Skip to content
Skip to content 
Few things expose fabric weaknesses faster than heavy rain. Not a light drizzle, not a short shower—but sustained downpour, wind-driven water, repeated wetting, and pressure from movement. In those conditions, fabrics stop being “water resistant” in theory and start proving it in practice.
Polyester and polyamide (often called nylon) dominate rainwear, outdoor bags, covers, and protective textiles. On paper, both are synthetic, strong, and low-absorbency. In real rain, however, they behave differently—sometimes subtly, sometimes dramatically. One may feel drier longer, another may absorb less initially but sag when wet, while coatings and seams quietly decide whether water stays out or creeps in. In heavy rain, polyester and polyamide show different water-resistance behaviors. Polyester absorbs less moisture and maintains dimensional stability, helping coatings last longer. Polyamide offers higher strength and abrasion resistance but absorbs more water, which can reduce water repellency over time. Actual rain performance depends on fiber absorption, fabric construction, coatings, seam design, and waterproof ratings—not fiber choice alone.
If you’ve ever wondered why two “water-resistant” fabrics perform so differently in a storm, the answer lies in how water interacts with fibers, yarns, and finishes under pressure. This article breaks that interaction down—step by step—using test logic, field experience, and practical comparisons rather than marketing terms.
1. What does “water resistance” mean in heavy rain, and how is it measured?
Water resistance is often treated as a single checkbox, but in real-world use—especially in heavy rain—it is a layered performance outcome. It describes how a fabric interacts with water over time, under pressure, and across repeated exposure, not whether water ever touches the surface. A fabric can repel rain for minutes, resist penetration for hours, or fail quickly once pressure or contamination is introduced. All of these behaviors fall under the broad label of “water resistance,” yet they lead to very different user experiences.
In heavy rain, water resistance matters less as a marketing term and more as a functional delay system. The goal is not always to remain perfectly dry forever, but to maintain usability: keep contents protected, prevent rapid weight gain, avoid cold or clammy contact, and buy time until shelter or drying is possible. This is why professionals evaluate water resistance using multiple test methods, each capturing a different failure mode.
Direct answer: In heavy rain, water resistance refers to a fabric’s ability to delay and resist water penetration under continuous exposure and applied pressure. It is measured using a combination of tests such as hydrostatic head, spray rating, and water absorption, because no single test fully represents real rain conditions.
Breaking down water resistance into usable concepts
A) Water resistance vs waterproofness
The confusion around rain performance often starts with terminology. These words are related but not interchangeable.
| Term | What It Really Means |
|---|---|
| Water resistant | Delays penetration |
| Waterproof | Prevents penetration under pressure |
| Water repellent | Causes water to bead and roll off |
Water repellent describes surface behavior. A fabric with a durable water repellent (DWR) finish sheds droplets initially, keeping the surface dry-looking. This effect can disappear once the finish wears off or becomes contaminated.
Water resistant describes time and tolerance. The fabric may eventually allow water through, but not immediately. Many bags, shells, and covers fall into this category—they are designed to handle rain events, not immersion.
Waterproof implies resistance under defined pressure, usually expressed in millimeters of water column. True waterproof performance requires coatings, membranes, or laminations, and often seam sealing.
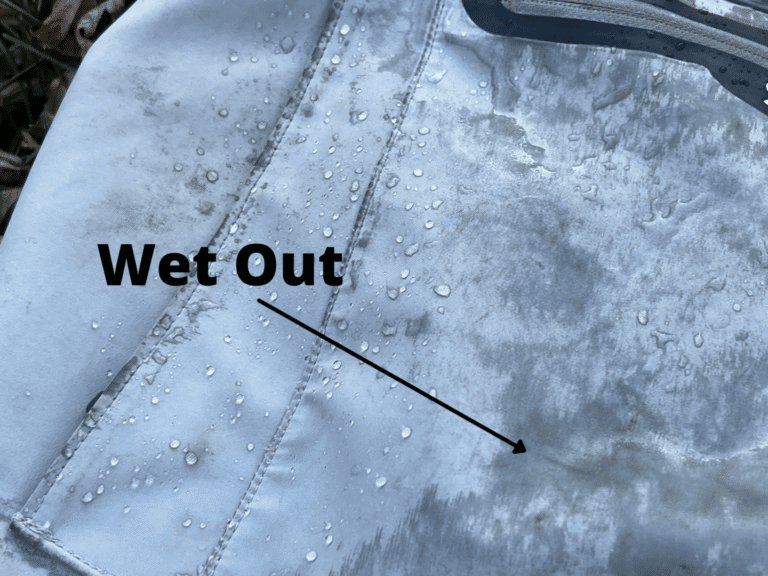
In heavy rain, these distinctions matter because surface repellency can fail long before pressure resistance does. When a fabric “wets out,” users often perceive failure even if liquid water has not yet penetrated.
B) Key lab tests used for rain performance
Because water interacts with fabric in multiple ways, laboratories use several complementary tests rather than a single metric.
| Test | What It Measures | Why It Matters |
|---|---|---|
| Spray test (AATCC 22) | Surface wetting | Initial rain behavior |
| Hydrostatic head | Pressure resistance | Downpour performance |
| Water absorption | Fiber uptake | Weight gain, sagging |
Spray test (AATCC 22) This test evaluates how well a fabric resists surface wetting when water is sprayed at a fixed angle and volume. Results are typically reported as a rating (e.g., 80, 90, 100). High ratings indicate that water beads and rolls off instead of spreading.
This test reflects early-stage rain exposure, such as light to moderate rain or brief showers. It does not measure leakage or pressure resistance.
