performance.
E) Virgin vs recycled polyester
Not all polyester begins from the same source material.
| Type | Source | Key Note |
|---|---|---|
| Virgin polyester | Petrochemicals | Maximum consistency |
| Recycled polyester (rPET) | Bottles, waste | Lower footprint, variable quality |
Virgin polyester starts from refined petrochemical inputs, offering tight control over molecular weight and purity. This results in highly consistent fibers—an advantage for precision applications.
Recycled polyester (rPET) is made from post-consumer or post-industrial plastic waste, most commonly PET bottles. While the chemical structure is fundamentally the same, recycled inputs can introduce variability in color, viscosity, and contamination levels unless carefully processed.
Modern recycling technology has significantly narrowed the quality gap, but in high-spec applications, virgin polyester is still often preferred for its predictability.
F) Why polyester holds color so well
Polyester’s dye affinity is another result of its chemistry. Disperse dyes are absorbed into the fiber at high temperature, becoming physically trapped as the polymer cools.
This process results in:
- Excellent colorfastness
- Resistance to washing fade
- Resistance to UV-related color loss (relative to many natural fibers)
Once dyed, polyester does not release color easily because the dye is embedded within the fiber structure rather than merely coating the surface.
G) Polyester and finishing compatibility
Polyester’s smooth, stable surface makes it compatible with a wide range of finishes and coatings.
Common treatments include:
- Water repellency
- Stain resistance
- Anti-static finishes
- PU, PVC, or TPU coatings
- Mechanical or chemical texturing
Natural fibers often react unpredictably to such treatments. Polyester accepts them uniformly, which is a major advantage in large-scale production where consistency matters.
H) Environmental perspective: strengths and trade-offs
Polyester’s durability is a double-edged sword.
On one hand:
- Long service life reduces replacement frequency
- Wash-and-wear performance lowers energy use in care
- Recyclability allows material recovery
On the other hand:
- It is derived from fossil resources
- It sheds microfibers during washing
- It does not biodegrade naturally
These trade-offs have driven interest in recycled polyester and improved filtration technologies, rather than a wholesale move away from polyester itself.
I) How polyester behaves compared to cotton in daily use
From a user’s perspective, the differences between polyester and cotton are practical.
Cotton:
- Breathable
- Comfortable against skin
- Wrinkles easily
- Shrinks if untreated
Polyester:
- Holds shape
- Dries quickly
- Wrinkles less
- Feels less absorbent
Blends combine these traits, which is why cotton–polyester fabrics are so common in everyday clothing and home textiles.
J) Why polyester dominates modern textiles
Polyester’s dominance is not theoretical—it is logistical.
Its advantages include:
- Predictable quality at scale
- Global availability
- Compatibility with automated production
- Long-term durability
- Stable cost structure
For manufacturers, this means fewer surprises. For designers, it means repeatable results. For consumers, it means garments and products that behave the same way over time.
K) Polyester in different product categories
Polyester appears across a wide range of applications:
- Apparel (sportswear, outerwear, linings)
- Bags and backpacks
- Home textiles (curtains, upholstery)
- Industrial fabrics
- Medical and technical textiles
In many of these categories, polyester is chosen not for luxury but for reliability.
L) The misconception of “cheap polyester”
Polyester is sometimes associated with low-cost products, but that perception overlooks the range within the category. High-tenacity polyester, microfibers, and engineered performance fabrics can outperform many natural fibers in demanding applications.
Cost is not inherent to the fiber; it is determined by:
- Fiber specification
- Yarn quality
- Fabric construction
- Finishing processes
M) Human perspective: why polyester keeps being chosen
From a designer’s viewpoint, polyester removes uncertainty. A pattern tested once will behave the same way in the next production run.
From a manufacturer’s viewpoint, polyester allows tight quality control, predictable yields, and stable timelines.
From a user’s viewpoint, polyester simply works. It washes easily, dries quickly, and holds its shape over repeated use.
N) Practical takeaway
Polyester is different from other fibers not because it is synthetic, but because it is engineered for consistency. Its strengths—repeatability, stability, durability, and finishing compatibility—explain its dominance across modern textiles.
Understanding polyester at the fiber level clarifies why it behaves the way it does in sewing, pressing, and daily use. Once you stop expecting it to act like cotton and start respecting its engineered nature, polyester becomes one of the most predictable and versatile materials available.
2. Which raw materials and pellets are used to make polyester?

Every polyester fabric—no matter how soft, technical, or luxurious it feels—starts in a form that looks nothing like textile: small plastic pellets. These pellets are not a shortcut or a compromise; they are the foundation of polyester’s consistency. Before a fiber exists, before yarn is spun, before fabric is woven, polyester already has its key performance characteristics defined at the polymer stage.
What makes polyester different from natural fibers is not just that it is synthetic, but that its raw materials and polymer chemistry are controllable. Fiber strength, elasticity, dye affinity, and thermal behavior all trace back to how the polymer was built and pelletized. Polyester is primarily made from purified terephthalic acid (PTA) and monoethylene glycol (MEG). These react through controlled polymerization to form polyethylene terephthalate (PET). The molten PET is then cooled and cut into uniform pellets, which are later melted and extruded into polyester fibers.
Understanding these pellets—and their quality—is essential to understanding why some polyester fabrics perform flawlessly while others feel inconsistent or fragile.
From chemicals to pellets
A) Core chemical building blocks
At its core, polyester is a result of combining two simple but critical chemicals.
| Raw Material | Role |
|---|---|
| PTA | Provides rigidity |
| MEG | Adds flexibility |
Purified terephthalic acid (PTA) contributes stiffness and structural stability to the polymer chain. It is responsible for polyester’s dimensional stability, strength, and resistance to deformation.
Monoethylene glycol (MEG) introduces flexibility and spacing between rigid segments. Without MEG, the polymer would be too brittle to spin into fibers.
The ratio and purity of PTA and MEG directly influence:
- Melting point
- Tensile strength
- Elongation
- Dye uptake
- Long-term durability
This balance is one reason polyester can be tuned for everything from crisp linings to high-tenacity industrial yarns.
B) Polymerization: turning chemicals into PET
The transformation from chemicals to usable polymer happens during polymerization, a tightly controlled industrial process.
During polymerization:
- PTA and MEG react under high temperature and pressure
- Ester bonds form, linking molecules into long chains
- Water and other by-products are removed
- Molecular weight is carefully monitored and adjusted
The goal is not simply to “make plastic,” but to achieve a specific molecular weight distribution. Too low, and fibers will be weak. Too high, and the polymer becomes difficult to melt and spin.
In high-quality polyester production, polymerization parameters are adjusted based on the intended end use:
- Apparel fibers
- Filament yarns
- Industrial or coated fabrics
- Fine denier microfibers
Once the target polymer structure is achieved, the PET exists as a molten mass—still far from fabric, but already defining its future behavior.
C) Pelletizing: why pellets matter
The molten PET is cooled and chopped into pellets, sometimes called chips. This step may look purely logistical, but it is technically critical.
| Pellet Quality Factor | Why It Matters |
|---|---|
| Size consistency | Even melting |
| Moisture content | Prevents defects |
| Color purity | Cleaner fibers |
Size consistency Uniform pellet size ensures even melting during fiber extrusion. Irregular pellets melt at different rates, leading to unstable flow and inconsistent fibers.