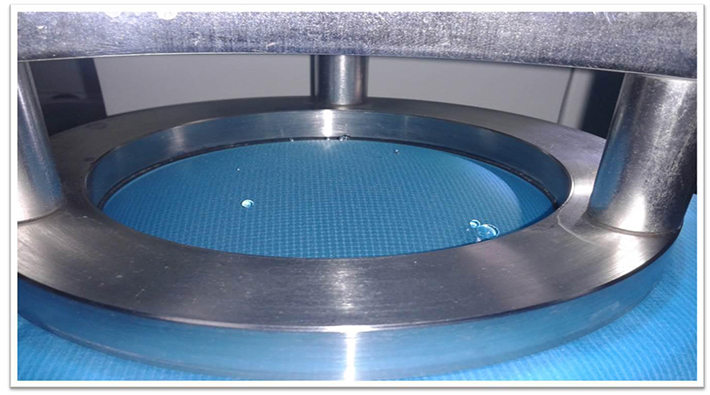
Hydrostatic head Hydrostatic head measures how much water pressure a fabric can withstand before liquid penetrates. Results are reported in millimeters (mm) of water column. Higher values mean better resistance to sustained or pressurized rain.
This test is critical for heavy rain, where water accumulates, runs downward, and applies continuous pressure—especially on horizontal surfaces or stressed areas.
Water absorption This test measures how much water the fabric absorbs by weight. Even if water does not pass through, absorbed water can cause the fabric to feel heavy, sag, or lose thermal performance.
In heavy rain, absorption often determines user comfort more than leakage does.
C) Typical performance ranges and what they imply
While exact requirements vary by application, industry experience has established some practical benchmarks.
Hydrostatic head (approximate guidance):
- Below 1,000 mm: light rain resistance only
- 1,000–3,000 mm: moderate rain, short exposure
- 3,000–5,000 mm: heavy rain, general outdoor use
- 5,000 mm and above: sustained rain, higher pressure zones
Spray ratings:
- 70–80: noticeable wetting, limited repellency
- 90: good initial beading
- 100: excellent surface repellency (new fabric)
Water absorption:
- Lower absorption: fabric stays lighter, dries faster
- Higher absorption: increased weight, sagging, cold feel
These numbers are not absolute guarantees. They are risk indicators, best interpreted together rather than in isolation.
D) Why heavy rain is more demanding than lab tests
Laboratory tests are controlled and repeatable. Heavy rain is neither.
In real use, fabrics face:
- Wind-driven rain that hits at angles
- Localized pressure from hands, shoulders, or contents
- Folding, creasing, and abrasion during wear
- Oils, dirt, and detergents that degrade DWR
- Repeated wet–dry cycles that stress coatings
For example, a fabric with a high spray rating may wet out quickly once body oils contaminate the surface. A fabric with excellent hydrostatic head may still feel uncomfortable if the face fabric absorbs water and collapses against the membrane.
Heavy rain combines surface wetting, pressure, and time into a single event, exposing weaknesses that individual lab tests cannot fully simulate alone.
E) The sequence of failure in heavy rain
Understanding failure as a sequence—not a single moment—helps explain why users perceive water resistance differently.
Common progression:
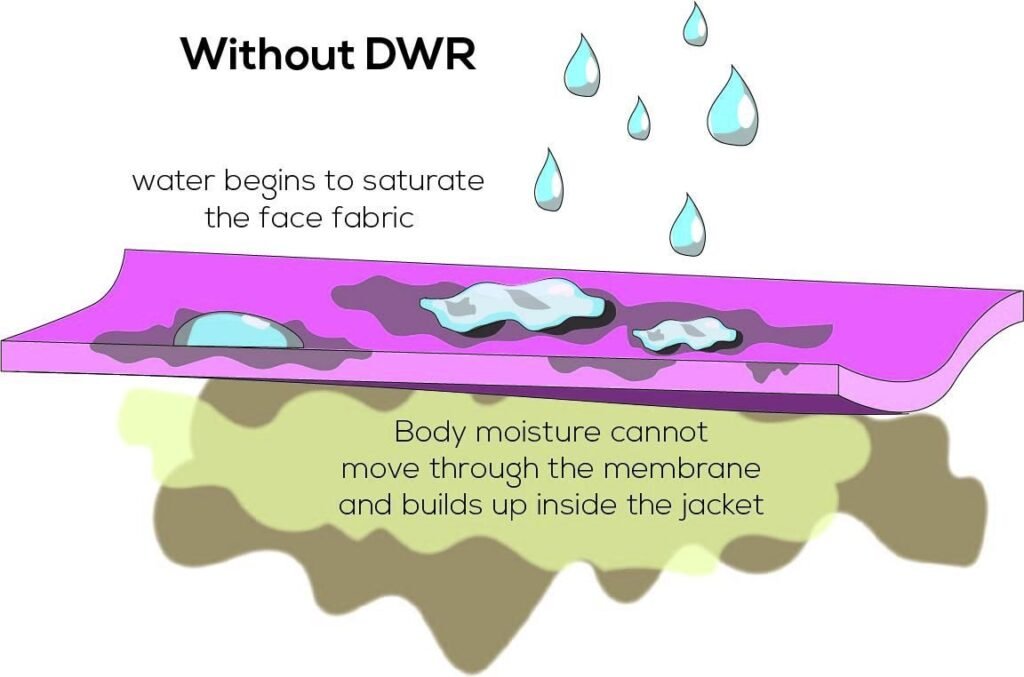
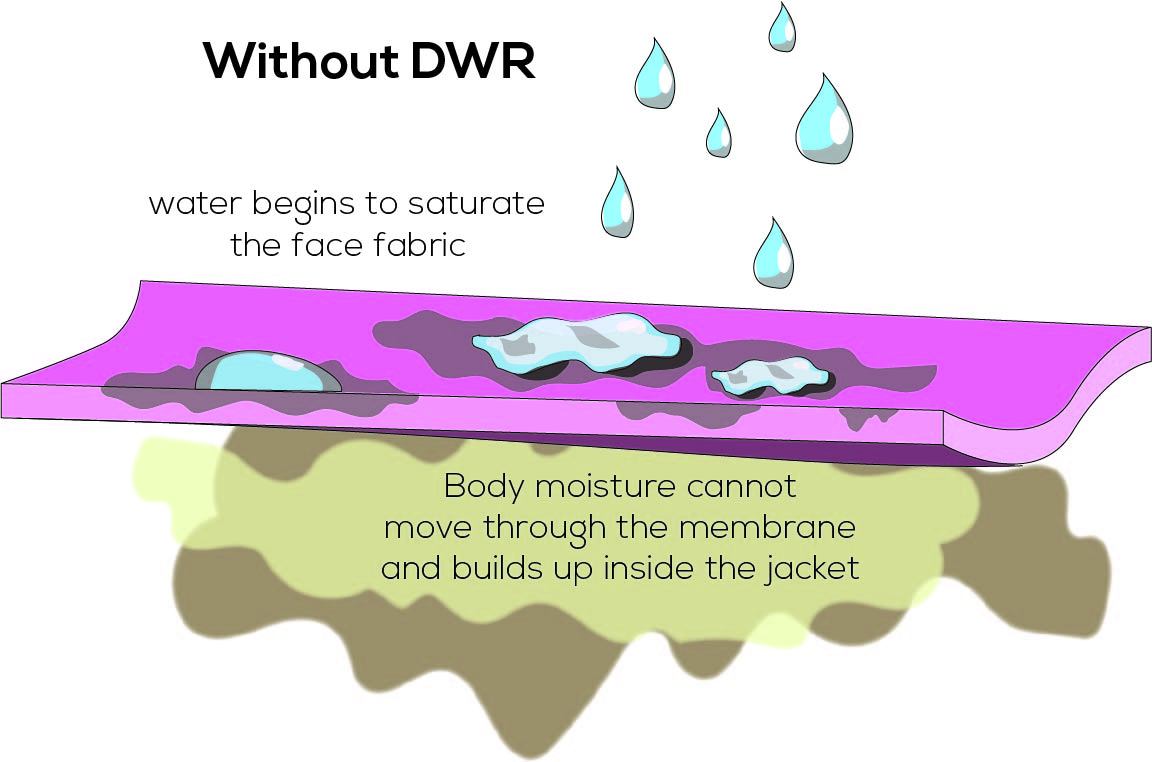
- Surface beading slows as DWR weakens
- Fabric begins to wet out and darken
- Fabric feels clammy and heavy
- Pressure forces water through weak points
- Seams, folds, or stress zones leak first
Most complaints occur at stage 2 or 3, before actual penetration. From a technical standpoint, the fabric may still be “passing” hydrostatic head requirements, but from a user standpoint, performance already feels compromised.
F) Face fabric vs barrier layer
In multi-layer systems, water resistance depends on more than the barrier.
- Face fabric controls wetting, abrasion resistance, and durability
- Coating or membrane provides pressure resistance
- Backing or lining manages moisture transfer and comfort
If the face fabric absorbs too much water, it can overwhelm the system by:
- Increasing pressure on the barrier
- Slowing vapor transfer
- Making the product feel cold and heavy
This is why two fabrics with identical hydrostatic head values can perform very differently in heavy rain.
G) How pressure is applied in real use
Hydrostatic head tests apply uniform vertical pressure. Real life applies pressure unevenly.
Examples:
- Backpack straps concentrate load on small areas
- Folded fabric creates channels where water pools
- Kneeling or leaning increases local pressure
- Wind forces water sideways into seams
Heavy rain is rarely static. Pressure fluctuates constantly, which is why safety margins are necessary when specifying rain performance.
H) Seams and construction matter as much as fabric
Water resistance ratings usually apply to fabric, not finished products.
In practice:
- Needle holes create direct penetration paths
- Stitch density affects leakage rate
- Seam tape or sealing quality varies
- Edge binding and folds trap water
A fabric that passes all lab tests can still fail in heavy rain if construction details are ignored. This is why high-performance rain products often invest as much effort in seam design as in material selection.
I) Aging and durability of water resistance
Water resistance is not static over a product’s life.
Key degradation factors:
- Abrasion removes DWR
- Washing reduces repellency
- UV exposure weakens polymers
- Dirt and oils increase wetting
As repellency decreases, heavy rain performance relies more heavily on pressure resistance and less on surface behavior. This shift explains why older products often feel wetter even if they technically still resist penetration.
J) Why no single number defines “good in heavy rain”
Buyers often ask for a single specification: one number that guarantees rain performance. This rarely works.
Heavy rain performance depends on:
- Surface repellency (initial behavior)
- Pressure resistance (sustained protection)
- Absorption rate (comfort and weight)
- Construction details (seams, folds)
- Expected duration of exposure
A balanced specification accepts trade-offs rather than chasing a single extreme value.
K) Practical interpretation for sourcing and design
For designers and sourcing teams, the goal is alignment between use case and test selection.
Questions to clarify:
- How long must the fabric resist rain?