Moisture content PET is sensitive to moisture. If pellets contain too much water, hydrolysis occurs during melting, breaking polymer chains and weakening the fiber. This is why pellets are often dried to extremely low moisture levels before processing.
Color purity Contaminated or discolored pellets lead to gray, yellowed, or uneven fibers—especially problematic for white or pastel fabrics.
Pellet quality problems cannot be “fixed later.” Once poor pellets are melted and spun, defects are locked into the fiber.
D) Intrinsic viscosity (IV): the hidden specification
One of the most important pellet parameters is intrinsic viscosity (IV). IV is an indirect measure of molecular weight and chain length.
Higher IV generally means:
- Stronger fibers
- Higher melt strength
- Better durability
Lower IV results in:
- Easier processing
- Softer hand feel
- Reduced strength
Manufacturers select pellet IV based on application. Apparel linings, for example, use different IV ranges than backpack fabrics or coated shells. Using the wrong IV pellet for an application often leads to premature wear or processing instability.
E) Virgin vs recycled pellets in practice
Not all polyester pellets come from the same source.
| Pellet Type | Advantage | Trade-Off |
|---|---|---|
| Virgin PET | Uniform strength | Higher footprint |
| rPET | Lower emissions | More variation |
Virgin PET pellets are produced directly from PTA and MEG. They offer:
- Tight molecular control
- Clean color
- Predictable processing
Recycled PET (rPET) pellets are derived from post-consumer or post-industrial waste, most commonly PET bottles. Chemically, they are still PET, but their history introduces variability.
Challenges with rPET include:
- Mixed source contamination
- Variable molecular weight
- Slight color shifts
- Higher sensitivity to processing conditions
Advanced recycling and filtration technologies have improved rPET quality significantly, but experienced manufacturers still adjust extrusion temperatures, drying times, and spinning speeds when working with recycled pellets.
F) Mechanical vs chemical recycling
Recycled polyester pellets can come from two main recycling routes.
Mechanical recycling
- Bottles are cleaned, shredded, melted, and re-pelletized
- Lower cost
- Slight degradation of polymer chains
Chemical recycling
- PET is broken back down into PTA and MEG
- Re-polymerized into new PET
- Higher purity, higher cost
Chemical recycling produces pellets closer to virgin quality, but it remains less common due to cost and infrastructure limitations.
G) Additives introduced at pellet stage
Pellets are not always “pure” PET. Additives can be introduced to modify behavior before fibers are ever spun.
Common pellet-stage additives include:
- UV stabilizers
- Anti-static agents
- Optical brighteners
- Flame retardants
- Chain extenders (especially for rPET)
Adding these at the pellet stage ensures uniform distribution throughout the fiber, rather than relying on surface treatments later.
H) Why pellet drying is critical before spinning
Even high-quality pellets absorb moisture from the air. Before spinning, pellets are dried under controlled conditions.
If drying is insufficient:
- Polymer chains break during melting
- Fiber strength drops
- Yarn becomes brittle
- Breaks increase during spinning
Inconsistent drying is one of the most common hidden causes of “mystery” fiber defects.
I) How pellet choice affects downstream fabric behavior
Pellet selection influences more than fiber strength. It affects:
- Dye uptake consistency
- Heat-setting response
- Sewing behavior
- Pilling tendency
- Long-term dimensional stability
Two fabrics with identical weave and yarn count can behave very differently if their pellets differ in IV, purity, or additive package.
This is why experienced textile engineers treat pellet selection as part of fabric design—not procurement.
J) Cost stability and global supply
Another reason polyester dominates global textiles lies in pellet logistics.
PET pellets:
- Are easy to transport
- Have long shelf life
- Are globally standardized
- Allow large-scale inventory planning
Compared to natural fibers, which fluctuate with harvest cycles and climate, polyester pellets provide predictable supply and pricing—an enormous advantage for manufacturers and brands.
K) Quality control at the pellet stage
Professional manufacturers test pellets before production.
Typical checks include:
- Moisture content
- IV measurement
- Color index
- Contamination screening
- Melt flow consistency
Skipping these checks saves time initially but often results in higher waste and defects later.
L) Practical sourcing insight
At SzoneierFabrics, pellet selection is treated as a design decision, not a commodity choice. Different end uses begin with different pellet grades:
- Linings prioritize smoothness and dye clarity
- Outer shells emphasize strength and stability
- Coated fabrics require pellets that tolerate repeated heat cycles
By aligning pellet specifications with fabric application from the start, downstream processes—spinning, weaving, coating, sewing—become more stable and predictable.
M) Why beginners rarely hear about pellets—but should
Most discussions of polyester focus on fabric feel or sustainability. Pellets are invisible to the end user, yet they define everything that follows.
When polyester fabric:
- Feels inconsistent
- Dyes unevenly
- Warps under heat
- Pills unexpectedly
…the root cause often traces back to pellet quality, not sewing or finishing.
N) Practical takeaway
Polyester does not begin as fabric—it begins as chemistry. PTA and MEG form PET polymer, which is transformed into pellets that lock in performance long before fiber spinning begins.
Understanding raw materials and pellet quality explains why polyester can be either incredibly reliable or frustratingly inconsistent. When pellets are well-chosen and well-processed, polyester delivers the repeatability that modern textiles depend on. When they are not, no amount of downstream correction can fully recover lost quality.
In polyester, everything starts with the pellet.
3. How is polyester polymerized and turned into filament through spinning?


Polyester only becomes a textile fiber at the moment it passes through a spinning line. Before that, it is simply a polymer—chemically correct, mechanically promising, but still inert. Melt spinning is the process that transforms PET polymer from solid pellets into continuous filaments that can later be drawn, textured, and woven into fabric.
This stage is far more than a mechanical conversion. It is where molecular structure, orientation, and consistency are physically locked in. Small deviations during spinning—moisture, temperature drift, airflow imbalance—do not show up immediately, but they appear later as weak yarn, uneven dyeing, or unstable fabric behavior.
That is why experienced manufacturers treat spinning not as a production step, but as material engineering in motion. Polyester pellets are first dried to remove moisture, then melted and extruded through spinnerets during melt spinning. The molten polymer forms continuous filaments, which are cooled, solidified, gathered, and wound into yarn packages. These filaments are the base material for all polyester textiles.
What really happens inside a spinning line
A) Drying pellets: the invisible but critical step
Before any melting occurs, PET pellets must be dried to an extremely low moisture level. This step is invisible to most people, yet it is one of the most decisive stages in fiber quality.
| Parameter | Typical Range | Why It Matters |
|---|---|---|
| Moisture content | ≤ 50 ppm | Prevents hydrolysis |
| Drying temp | 160–180°C | Stable melt quality |
PET is sensitive to water. If pellets contain excess moisture, hydrolysis occurs during melting. This breaks polymer chains, lowering molecular weight and permanently weakening the fiber.
The consequences of poor drying include:
- Reduced tensile strength
- Brittle filaments
- Higher yarn breakage
- Poor abrasion resistance
Once hydrolysis damage occurs, it cannot be reversed. No downstream process—drawing, texturing, or finishing—can restore lost chain length. That is why drying is monitored continuously in high-quality spinning operations.