- Where will pressure be applied?
- Is weight gain acceptable?
- Will seams be sealed or exposed?
Answering these questions determines which test results actually matter—and which are secondary.
L) Human perspective: why this matters
From a user’s point of view, water resistance rarely fails catastrophically. It degrades. The fabric darkens, feels cold, gains weight, and finally leaks where stress concentrates. Understanding this progression helps explain why some products feel reliable in heavy rain while others feel disappointing despite similar lab ratings.
Water resistance, especially in heavy rain, is best understood as managed exposure, not absolute exclusion. When designers and users recognize this, material choices become more realistic, performance expectations align better with reality, and product satisfaction increases.
2. Which fiber absorbs less water in practice: polyester or polyamide?


At the fiber level, water absorption is one of the most influential but least visible properties affecting rain performance. It does not determine whether water leaks through a fabric—that is controlled by coatings, membranes, and construction—but it strongly shapes how a fabric feels, behaves, and ages when exposed to rain.
In heavy rain, users often describe fabrics as feeling “dry,” “clammy,” “heavy,” or “cold” long before any actual leakage occurs. Those sensations are closely tied to how much water the fiber itself absorbs, not just how well the surface repels water. This is where polyester and polyamide (nylon) begin to diverge in meaningful ways.
Direct answer: Polyester absorbs significantly less water than polyamide. Polyester typically absorbs less than 0.5% of its weight in water, while polyamide absorbs approximately 3–7%. This difference directly affects fabric weight gain, drying speed, thermal feel, and long-term stress on coatings during heavy rain.
Why absorption changes rain performance
A) Typical moisture absorption values
Moisture absorption is usually measured under standard conditions and expressed as a percentage of fiber weight.
| Fiber | Moisture Absorption |
|---|---|
| Polyester | ~0.4% |
| Polyamide (nylon) | 3–7% |
| Cotton (reference) | ~8% |
These numbers may look small, but in real fabrics they scale quickly. A backpack shell, jacket panel, or tent fly made from polyamide can absorb several times more water by weight than the same structure made from polyester.
Importantly, absorption happens within the fiber, not just on the surface. That means it cannot be shaken off or wiped away—it remains until the fabric dries.
B) What higher absorption actually causes
Higher water absorption does not automatically mean leakage. Instead, it alters the physical and thermal behavior of the fabric.
| Effect | Polyester | Polyamide |
|---|---|---|
| Weight gain in rain | Minimal | Noticeable |
| Fabric sag | Low | Medium |
| Drying speed | Fast | Slower |
| Coating stress | Lower | Higher |
Weight gain As polyamide fibers absorb water, the fabric becomes heavier. This is especially noticeable in larger panels or products carried for long periods. Polyester fabrics remain comparatively light even after prolonged rain.
Fabric sag and drape change Absorbed water causes polyamide fibers to swell slightly. Over large areas, this can lead to visible sagging, especially in loosely supported structures such as rain covers or tent panels.
Drying speed Polyester releases absorbed moisture quickly because there is very little moisture inside the fiber. Polyamide takes longer to dry because water must migrate out of the fiber structure itself.
Coating and laminate stress Fiber swelling places mechanical stress on coatings and laminations. Over repeated wet–dry cycles, this stress can accelerate micro-cracking or delamination, particularly in lightweight constructions.
C) Why absorption affects “feel” before leakage
One of the most common complaints in heavy rain is that a fabric “feels wet” even though it has not leaked.
This sensation usually comes from:
- Increased thermal conductivity as water fills fiber voids
- Loss of air trapped within the fabric
- Cold transfer from rain-cooled water held in the textile
Polyamide fabrics, because they hold more water internally, tend to feel cooler and clammy sooner than polyester fabrics. Polyester fabrics, with lower absorption, often feel drier for longer—even if both fabrics are equally waterproof in lab tests.
This distinction matters greatly in apparel, bags worn against the body, and covers that are frequently handled.
D) Why polyamide is still widely used despite higher absorption
Given polyester’s lower absorption, it is reasonable to ask why polyamide remains so common in rain-facing products. The answer lies in mechanical performance.
Polyamide offers:
- Higher tensile strength at low weights
- Superior tear resistance
- Excellent abrasion resistance
- Greater toughness in thin constructions
These properties make polyamide ideal for ultralight fabrics, where minimizing weight is critical and structural integrity must be maintained with very fine yarns.
In such applications, designers often accept higher absorption as a trade-off for:
- Reduced fabric weight
- Higher strength-to-weight ratio
- Better resistance to puncture and abrasion
This is why many alpine shells, ultralight packs, and technical tents rely on polyamide rather than polyester.
E) Absorption vs waterproof rating: a common misconception
It is important to separate water absorption from waterproofness.
A polyamide fabric with a high-quality coating or membrane can easily outperform a poorly finished polyester fabric in terms of:
- Hydrostatic head
- Leak resistance
- Long-term rain protection
Absorption does not determine whether water passes through the fabric. It determines how the fabric behaves around that barrier.
In practice:
- Polyester sets a drier, more stable baseline
- Polyamide demands stronger coatings and more careful finishing
When those conditions are met, polyamide performs extremely well.
F) Impact on repeated wet–dry cycles
Heavy rain is rarely a single event. Products often experience repeated cycles of wetting and drying.
With each cycle:
- Polyamide fibers swell and relax
- Coatings experience cyclic stress
- Seam areas undergo micro-movement
Over time, this can contribute to:
- Reduced coating adhesion
- Increased seam leakage risk
- Gradual loss of dimensional stability
Polyester’s low absorption reduces these cyclic stresses, which is one reason it is favored in products designed for long service life with minimal maintenance.
G) Interaction with durable water repellents (DWR)
DWR treatments affect surface wetting, not fiber absorption. However, fiber absorption influences how DWR failure is perceived.
When DWR degrades:
- Polyester fabrics may darken slightly but remain relatively light
- Polyamide fabrics darken more, gain weight, and feel colder
This difference often leads users to conclude that a polyamide fabric has “failed,” even when the waterproof barrier underneath remains intact.
From a user-experience standpoint, polyester offers a more forgiving degradation curve.
H) Structural amplification of absorption differences
Fiber absorption differences are amplified by fabric structure.
For example:
- Dense weaves hold more absorbed water by mass
- Thicker fabrics increase total fiber volume
- Multi-layer constructions compound weight gain
In large products—bags, covers, shelters—polyamide’s higher absorption becomes more noticeable simply because there is more material to absorb water.
I) Field observation insight
In sustained rain, polyester fabrics often feel drier for longer, even when rain exposure is continuous. Polyamide fabrics may begin to feel heavier and cooler as water accumulates inside the fibers, sometimes within the first hour of exposure.
This difference appears before leakage, and it strongly influences user comfort and perception of quality.
Experienced outdoor users often recognize this effect intuitively, even if they cannot explain it in technical terms.
J) Cost, processing, and sourcing considerations
From a manufacturing standpoint, absorption differences also influence processing decisions.
- Polyamide requires tighter control of coating chemistry
- Polyester offers more stable behavior across finishing lines
- Recycled polyester maintains low absorption characteristics
- Recycled polyamide can show wider variability in uptake
These factors affect yield, consistency, and long-term reliability—especially in large production runs.
K) Choosing between polyester and polyamide in rain applications
The decision is rarely about which fiber is “better.” It is about which failure mode is more acceptable.
Polyester is often chosen when:
- Long exposure to rain is expected
- Low weight gain matters
- Dimensional stability is critical
- Maintenance may be infrequent
Polyamide is often chosen when:
- Abrasion and tear resistance dominate
- Ultralight construction is required
- Strength-to-weight ratio is the priority
Understanding absorption helps clarify these trade-offs.
L) Important nuance to remember
Absorption alone does not define rain performance. A well-coated, well-constructed polyamide fabric can outperform a poorly designed polyester fabric in every meaningful test.
Fiber choice sets the baseline behavior, not the final outcome. Structure, finishing, coating quality, and construction determine whether that baseline is amplified or controlled.
M) Practical takeaway
In practice, polyester absorbs far less water than polyamide, and this difference shapes how fabrics feel, dry, and age in heavy rain. Polyester tends to stay lighter, feel drier, and impose less stress on coatings during prolonged exposure. Polyamide absorbs more water but compensates with superior mechanical strength, especially in lightweight designs.
For designers and sourcing teams, the key is not choosing sides, but understanding how fiber absorption influences comfort, durability, and user perception—and designing the rest of the system accordingly.
3. How do weave density, yarn denier, and fabric construction change rain performance?

When heavy rain hits, construction often matters more than fiber choice itself. Polyester and polyamide set the baseline, but what ultimately determines whether water penetrates, pools, or is delayed is how yarns are arranged, how tightly they are packed, and how the fabric behaves once wet and pressurized.
In real use, rain does not pass through fibers—it exploits gaps, deformation, and weak points. Two fabrics made from the same yarn can perform completely differently simply because one deforms under load while the other holds its geometry. This is why experienced designers evaluate rain performance as a structural problem first and a chemical one second.
Direct answer: Weave density, yarn denier, and construction directly control pore size, fabric stiffness, and resistance to deformation. Higher density, appropriate denier, and stable constructions reduce water penetration by limiting gaps between yarns and supporting coatings under pressure. In heavy rain, tightly built fabrics wet out more slowly and maintain performance longer.
Construction choices that decide rain outcomes
A) Weave density: smaller pores, slower penetration
Water does not magically pass through solid fibers. It finds its way through microscopic spaces between yarns. Weave density—how many yarns are packed into a given area—defines the size and shape of those spaces.
| Density Level | Rain Behavior |
|---|---|
| Low density | Fast wet-through |
| Medium density | Delayed penetration |
| High density | Strong resistance |
Low-density fabrics Low-density constructions leave larger inter-yarn gaps. Under light rain, surface repellency may be enough to delay wetting. Under heavy rain, water quickly finds these gaps, especially once pressure is applied by wind or gravity.
Medium-density fabrics Medium-density weaves strike a balance. Gaps are smaller, and water penetration slows noticeably. These fabrics often rely on a combination of structure and coating to perform in sustained rain.
High-density fabrics High-density weaves create a mechanical barrier. Even before coatings engage, water movement is restricted. Under pressure, these fabrics resist deformation, keeping pore size stable. This is why high-density polyester or polyamide shells often feel more trustworthy in prolonged rain.
Density also affects how coatings behave. A dense weave supports coatings evenly, reducing stress concentration and delaying failure.
B) Why pore geometry matters more than visual tightness
Two fabrics can look equally “tight” to the eye but behave very differently under rain. What matters is not just yarn count, but pore geometry—the size, shape, and continuity of gaps.
Factors influencing pore behavior include:
- Yarn cross-section (round vs textured)
- Yarn flattening under pressure
- Fabric crimp and interlacing pattern
- Heat-setting stability
In heavy rain, pressure forces water to search for the path of least resistance. Fabrics with continuous or aligned pores allow water to migrate more easily than fabrics with irregular, interrupted pore structures.