B) Melting and extrusion: turning pellets into flow
Dried pellets enter an extruder, where heat and mechanical force turn solid polymer into a homogeneous melt.
| Stage | Purpose |
|---|---|
| Screw extrusion | Homogeneous melt |
| Filtration | Remove contaminants |
| Metering pump | Control flow rate |
Inside the extruder, rotating screws:
- Convey pellets forward
- Apply controlled shear
- Maintain uniform temperature
The goal is a stable, bubble-free melt. Any unmelted particles, gels, or contaminants are removed through fine filtration screens before extrusion.
The metering pump is especially critical. It controls how much polymer flows to each spinneret hole. Even slight fluctuations here translate directly into uneven filament thickness.
C) Spinnerets: shaping the fiber
The spinneret is where polymer becomes fiber. It is a precision metal plate drilled with microscopic holes—sometimes dozens, sometimes hundreds.
| Spinneret Feature | Impact on Fiber |
|---|---|
| Hole size | Filament fineness (denier) |
| Hole shape | Cross-section (round, trilobal) |
| Hole count | Yarn filament count |
Each hole produces one filament. The combined filaments form a yarn bundle.
Hole size determines filament thickness. Smaller holes produce finer fibers suitable for apparel and linings. Larger holes create heavier filaments for technical or industrial use.
Hole shape influences fiber performance:
- Round: balanced strength and smoothness
- Trilobal: increased luster and coverage
- Hollow: reduced weight, improved insulation
Cross-section design affects not only appearance, but also hand feel, dye uptake, and abrasion behavior.
D) Cooling and solidification: freezing structure in place
As molten filaments exit the spinneret, they are still soft and unstable. Immediate cooling is required to solidify them.
| Cooling Method | Result |
|---|---|
| Quench air | Solidifies filament |
| Controlled airflow | Uniform structure |
Quench air—carefully conditioned and directed—cools the filaments evenly. The speed and temperature of this air influence how polymer chains arrange themselves as they solidify.
Uneven cooling causes:
- Internal stress differences
- Weak spots along the filament
- Dyeing streaks or barre effects later
This is why airflow control is tightly engineered. Inconsistent cooling does not break filaments immediately—it creates latent defects that appear during weaving, dyeing, or garment use.
E) Winding: creating “as-spun” yarn
Once cooled, filaments are gathered into a bundle and wound onto packages.
At this stage, polyester filaments are:
- Smooth but relatively weak
- Only partially oriented
- Not yet suitable for most fabric applications
This “as-spun” yarn is stable enough to handle, but its molecular chains are still loosely aligned. True strength and performance come later through drawing and orientation.
F) Why as-spun filament is not yet textile-grade
A common misconception is that spinning creates finished fiber. In reality, spinning creates potential.
As-spun polyester has:
- Low tensile strength
- High elongation
- Limited dimensional stability
This is intentional. If filaments were fully oriented immediately, they would snap during processing. Controlled orientation is applied later to develop final properties.
G) Drawing: where strength is created
After spinning, filaments are drawn—stretched under controlled conditions to align polymer chains.
During drawing:
- Filaments are elongated several times their original length
- Molecular chains align along the fiber axis
- Strength and modulus increase dramatically
Drawing transforms polyester from soft filament into a durable textile fiber. The draw ratio determines final properties:
- Higher draw → stronger, stiffer fiber
- Lower draw → softer, more elastic fiber
Different applications require different draw profiles. Apparel fibers are drawn differently from industrial yarns.
H) Heat-setting and stabilization
After drawing, fibers may be heat-set to stabilize their structure.
Heat-setting:
- Locks in molecular orientation
- Improves dimensional stability
- Reduces shrinkage during later processing
This step explains why polyester resists shrinkage better than many natural fibers. The structure has already been “trained” under controlled heat and tension.
I) Filament vs textured yarns
Straight, smooth filaments are not always desirable. Many polyester yarns are textured to introduce bulk or elasticity.
Texturing methods include:
- False-twist texturing
- Air-jet texturing
- Crimp development
Texturing changes:
- Hand feel
- Stretch behavior
- Coverage and opacity
A smooth filament lining and a soft, bulky sportswear fabric may start from the same polymer but diverge during texturing.
J) How spinning decisions affect sewing and fabric behavior
The spinning stage influences many properties that appear much later.
Spinning parameters affect:
- Needle penetration resistance
- Seam puckering tendency
- Heat sensitivity during pressing
- Dye uniformity
- Pilling behavior
For example:
- Poor filament uniformity can increase skipped stitches
- Inconsistent cooling can cause uneven shrinkage near seams
- Low molecular weight fibers can soften excessively under heat
These issues are often misattributed to sewing technique, when the root cause lies in spinning quality.
K) Quality control inside a spinning line
Professional spinning operations monitor dozens of variables in real time.
Typical controls include:
- Melt temperature stability
- Pressure before spinneret
- Filament denier consistency
- Break frequency
- Moisture levels
Small deviations are corrected immediately. Unlike later stages, spinning errors multiply downstream if left unchecked.
L) Virgin PET vs rPET in spinning
Spinning recycled PET (rPET) introduces additional challenges.
Compared to virgin PET:
- Melt viscosity may vary more
- Filtration load increases
- Drying requirements are stricter
Experienced spinners compensate by:
- Adjusting extrusion temperature
- Using finer filtration
- Modifying draw ratios
When done correctly, rPET filaments can approach virgin quality—but the process window is narrower.
M) Why spinning defines polyester’s reputation
Polyester’s reputation for consistency comes from spinning discipline, not chemistry alone. PET polymer can be excellent on paper, but without precise spinning, results vary widely.
This explains why:
- Two polyester fabrics with the same specs behave differently
- Some polyesters sew beautifully while others fight the needle
- Quality differences persist even with identical weaving patterns
The fiber remembers how it was made.
N) A practical manufacturing perspective
In professional factories, spinning is treated as a foundation process. Problems discovered later—during weaving, dyeing, or sewing—are traced backward to spinning records.
If filament uniformity was compromised, downstream fixes are limited. That is why skilled manufacturers invest heavily in spinning control rather than relying on correction later.
O) Practical takeaway
Polyester becomes a textile not at the loom, but at the spinneret. Drying, melting, extrusion, cooling, and winding define the fiber’s future before it ever becomes yarn.
Melt spinning is where polyester stops being plastic and starts behaving like fabric. When done correctly, it delivers the consistency that modern textiles depend on. When compromised, it creates defects that no amount of finishing or sewing skill can fully erase.
In polyester, spinning is destiny.
4. What processes turn polyester filaments into usable yarn?
Freshly spun polyester filaments look finished, but from a textile standpoint they are only halfway there. At this stage—often called as-spun—the filaments are smooth, continuous, and uniform, yet they lack the strength, bulk, elasticity, and stability required for real fabric use. If woven or knitted immediately, they would produce weak, unstable textiles with poor recovery and inconsistent performance.
What transforms these fragile filaments into reliable yarn is a sequence of mechanical and thermal processes: drawing, texturing, twisting, and heat-setting. Each step reshapes the internal structure of the filament and determines how the final fabric will behave—how it stretches, how it pills, how it feels against the skin, and even how it sews.
This is where polyester stops being a generic fiber and becomes a designed material. Polyester filaments are drawn to align polymer molecules and increase strength, textured to add bulk or elasticity, twisted to improve cohesion, and heat-set to stabilize the structure. Together, these processes convert smooth filaments into durable, predictable yarn suitable for weaving or knitting.