C) Yarn denier: balancing weight, stiffness, and resistance
Yarn denier determines yarn thickness and mass. It influences not only fabric weight, but also stiffness and deformation resistance when wet.
| Denier Range | Typical Use | Rain Impact |
|---|---|---|
| 20D–40D | Ultralight shells | Needs strong coating |
| 70D–150D | Outdoor gear | Balanced |
| 300D+ | Bags / covers | High resistance |
Low denier (20D–40D) Ultralight fabrics rely heavily on coatings or membranes. The yarns themselves are thin and flexible. Under pressure—such as water pooling or load contact—the fabric can deform, temporarily enlarging pores and stressing coatings.
Mid denier (70D–150D) This range offers a practical balance. Yarns are thick enough to resist deformation, yet light enough for wearable or portable products. Many high-performing rain shells and outdoor fabrics fall here.
High denier (300D and above) High-denier fabrics provide strong mechanical resistance to water penetration. They maintain pore geometry even under pressure. The trade-off is weight and reduced drape, which is acceptable for bags, covers, and shelters.
In heavy rain, structural stiffness matters as much as repellency. A fabric that collapses under water load will fail sooner, regardless of fiber type.
D) Fabric deformation under rain pressure
Heavy rain introduces pressure in ways that lab tests only approximate.
Sources of pressure include:
- Water pooling on horizontal surfaces
- Wind-driven rain impacting at angles
- Body weight or carried load pressing fabric inward
- Folding and creasing during movement
Under these conditions, low-stiffness fabrics deform. Yarn intersections shift, pores elongate, and coatings experience localized stress. Once deformation occurs, even a high hydrostatic head rating may not prevent leakage at that moment.
Higher denier yarns and tighter constructions reduce this risk by holding their shape under load.
E) Common constructions used in rain-facing fabrics
Construction type defines how yarns interlace and distribute stress.
| Construction | Strengths | Weaknesses |
|---|---|---|
| Plain weave | Uniform barrier | Lower tear strength |
| Twill | Better tear resistance | Slightly larger pores |
| Ripstop | Tear control | Grid can channel water |
| Oxford | Balanced | Heavier |
Plain weave Plain weaves create uniform, evenly distributed pores. They perform well as mechanical barriers, especially at high density. However, they can tear more easily unless yarn strength or density is increased.
Twill weave Twill structures distribute stress along diagonal paths, improving tear resistance. The downside is slightly larger pore geometry, which may require stronger coatings to maintain rain performance.
Ripstop Ripstop integrates reinforcement yarns in a grid pattern. This greatly improves tear resistance, but the grid can create micro-channels. If coatings degrade, water may preferentially travel along these lines.
Oxford weave Oxford constructions balance durability and stability. They are heavier, but they resist deformation well and support coatings evenly, making them reliable for heavy-rain applications in bags and gear.
F) How construction interacts with coatings
Coatings and laminations do not operate in isolation. They depend on the base fabric for support.
A stable construction:
- Distributes pressure evenly across the coating
- Reduces localized stress points
- Delays cracking or delamination
An unstable construction:
- Concentrates stress at yarn intersections
- Accelerates coating fatigue
- Allows micro-leakage under load
This is why thin coatings on dense fabrics often outperform thick coatings on loose fabrics in real rain.
G) Polyester vs polyamide under construction stress
Fiber choice influences how construction behaves once wet.
Polyamide:
- Higher toughness allows lighter deniers
- Better tear resistance at low weight
- Higher moisture absorption leads to swelling
Polyester:
- Lower absorption maintains dimensional stability
- Pores remain more consistent when wet
- Slightly lower tear strength at equal denier
Because polyamide absorbs more water and swells, weave tightness must compensate. Loosely built polyamide fabrics deform more under rain, whereas polyester fabrics tend to hold pore geometry better once soaked.
This is why many polyester rain fabrics perform consistently even as DWR degrades, while polyamide fabrics often rely more heavily on coatings and tight construction.
H) The role of heat-setting in construction stability
Heat-setting locks yarns into position. Poor heat-setting allows yarns to shift under wet load.
Effects of insufficient heat-setting include:
- Increased pore movement when wet
- Fabric width changes after rain
- Uneven stress on coatings
Well heat-set fabrics maintain construction integrity even after repeated wet–dry cycles, which is critical for long-term rain performance.
I) Construction choices across product categories
Different products tolerate different trade-offs.
- Ultralight apparel prioritizes weight, accepts reliance on coatings
- Backpacks and bags favor mid-to-high denier, tight weaves
- Covers and shelters prioritize stiffness and density over drape
- Everyday rain gear balances comfort with structural stability
There is no universal “best” construction. The correct choice depends on how much deformation can be tolerated under rain pressure.
J) Why heavier fabrics often outperform ultralight ones in heavy rain
In controlled tests, ultralight fabrics may match heavier ones in hydrostatic head. In the field, the story changes.
Heavier, denser fabrics:
- Resist deformation when soaked
- Maintain consistent pore size
- Support coatings longer
- Feel drier under pressure
This is why users often perceive heavier rain fabrics as more reliable in prolonged downpours, even if lab numbers are similar.
K) The compounding effect of folds and seams
Construction decisions are amplified at seams and folds.
- Dense fabrics resist needle hole enlargement
- Stable weaves reduce seam creep
- Higher denier yarns reduce stress concentration
Loose constructions allow water to exploit stitching paths more easily, especially once fabric is wet and softened.
L) Practical takeaway for rain-focused design
For heavy rain, performance is decided less by fiber chemistry and more by how tightly and stably the fabric is built. Smaller pores, higher resistance to deformation, and consistent geometry under wet pressure delay failure and improve user experience.
A moderately heavier, tighter fabric often outperforms an ultralight option—regardless of whether it is polyester or polyamide—because it maintains structure when soaked and pressed.
Understanding construction as a mechanical system, not just a textile pattern, turns rain performance from guesswork into predictable engineering.
4. What coatings and laminations work best on polyester vs polyamide, and how long do they last?
In heavy rain, coatings and laminations are the functional core of protection. They determine whether water is stopped at the surface, delayed within the structure, or eventually forced through under pressure. Yet coatings never work alone. Their real-world lifespan is shaped by the base fabric beneath them—how much it absorbs water, how it moves under load, and how it responds to repeated wet–dry cycles.
This is where polyester and polyamide diverge in practical terms. Both can be made waterproof. Both can pass lab tests when new. But over time, under sustained rain, flexing, and pressure, they place very different stresses on coatings and laminations.
Direct answer: Polyester generally supports longer-lasting coatings and laminations because of its low water absorption and dimensional stability. Polyamide accepts coatings and laminations well initially, but its higher moisture uptake and fiber swelling tend to stress thin coatings over time, especially under repeated wet flex and load.
Matching coatings to fibers and rain intensity
A) Why the base fiber matters to coating lifespan
Coatings fail for mechanical reasons long before they fail chemically. Common failure modes include:
- Micro-cracking under repeated flex
- Loss of adhesion at yarn crossover points
- Gradual thinning under abrasion
- Stress concentration at seams and folds
The base fabric controls how severe these stresses become.
Polyester:
- Absorbs very little water
- Maintains stable dimensions when wet
- Places relatively constant stress on coatings
Polyamide:
- Absorbs more water
- Swells slightly when wet
- Cycles between expansion and contraction
Over hundreds of wet–dry cycles, this difference becomes decisive. Coatings bonded to a stable substrate age more predictably than those bonded to a moving one.
B) DWR (Durable Water Repellent): surface behavior, not waterproofing
DWR treatments are often misunderstood. They affect surface wetting, not pressure resistance. In heavy rain, their role is to delay wet-out and reduce surface water load on the underlying barrier.
| Fiber | DWR Longevity |
|---|---|
| Polyester | Longer-lasting |
| Polyamide | Wears faster |
On polyester, DWR tends to degrade gradually through abrasion and washing. On polyamide, degradation is often faster because:
- Moisture absorption increases surface contact time with water
- Swelling and relaxation disrupt the finish
- Contaminants are retained more readily
Once DWR performance drops, both fabrics can still be waterproof—but the user experience changes dramatically. Polyamide fabrics tend to feel wetter and colder sooner once DWR weakens.
C) PU (polyurethane) coatings: the workhorse barrier
PU coatings remain one of the most common waterproof solutions due to their flexibility, cost efficiency, and tunable performance.
| Attribute | Polyester Base | Polyamide Base |
|---|---|---|
| Adhesion | Strong | Strong |
| Long-term stability | Better | Moderate |
| Wet flex resistance | High | Medium |
On polyester, PU coatings benefit from the fabric’s dimensional stability. Under rain pressure and flex, the coating experiences relatively uniform stress. This leads to:
- Slower crack initiation
- Better resistance to hydrostatic loss over time
- More predictable aging
On polyamide, PU coatings face cyclic stress as fibers absorb and release moisture. In thin or lightweight constructions, this often leads to:
- Micro-cracking at yarn intersections
- Gradual reduction in hydrostatic head
- Earlier failure at folds and creases
This does not mean PU is unsuitable for polyamide—only that coating thickness and formulation must compensate.
D) PU coating thickness: why “lighter” isn’t always better
Coating weight is one of the most influential variables in rain durability.
| Coating Weight | Result |
|---|---|
| Light | Breathable, short life |
| Medium | Balanced |
| Heavy | Durable, less breathable |
Light PU coatings are popular in ultralight gear, but they operate with very small safety margins. On polyamide, these margins shrink quickly under real rain conditions.
Medium-weight coatings provide a balance, offering sufficient pressure resistance while retaining flexibility. Heavy coatings are favored in bags, covers, and shelters where breathability is secondary to reliability.
In heavy rain scenarios, durability almost always outweighs minimal weight savings.
E) TPU laminations: continuous-film protection
TPU laminations differ fundamentally from coatings. Instead of being applied as a liquid layer, TPU is bonded as a continuous film.
| Feature | Performance |
|---|---|
| Hydrostatic resistance | Excellent |
| Elastic recovery | High |
| Aging resistance | Good |
TPU offers several advantages:
- High resistance to pressure
- Excellent elasticity and recovery
- Reduced risk of pinhole formation
Because TPU behaves elastically, it tolerates substrate movement better than rigid coatings. This makes it suitable for both polyester and polyamide bases.
However, TPU laminations:
- Increase material cost
- Require precise bonding conditions
- Demand careful seam sealing
When executed correctly, TPU provides some of the most reliable long-term rain protection available.
F) Polyester vs polyamide under TPU laminations
Under TPU, the differences between polyester and polyamide narrow—but they do not disappear.
On polyester:
- The laminate experiences consistent stress
- Long-term adhesion remains stable
- Aging is dominated by abrasion rather than flex fatigue
On polyamide:
- TPU accommodates swelling better than PU
- Adhesion remains good if bonding is optimized
- Failure risk shifts toward seam and edge zones
This is why high-end laminated fabrics often pair TPU with carefully engineered polyamide bases rather than generic lightweight nylons.