How yarn engineering shapes fabric behavior
A) Drawing: where strength is created
Drawing is the single most important step in converting filament into usable yarn. During drawing, filaments are stretched under controlled tension and heat, forcing polymer chains to align along the fiber axis.
| Drawing Ratio | Typical Range |
|---|---|
| Low draw | 2.5–3.0× |
| High draw | 3.5–4.5× |
As drawing increases:
- Tensile strength rises sharply
- Elongation decreases
- Dimensional stability improves
Undrawn or lightly drawn filaments are soft and elastic but weak. Highly drawn filaments are strong and stable but less extensible. The chosen draw ratio reflects the intended end use.
For example:
- Apparel linings use moderate draw ratios for balance
- Industrial yarns use high draw ratios for maximum strength
Once drawn, polyester filaments become capable of surviving weaving tension, knitting stress, and everyday wear.
B) Why drawing must be controlled precisely
Drawing is not simply “stretching harder.” Uneven or excessive drawing creates internal stress differences along the filament.
Problems caused by poor drawing control include:
- Inconsistent yarn strength
- Uneven shrinkage during dyeing
- Barre or streaks in finished fabric
- Seam puckering after sewing
These defects often appear much later in the supply chain, which is why experienced manufacturers trace many fabric issues back to draw conditions rather than weaving or finishing.
C) Texturing: adding bulk and comfort
Drawn filaments are strong—but still smooth and slippery. Texturing modifies filament geometry to introduce bulk, crimp, or elasticity, making polyester behave more like natural fibers.
| Texturing Type | Yarn Result |
|---|---|
| False-twist | Stretchy, soft |
| Air-jet | Bulky, spun-like |
| Knit-de-knit | Elastic recovery |
False-twist texturing This method twists, heats, and untwists the yarn. The result is a spring-like crimp that gives stretch and softness. It is widely used in apparel, sportswear, and hosiery.
Air-jet texturing High-speed air creates loops and entanglements, producing a bulkier yarn that resembles spun fibers. Air-jet yarns are common in upholstery, outerwear, and home textiles.
Knit-de-knit texturing Yarn is temporarily knitted, heat-set, and then unraveled. This creates uniform crimp and excellent elastic recovery, often used in performance fabrics.
Texturing is the reason polyester can feel soft, warm, breathable, or elastic—despite originating as smooth plastic filament.
D) How texturing changes sewing behavior
Textured yarns:
- Increase surface friction
- Reduce seam slippage
- Improve stitch consistency
- Lower needle deflection risk
This is why textured polyester fabrics are often easier to sew than smooth filament fabrics. The added bulk and friction give the needle and thread more “grip” during stitch formation.
Conversely, fabrics made from smooth, untextured filaments tend to be slippery and less forgiving during sewing.
E) Twisting: cohesion and stability
Twisting binds multiple filaments together into a unified yarn structure. While filaments can technically be used without twist, most applications benefit from at least minimal twisting.
| Twist Level | Effect |
|---|---|
| Low twist | Softer hand |
| Medium twist | Balanced strength |
| High twist | Firm, crisp feel |
Low twist yarns feel soft and drapey but are more prone to pilling. Medium twist yarns balance strength, appearance, and durability. High twist yarns produce crisp fabrics with excellent dimensional control but reduced softness.
Twist level also affects seam performance. Highly twisted yarns resist abrasion well but can feel stiff under stitching. Low-twist yarns sew softly but may fuzz or pill at seam lines.
F) Twist direction and fabric behavior
Twist direction—S-twist or Z-twist—may seem minor, but it influences fabric balance and appearance.
When warp and weft yarns use incompatible twist directions, fabrics may:
- Skew after washing
- Twist at seams
- Show uneven drape
Professional fabric designers coordinate twist direction to maintain symmetry and dimensional stability.
G) Heat-setting: locking the structure
Heat-setting stabilizes yarn after drawing and texturing. Without heat-setting, polyester yarns retain internal stress and relax unpredictably during later processing.
| Benefit | Outcome |
|---|---|
| Dimensional stability | Reduced shrinkage |
| Shape memory | Better recovery |
| Dye uniformity | Consistent color |
During heat-setting:
- Yarn is heated under controlled tension
- Polymer chains settle into a stable arrangement
- Residual stress is released
This is why polyester fabrics resist shrinkage better than many natural fibers. The structure has already been trained under heat and tension before reaching the loom.
H) What happens if heat-setting is skipped or rushed
Insufficient heat-setting leads to:
- Excessive shrinkage during dyeing
- Warped fabric edges
- Puckering near seams
- Inconsistent fabric width
These problems often appear after cutting or sewing, when correction is difficult or impossible.
I) Yarn types created at this stage
By varying drawing, texturing, twisting, and heat-setting, manufacturers produce distinct yarn categories.
| Yarn Type | Typical Use |
|---|---|
| FDY (Fully Drawn Yarn) | Wovens, smooth fabrics |
| DTY (Draw Textured Yarn) | Knits, soft wovens |
| POY (Partially Oriented Yarn) | Further processing |
FDY Fully drawn, smooth yarn with high strength and low elongation. Used in linings, satins, and crisp woven fabrics.
DTY Drawn and textured yarn with bulk and elasticity. Common in apparel, sportswear, and home textiles.
POY An intermediate product that must be further drawn or textured. It offers flexibility in downstream processing.
These yarns can all originate from the same polymer pellets—yet behave completely differently in fabric form.
J) How yarn engineering affects fabric feel
Fabric hand (how it feels) is strongly influenced by yarn processing.
- High draw + low texture → smooth, cool, slippery
- Moderate draw + false twist → soft, elastic, comfortable
- Air-jet texture + medium twist → bulky, warm, stable
Designers choose yarn processes first, then select weave or knit structures to complement them.
K) Yarn engineering and durability
Durability traits such as pilling resistance, abrasion resistance, and seam strength are heavily affected by yarn design.
- Highly textured yarns may pill more easily
- High-twist yarns resist abrasion but feel firm
- Poor heat-setting increases long-term deformation
These trade-offs are intentional. There is no single “best” yarn—only the right yarn for a specific application.
L) Consistency across production runs
One advantage of polyester is repeatability. Once yarn parameters are fixed, they can be reproduced with high accuracy.
However, this requires strict control of:
- Draw ratio
- Texturing temperature
- Twist level
- Heat-setting conditions
Even small deviations create noticeable differences in fabric behavior, which is why experienced mills document yarn recipes as carefully as fabric designs.
M) How yarn decisions show up in sewing
Many sewing challenges blamed on machines or operators originate in yarn engineering.
For example:
- Excessive seam puckering → over-drawn or poorly heat-set yarn
- Slippery seams → smooth, low-texture filament yarn
- Thread shredding → high yarn hardness or surface abrasiveness
Understanding yarn processing helps explain why two polyester fabrics that look similar can sew very differently.
N) Practical manufacturing perspective
In professional textile development, yarn is not an afterthought—it is the foundation.
Sample rooms often request:
- Specific yarn types (FDY vs DTY)
- Defined draw ratios
- Known texturing methods
Because once fabric is woven, correcting yarn-level decisions is no longer possible.
O) Practical takeaway
Polyester yarn is engineered, not accidental. Drawing creates strength, texturing adds comfort, twisting provides cohesion, and heat-setting locks everything in place. These steps define how polyester fabric will feel, perform, and behave long after it leaves the mill.
Two fabrics made from the same polyester pellets can differ dramatically because of yarn processing alone. Understanding these yarn-level processes explains why polyester can be silky or rugged, elastic or rigid, easy to sew or demanding.
In polyester textiles, yarn engineering is where performance is decided.
5. How are polyester yarns converted into fabric, and which structures fit which uses?

Once polyester yarn is engineered, the next transformation is structural rather than chemical. This is the stage where yarn becomes fabric—and where performance is truly defined. Strength, stretch, breathability, drape, abrasion resistance, and even sewing behavior are determined less by the polyester itself and more by how the yarns are assembled.
Two fabrics made from the same polyester yarn can behave like entirely different materials if one is woven, the other knitted, or the third formed as a nonwoven. This is why experienced designers and manufacturers focus on fabric structure first, then fine-tune yarn or finishing only if needed. Polyester yarns are converted into fabric through weaving (interlacing yarns for stability and strength), knitting (looping yarns for stretch and comfort), or nonwoven processes (bonding fibers for functional, cost-efficient materials). The best structure depends on intended use, durability needs, stretch requirements, and surface performance.
Fabric formation methods and their real-world impact
A) Weaving: strength and dimensional control
Weaving interlaces yarns at right angles—warp (lengthwise) and weft (crosswise). This creates a grid-like structure with excellent dimensional stability.
| Weave Type | Characteristics | Common Uses |
|---|---|---|
| Plain weave | Stable, durable | Linings, covers |
| Twill | Higher tear resistance | Bags, workwear |
| Oxford | Balanced strength | Backpacks, uniforms |
Plain weave The simplest structure, where each weft yarn passes alternately over and under warp yarns. Plain weaves are highly stable and resist distortion. They are easy to cut, predictable to sew, and widely used in linings and basic shells.
Twill weave Characterized by diagonal ribs, twills distribute stress more evenly across the fabric. This improves tear resistance and abrasion durability, which is why polyester twills are common in bags, luggage, and workwear.
Oxford weave Oxford structures use paired yarns or basket-like interlacings, balancing strength and flexibility. They are popular in backpacks, uniforms, and structured apparel where shape retention matters but excessive stiffness is undesirable.
Why weaving works so well with polyester Polyester’s low moisture absorption and high dimensional stability complement woven structures. Once heat-set, woven polyester fabrics resist shrinking, skewing, and long-term deformation better than many natural fiber fabrics.
B) Knitting: stretch and comfort
Knitting forms fabric by creating interlocking loops rather than rigid intersections. This looped structure gives knitted polyester its characteristic stretch and softness.
| Knit Type | Characteristics | Common Uses |
|---|---|---|
| Weft knit | Soft, elastic | Apparel, activewear |
| Warp knit | Stable, smooth | Sportswear, mesh |
Weft knitting Weft knits (such as jersey) form loops horizontally. They stretch easily, drape well, and feel comfortable against the skin. Polyester weft knits dominate activewear because they combine stretch with quick drying and durability.
Warp knitting Warp knits (such as tricot or raschel) form loops vertically and are more stable than weft knits. They stretch less, recover more predictably, and resist runs. Many performance sportswear fabrics, meshes, and technical textiles use warp-knit polyester.
The trade-off with knits Knits provide comfort but demand tighter control. Polyester’s elastic recovery means poorly designed knits can distort, curl at edges, or show seam puckering if yarn choice, stitch density, or heat-setting is off.
C) Nonwovens: function over form
Nonwoven polyester fabrics skip yarn formation entirely. Instead, fibers are bonded mechanically, thermally, or chemically into sheets.
| Method | Strength | Typical Use |
|---|---|---|
| Spunbond | Moderate | Liners, packaging |
| Needle-punched | High thickness | Insulation |
| Meltblown | Filtration | Filters, hygiene |
Spunbond Continuous filaments are laid randomly and bonded. Spunbond nonwovens are lightweight, cost-efficient, and widely used for interlinings, packaging, and disposable products.
Needle-punched Barbed needles mechanically entangle fibers, creating thick, felt-like fabrics. Polyester needle-punched materials are common in insulation, padding, and sound-dampening applications.
Meltblown Ultra-fine fibers are blown into webs, producing high surface area fabrics ideal for filtration and barrier functions.
Nonwovens prioritize performance, speed, and cost rather than aesthetics or drape. Sewing behavior is often secondary or irrelevant, as many nonwovens are bonded or welded instead of stitched.
D) Why structure matters more than yarn alone
Yarn quality matters—but structure determines how that yarn behaves as a surface.
| Requirement | Best Structure |
|---|---|
| Shape retention | Woven |
| Stretch recovery | Knit |
| Filtration / barrier | Nonwoven |
For example:
- A high-tenacity yarn in a loose knit may still stretch excessively
- A modest yarn in a tight weave can outperform expectations
- A nonwoven made from average fibers can outperform woven fabrics in filtration
Structure dictates stress distribution, air flow, seam response, and long-term stability.
E) Fabric weight and density within each structure
Even within the same construction method, weight and density dramatically affect performance.
- Lightweight wovens → crisp, breathable, but less abrasion-resistant
- Heavy wovens → durable, structured, but stiffer
- Loose knits → soft, breathable, but prone to distortion
- Dense knits → supportive, stable, but warmer
Polyester’s versatility allows these variations without changing fiber type—only structure and processing.
F) How structure affects sewing and assembly
Fabric formation directly influences how polyester behaves under a needle.
- Wovens feed evenly, hold seams flat, and show puckering clearly if settings are off
- Knits require stretch-appropriate stitches and needles to avoid seam breakage
- Nonwovens may resist needles, shed fibers, or require bonding instead of sewing
Many sewing issues attributed to “polyester” are actually structural issues. A slippery filament woven behaves very differently from a textured knit—even if both are 100% polyester.
G) Breathability and comfort considerations
Structure determines air flow more than fiber chemistry.
- Open weaves and mesh knits allow airflow
- Dense plain weaves block wind
- Nonwovens can be engineered for controlled permeability
This is why polyester can feel stifling in one garment and highly breathable in another. The difference lies in construction, not fiber content.
H) Durability and wear patterns
Abrasion, pilling, and seam wear vary by structure.
- Twill weaves resist abrasion better than plain weaves
- Low-twist knits pill more easily
- Warp knits resist runs and deformation
Designers often adjust structure rather than yarn to solve durability complaints. A simple weave change can double fabric lifespan without increasing material cost.
I) Cost and production efficiency
Structure also affects manufacturing economics.
- Wovens require loom setup and precise tension control
- Knits are faster to produce and more flexible in design
- Nonwovens offer the lowest cost per square meter
For large-scale production, these differences influence pricing, lead time, and scalability more than raw material choice.
J) Blended structures and hybrid fabrics
Modern polyester fabrics increasingly combine structures.
Examples include:
- Knit face with woven backing
- Woven fabric with nonwoven laminate
- Warp-knit mesh reinforced with woven zones
These hybrids allow designers to balance comfort, strength, and cost within a single material system.
K) How manufacturers choose structure first
In professional development, the decision sequence is usually:
- Define end use (load, stretch, wear, washing)
- Select fabric structure (woven, knit, nonwoven)
- Choose yarn type and processing
- Apply finishes or coatings if needed
Changing structure often solves problems faster than redesigning yarn chemistry.
L) Practical manufacturing insight
At SzoneierFabrics, fabric structure is often adjusted before changing yarn type. If a bag fabric shows seam distortion, switching from a plain weave to a twill may solve the issue without altering yarn or increasing cost. If an apparel fabric lacks comfort, a warp-knit structure may outperform a woven using the same yarn.
This approach reduces development cycles and preserves material consistency across production runs.
M) Common misconceptions to avoid
- “Stronger yarn always means stronger fabric” → structure matters more
- “Polyester is either stretchy or stiff” → structure defines behavior
- “Fabric feel comes from fiber” → yarn and structure dominate hand feel
Understanding construction prevents misdiagnosis of performance problems.
N) Practical takeaway
Polyester yarn becomes fabric through weaving, knitting, or nonwoven formation, and this structural choice defines how the material behaves far more than fiber chemistry alone. Stability, stretch, breathability, durability, and even sewing performance all trace back to construction.
Two polyester fabrics can share the same yarn and still perform completely differently because structure is design. When structure is chosen deliberately, polyester becomes one of the most adaptable and predictable materials in modern textiles.
In polyester development, the loom, knitting machine, or nonwoven line is where performance truly takes shape.
6. What dyeing, finishing, and coating steps are applied to polyester textiles?

Polyester fabric does not leave the loom or knitting machine ready for use. In its raw state, it is structurally complete but functionally unfinished—colorless or uneven in tone, stiff in hand feel, dimensionally unstable, and lacking the performance features required for real-world applications. The stages that follow—dyeing, finishing, and coating or lamination—are where polyester truly becomes a market-ready textile.
These processes do far more than improve appearance. They determine how the fabric behaves in washing, how it feels against the skin, how it reacts to heat, and how long it lasts in use. In many cases, differences between a low-end polyester fabric and a premium one come not from fiber or yarn, but from how carefully these downstream processes are executed. Polyester is dyed using disperse dyes at high temperature and pressure, then stabilized and modified through mechanical and chemical finishing. Optional coatings or laminations—such as PU, PVC, or TPU—add waterproofing, abrasion resistance, or barrier performance. Together, these steps define color quality, hand feel, durability, and end-use function.
Where performance is truly defined
A) Dyeing polyester: why disperse dyes are used
Polyester is hydrophobic, meaning it does not readily absorb water-based dyes the way cotton or wool does. Conventional reactive or acid dyes simply sit on the surface and wash away. To color polyester effectively, the dye must physically diffuse into the fiber structure.
| Dye Type | Reason |
|---|---|
| Disperse dyes | Penetrate polyester |
| High-temperature dyeing | Opens polymer structure |
Disperse dyes are small, non-ionic molecules designed to migrate into polyester when the fiber is heated. During dyeing, polyester fabric is typically processed at around 130°C under pressure. At this temperature, the polymer chains gain enough mobility to allow dye molecules to enter. Once cooled, the chains tighten again, trapping the dye inside the fiber.
This is why polyester exhibits excellent colorfastness. The dye is not merely attached—it is embedded.
B) High-temperature dyeing methods
Two primary methods are used to dye polyester:
- High-temperature exhaust dyeing (jet, overflow, or package dyeing)
- Thermosol (continuous) dyeing
Exhaust dyeing is common for apparel and smaller batches. Thermosol dyeing is used for large-scale, continuous production such as home textiles.
Each method requires precise control of:
- Temperature ramp rates
- Time at peak temperature
- Pressure stability
- Cooling profile
Poor control leads to uneven shade, weak color depth, or fiber damage that may not appear until later processing.
C) Color consistency challenges in polyester
Polyester dyeing is technically demanding because color uptake depends on multiple upstream variables.
| Factor | Impact |
|---|---|
| Yarn variation | Shade differences |
| Heat setting | Dye uptake |
| Fabric density | Color depth |
Yarn variation Differences in filament orientation, draw ratio, or texturing can change how readily dye penetrates. Even small yarn inconsistencies show up as shade variation.
Heat setting history If fabric was over– or under–heat-set before dyeing, polymer mobility changes, affecting dye absorption.
Fabric density Tighter weaves or knits absorb dye differently than open structures, influencing perceived color depth.
For these reasons, professional dye houses rely heavily on lab dips—small-scale dye trials—before bulk production. Bulk dyeing without validated lab dips is one of the most common causes of costly shade rejection.
D) Why polyester dyeing affects sewing and heat behavior
Dyeing alters more than color. High-temperature exposure during dyeing partially heat-sets the fabric and relieves internal stress.
As a result:
- Shrinkage behavior changes
- Sewing response may improve or worsen
- Pressing tolerance may shift slightly
This explains why greige (undyed) polyester and dyed polyester of the same fabric can sew differently. Dyeing is not neutral—it is a thermal treatment.
E) Mechanical and chemical finishing: tuning fabric behavior
After dyeing, polyester fabric still lacks refinement. Finishing steps adjust surface texture, softness, stability, and durability.
| Finish Type | Purpose |
|---|---|
| Heat-setting | Dimensional stability |
| Softening | Improved hand feel |
| Anti-pilling | Surface durability |
| Wicking | Moisture management |
Heat-setting Heat-setting stabilizes fabric dimensions by locking yarns into position under controlled heat and tension. This reduces future shrinkage, twisting, and distortion.
For polyester, heat-setting is critical. Without it, fabric may relax unpredictably during washing or pressing.
Softening finishes Chemical softeners reduce surface friction, making polyester feel smoother and more fabric-like. However, excessive softening can lower abrasion resistance and increase pilling.
Anti-pilling treatments These finishes strengthen fiber surfaces or reduce fuzz formation. They improve appearance retention but may slightly reduce softness.
Wicking finishes Used primarily in activewear, wicking finishes modify surface energy so moisture spreads and evaporates quickly rather than forming droplets.
Each finish changes the fabric’s behavior under the needle, iron, and in daily use.
F) Mechanical finishes and surface modification
Not all finishes are chemical. Mechanical treatments physically alter the fabric surface.
Examples include:
- Calendaring (smoothing or adding sheen)
- Brushing (raising a soft nap)
- Sueding (creating a peach-skin feel)
- Compaction (improving dimensional stability)
Mechanical finishes can dramatically change hand feel without altering fiber chemistry. However, they may increase sensitivity to heat and abrasion.
G) Trade-offs in finishing choices
Finishing always involves compromise.
- Softer hand → often lower abrasion resistance
- Higher sheen → greater risk of press shine
- Strong anti-pilling → slightly firmer feel
Understanding these trade-offs is essential when specifying polyester fabrics for specific end uses.
H) Coatings and laminations: adding functional performance
When polyester must perform beyond basic textile needs—such as waterproofing or structural reinforcement—coatings or laminations are applied.
| Treatment | Adds |
|---|---|
| PU coating | Waterproof, flexible |
| PVC coating | Heavy-duty protection |
| TPU lamination | Elastic, compliant barrier |
PU (polyurethane) coating PU coatings provide waterproofing while retaining flexibility. They are common in bags, rainwear, and outdoor gear.
PVC coating PVC adds durability, abrasion resistance, and stiffness. It is heavier and less flexible, making it suitable for industrial or heavy-duty products.
TPU lamination TPU films are laminated to fabric to create elastic, compliant barriers. TPU is widely used in performance and medical textiles because it balances protection with stretch.
I) Base fabric compatibility matters
Not every polyester fabric accepts coatings equally. Yarn type, weave density, and finishing history affect adhesion.
A coating applied to an incompatible base fabric may:
- Delaminate over time
- Crack under flex
- Fail at seams
This is why coating selection often begins with fabric engineering, not chemistry alone.
J) Coating effects on sewing and assembly
Coated polyester fabrics behave very differently during sewing.
Common changes include:
- Increased needle resistance
- Higher heat sensitivity
- Greater risk of skipped stitches
- Visible needle holes
Successful assembly often requires:
- Larger needles
- Longer stitch lengths
- Lower presser-foot pressure
- Minimal pressing
Problems blamed on “bad coating” are frequently the result of mismatched sewing setup.
K) Environmental and compliance considerations
Modern polyester finishing must meet growing regulatory requirements.
Key areas include:
- Restricted substances (REACH, CPSIA)
- Solvent emissions
- PFAS restrictions in water-repellent finishes
- Recyclability of coated fabrics
These constraints influence finish selection and sometimes limit performance options. For example, fluorine-free water repellents may not match the durability of older chemistries but are increasingly required.
L) Sequencing matters: order of operations
The order in which dyeing, finishing, and coating occur affects final performance.
Typical sequence:
- Fabric formation
- Dyeing
- Heat-setting
- Finishing
- Coating or lamination (if required)
Skipping or reordering steps often leads to instability or performance loss. For instance, coating before full heat-setting can trap internal stress, causing warping later.
M) Why finishing differences explain fabric price gaps
Two polyester fabrics with the same fiber content and weave can differ significantly in price.
The difference usually lies in:
- Number of finishing steps
- Process control precision
- Chemical quality
- Yield loss management
Premium polyester fabrics often undergo more controlled, multi-stage finishing to achieve consistent hand feel and performance.
N) Practical manufacturing insight
At SzoneierFabrics, dyeing, finishing, and coating are treated as integrated design stages, not afterthoughts. Fabric performance targets—sewing stability, abrasion resistance, waterproof rating—are defined before finishing begins. Processes are then selected to meet those targets with minimal trade-off.
In many cases, adjusting finishing parameters solves performance issues more efficiently than changing yarn or structure.
O) Practical takeaway
Polyester fabric becomes truly usable only after dyeing, finishing, and optional coating. Disperse dyeing at high temperature defines color permanence. Mechanical and chemical finishes shape hand feel and stability. Coatings and laminations add functional performance but introduce new trade-offs.
More than any other stage, these processes explain why polyester fabrics with similar specs can behave very differently in sewing, pressing, and daily use. In polyester textiles, performance is not just engineered—it is finished.
7. How do manufacturers test and control polyester fabric quality from lab to bulk?

Quality control in polyester fabric is not a single inspection step or a final checklist—it is a continuous, layered system that starts before fiber exists and continues until fabric is packed for shipment. Because polyester is engineered rather than grown, its quality is highly controllable—but also highly sensitive. Small deviations at early stages can compound into visible defects much later, often when correction is expensive or impossible.
Reliable manufacturers understand this reality. They do not rely on end-of-line inspection to “catch problems.” Instead, they design quality into the process, using early testing, in-process monitoring, and standardized benchmarks to keep fabric behavior consistent from lab samples to bulk production. Polyester fabric quality is controlled through staged testing at the fiber, yarn, and fabric levels, supported by standardized performance benchmarks (such as GSM, tensile strength, and colorfastness) and systematic inspection methods like the 4-point system. Consistency is achieved through early detection and process control, not last-minute fixes.
A practical, layered quality system
A) Fiber & yarn-level checks (before fabric exists)
Quality problems are cheapest to fix before fabric is made. Once yarn is woven or knitted, defects multiply in cost and impact.
| Checkpoint | What It Prevents |
|---|---|
| Pellet moisture & IV | Weak filaments |
| Filament denier variance | Uneven yarn |
| Yarn strength & elongation | Breakage, pilling |
Pellet moisture & intrinsic viscosity (IV) As discussed earlier, PET pellets must be extremely dry and within a specific IV range. Excess moisture causes hydrolysis, shortening polymer chains and permanently reducing strength. Low IV pellets produce brittle yarns that break under loom tension or pill excessively in fabric form.
Filament denier consistency Uniform filament thickness is critical. Variations lead to:
- Uneven yarn appearance
- Dye streaks
- Localized weak points
Spinners monitor denier variance continuously, often using online sensors that flag deviations in real time.
Yarn strength and elongation Yarn is tested for tensile strength and elongation at break. The balance matters:
- Too weak → breakage during weaving
- Too elastic → distortion and seam instability
Catching these issues at yarn stage prevents large-scale loom downtime and fabric defects later.
B) Fabric construction controls (loom / knitting stage)
Once yarn becomes fabric, structural consistency becomes the priority. Even perfect yarn produces poor fabric if construction drifts.
| Parameter | Typical Tolerance |
|---|---|
| GSM | ±5% |
| EPI / PPI or stitch density | ±3–5% |
| Width | ±1–2 cm |
GSM (grams per square meter) GSM affects durability, drape, dye uptake, and coating performance. A ±5% tolerance is typical for stable polyester fabrics. Larger deviations often cause shade variation or unexpected stiffness.
EPI / PPI (woven) or stitch density (knit) Yarn density determines strength and appearance. Small density shifts can change:
- Color depth after dyeing
- Breathability
- Tear resistance
Fabric width Width control is especially critical for cutting efficiency. Inconsistent width leads to waste, pattern misalignment, and size inconsistency in finished products.
Manufacturers monitor these parameters continuously on looms and knitting machines, not just during final inspection.
C) Greige fabric inspection: catching structural defects early
Before dyeing, fabric is inspected in its greige (unfinished) state to identify weaving or knitting defects.
Common greige defects include:
- Broken ends or dropped stitches
- Oil stains
- Barre or streaks
- Mis-picks or holes
Greige inspection allows defects to be corrected before dyeing, when fabric value is lower and corrective options are broader.
Skipping greige inspection is one of the fastest ways to amplify quality losses downstream.
D) Lab performance tests that actually matter
Laboratory testing validates whether the fabric meets functional requirements—not just visual standards.
| Test | Why It’s Run |
|---|---|
| Tensile & tear | Durability |
| Abrasion (Martindale) | Wear life |
| Colorfastness (wash / rub / light) | Appearance retention |
| Dimensional stability | Shrinkage control |
Tensile & tear strength These tests confirm whether the fabric can withstand real-world loads. Polyester often passes tensile tests easily, but tear strength varies significantly with weave and yarn type.
Abrasion resistance (Martindale) Abrasion testing predicts wear life. Bags, upholstery, and workwear fabrics often require thousands—or tens of thousands—of cycles. Finishing choices can significantly raise or lower abrasion performance.
Colorfastness Polyester’s reputation for colorfastness depends on proper dyeing and finishing. Tests typically include:
- Wash fastness
- Crocking (dry and wet rub)
- Light fastness
Poor results often trace back to uneven heat-setting or dye penetration.
Dimensional stability Shrinkage and distortion are measured after washing or heat exposure. Testing after finishing is essential—greige results are not predictive.
E) Why testing must follow finishing, not precede it
A common mistake is testing fabric before finishing and assuming results will hold.
In reality:
- Heat-setting changes shrinkage behavior
- Softeners affect abrasion and pilling
- Coatings alter tensile and tear values
Professional quality systems treat finishing as a performance-altering step, not a cosmetic one. All critical tests are run on finished fabric, not intermediates.
F) Shade control and color management
Color consistency is one of the most common rejection reasons in polyester fabrics.
Key risks include:
- Dye lot variation
- Heat-set drift
- Density differences across rolls
| Risk | Mitigation |
|---|---|
| Dye lot variation | Shade band grouping |
| Heat-set drift | Inline monitoring |
| Finish variability | Recipe locking |
Lab dips and bulk approvals Lab dips establish target shade. Bulk dyeing must match within defined ΔE tolerances. Deviations beyond tolerance lead to shade banding or rejection.
Shade band grouping Finished rolls are grouped by shade band so cutting uses visually consistent material. This practice prevents garment panel mismatch even when minor variation exists.
G) In-process monitoring: preventing drift
The most reliable quality systems focus on preventing drift, not correcting it later.
In-process controls include:
- Inline GSM sensors
- Temperature monitoring during heat-setting
- Continuous tension tracking
- Automated width control
These systems catch gradual shifts—such as slow temperature creep—that would otherwise accumulate unnoticed until bulk inspection.
H) Visual inspection: the 4-point system
Visual defects are evaluated using standardized systems to remove subjectivity.
The 4-point system is the most widely used.
| Defect Size | Points |
|---|---|
| ≤3 inches | 1 |
| 3–6 inches | 2 |
| 6–9 inches | 3 |
| >9 inches | 4 |
Each roll is scored based on defect size and frequency. Acceptance is determined by total points per 100 square yards (or meters), with thresholds agreed in advance.
This system:
- Standardizes decisions
- Enables objective comparison
- Reduces disputes between buyer and supplier
It does not eliminate defects—but it defines what level is acceptable for the intended use.
I) Functional inspection beyond appearance
Some polyester fabrics pass visual inspection but fail in use.
Additional functional checks may include:
- Coating adhesion tests
- Seam slippage evaluation
- Needle penetration resistance
- Flex cracking for coated fabrics
These tests simulate real assembly and use conditions rather than relying solely on lab metrics.
J) Bulk vs sample consistency: the hardest challenge
Many polyester quality issues arise not because samples are bad—but because bulk behaves differently from samples.
Common causes:
- Scale effects in heat-setting
- Slight yarn batch differences
- Longer dyeing cycles
Experienced manufacturers address this by:
- Running pilot bulk trials
- Locking process parameters
- Using the same equipment for sample and bulk whenever possible
The goal is not perfect replication, but controlled, predictable deviation.
K) Documentation and traceability
High-level quality systems rely on documentation.
Typical records include:
- Pellet batch and IV data
- Spinning and drawing parameters
- Loom or knitting machine settings
- Dye recipes and temperature profiles
- Finishing and coating conditions
When an issue appears, traceability allows rapid root-cause analysis instead of guesswork.
L) Why end-of-line inspection alone fails
End-of-line inspection catches defects—but too late.
At that stage:
- Fabric value is highest
- Rework options are limited
- Delivery timelines are at risk
Quality systems that rely primarily on final inspection tend to experience:
- Higher waste
- More disputes
- Inconsistent performance
Early-stage control is cheaper, faster, and more reliable.
M) Practical manufacturing insight
At SzoneierFabrics, quality control is designed as a front-loaded system. Critical parameters are locked during development, verified at yarn and greige stages, and rechecked after finishing. Final inspection confirms compliance—but rarely reveals surprises.
When deviations occur, they are traced backward through documented checkpoints, allowing corrective action before the next batch—not after customer complaints.
N) Common misconceptions about polyester quality
- “Polyester is always consistent” → only if controlled
- “Lab tests guarantee bulk quality” → only if processes match
- “Defects appear suddenly” → they usually accumulate gradually
Understanding these realities prevents false confidence and late-stage failure.
O) Practical takeaway
Quality in polyester fabric is engineered, monitored, and verified—not assumed. From pellet moisture to yarn strength, from loom density to dye temperature, each stage contributes to final behavior. Testing confirms performance, but process control prevents failure.
The most reliable polyester fabrics are not those inspected most aggressively at the end, but those controlled most carefully at the beginning. When quality is built layer by layer, consistency from lab to bulk becomes the norm rather than the exception.
In polyester manufacturing, early control beats late correction—every time.
8. How do you source custom polyester fabrics efficiently in 2026?

Sourcing polyester in 2026 is less about finding capacity and more about finding process control. The fastest, lowest-risk projects begin with clear performance targets, quick sampling loops, and transparent communication around trade-offs. Efficient sourcing starts with defined use cases and benchmarks, rapid sampling, locked specifications, and in-process QC. Partners with in-house R&D, flexible MOQs, and test transparency shorten timelines and reduce rework.
A sourcing framework that scales
A) Start with use—not fiber buzzwords
| Question | Why It Matters |
|---|---|
| Where will it be used? | Defines structure |
| What stress dominates? | Guides yarn/coating |
| What lifespan is expected? | Sets test levels |
This prevents over- or under-engineering.
B) Lock the “big four” specs early
| Spec | Locks In |
|---|---|
| Yarn type (FDY/DTY) | Hand & durability |
| Structure (woven/knit) | Stability/stretch |
| Finish/coating | Functionality |
| Tolerances | Consistency |
Vague specs are the top cause of sample-to-bulk mismatch.
C) Sample fast—and test honestly
Smart teams:
- Run parallel samples (structure or finish variants)
- Stress samples beyond normal use
- Decide with data, not feel
Low-MOQ sampling accelerates decisions.
D) Plan QC checkpoints before production
| Stage | Control |
|---|---|
| Pre-production | Lab dips & pilot runs |
| Mid-production | Inline checks |
| Pre-shipment | Final inspection |
Quality is cheaper to confirm early than to correct late.
E) Sustainability & compliance (when needed)
| Option | What to Verify |
|---|---|
| rPET | Chain-of-custody |
| OEKO-TEX | Chemical safety |
| Custom finishes | Compliance impact |
Sustainability works best when designed in—not added on.
Polyester is engineered—treat it that way
Polyester fabric isn’t a commodity; it’s the result of hundreds of controllable decisions—from pellet chemistry to heat-set temperature. When those decisions are intentional, polyester delivers unmatched consistency, durability, and versatility.
Understanding the journey from pellets to textiles turns sourcing from guesswork into engineering.
Ready to develop custom polyester fabrics with confidence?
SzoneierFabrics is a China-based fabric R&D and manufacturing partner with years of experience across woven, knitted, coated, and specialty polyester textiles. We support custom development with:
- Free design support
- Low-MOQ customization
- Fast sampling & free samples
- Short, reliable lead times
- 100% quality assurance
If you’re planning a new polyester fabric or refining an existing one, share your use case, performance targets, and timeline. Request a custom quotation or samples from SzoneierFabrics—and turn engineered process into dependable textiles.