G) Coatings vs laminations: choosing by use case
The choice between coating and lamination should be driven by exposure intensity and expected lifespan.
General guidance:
- Light rain, short exposure → DWR + light PU
- Moderate rain, repeated use → medium PU or thin TPU
- Heavy rain, sustained exposure → heavier PU or TPU lamination
Polyester bases allow lighter systems to last longer. Polyamide bases often require more robust barriers to achieve the same service life.
H) How flex and folding accelerate failure
Heavy rain rarely occurs without movement. Walking, carrying, folding, and packing all introduce flex.
Flex concentrates stress at:
- Yarn crossover points
- Coating micro-defects
- Seam allowances
Polyamide fabrics, being tougher and more flexible, are often used in thin constructions that flex more. This increases stress frequency on coatings. Polyester fabrics are often stiffer at comparable weights, reducing flex amplitude and slowing coating fatigue.
I) Aging patterns seen in the field
Real-world aging rarely looks like sudden leakage. More often, it follows predictable stages.
Common progression in polyamide shells:
- DWR degradation
- Increased wet-out and cooling
- Gradual loss of hydrostatic head
- Micro-leaks at stress zones
Common progression in polyester shells:
- DWR degradation
- Stable pressure resistance
- Eventual abrasion-related failure
The difference is not whether failure happens, but how quickly and how predictably.
J) Seam areas: where coatings are tested hardest
No coating works alone at seams. Needle holes, stitch tension, and seam tape quality dominate here.
Polyester advantages at seams:
- Lower swelling reduces seam creep
- Needle holes remain more stable
- Seam tape adhesion lasts longer
Polyamide challenges:
- Swelling can enlarge stitch paths
- Seam tape experiences cyclic stress
- Failure often initiates at corners or folds
In heavy rain products, seam design and tape selection can matter more than base fabric choice.
K) Breathability trade-offs in heavy rain systems
Heavier coatings and laminations reduce breathability. In heavy rain, this is often acceptable.
Key trade-off:
- More barrier → less vapor transmission
- Less barrier → higher failure risk
For bags, covers, and shelters, breathability is usually irrelevant. For apparel, designers must balance condensation risk against rain protection.
Polyester’s lower absorption reduces the clammy feel even when breathability is limited, giving it an advantage in comfort perception.
L) Cost and consistency considerations
From a sourcing perspective, polyester offers:
- More forgiving processing windows
- More consistent coating adhesion
- Lower rejection rates in bulk
Polyamide demands:
- Tighter process control
- More frequent testing
- Higher skill in coating formulation
Neither is inherently “better,” but polyester generally reduces variability when durability is the priority.
M) Practical takeaway
Coatings and laminations define rain performance, but their lifespan is governed by the fabric beneath them. Polyester’s low absorption and dimensional stability allow coatings—especially PU and TPU systems—to last longer and age more predictably in heavy rain. Polyamide offers exceptional strength and toughness, but its higher moisture uptake places greater long-term stress on thin coatings, particularly in lightweight constructions.
In sustained rain, durability is rarely achieved through chemistry alone. It comes from matching the right barrier to the right base fabric, accepting weight and cost where necessary, and designing for how materials actually move and age in the field.
5. Which waterproof ratings should you use, and what numbers are “good” for heavy rain?


Waterproof ratings are often quoted as if they are absolute guarantees. In reality, they are controlled measurements taken under specific conditions, and heavy rain rarely behaves like a laboratory test. Numbers still matter—but only when you understand what stress they represent, what they ignore, and how they change over time.
In sustained downpour, failure rarely comes from a single weak metric. It comes from pressure, duration, movement, and degradation acting together. This is why experienced designers never rely on one rating alone, and why the same numbers can feel very different in real use.
Direct answer: For heavy rain, fabrics should typically target 10,000–20,000 mm hydrostatic head or higher, maintain strong spray test performance after wear, and offer an MVTR level appropriate to the activity. Lower ratings can work for short exposure, but prolonged or wind-driven rain requires higher safety margins and better durability.
Reading ratings the right way
A) Hydrostatic head (HH): what it really measures
Hydrostatic head measures the height of a water column a fabric can resist before liquid water penetrates. It is the core metric for waterproofness and the most widely referenced number.
| HH Rating | Real-World Meaning |
|---|---|
| 1,500–3,000 mm | Light rain |
| 5,000 mm | Moderate rain |
| 10,000 mm | Heavy rain |
| 20,000+ mm | Extreme conditions |
In lab testing, pressure is applied slowly and evenly. In real rain, pressure is dynamic and localized. Wind-driven rain, water pooling, and body or load pressure can add thousands of millimeters of equivalent pressure in short bursts.
For example:
- Kneeling on wet fabric can exceed 10,000 mm locally
- Backpack straps concentrate pressure on narrow zones
- Wind forces water sideways into seams and folds
This is why fabrics rated around 5,000 mm may technically be waterproof, yet fail in heavy rain when pressure spikes.
B) Why 10,000 mm is often the practical minimum for heavy rain
In field use, 10,000 mm has emerged as a practical baseline because it provides buffer capacity. Even as coatings age, flex, and experience micro-damage, enough resistance remains to handle pressure events.
Below this level:
- Small defects matter more
- Seam leakage becomes more likely
- Degradation shows quickly
Above this level:
- Pressure tolerance increases
- Performance degrades more gradually
- Users experience fewer “surprise” leaks
For products expected to face hours of rain rather than minutes, starting higher is often more economical than trying to compensate later.
C) Hydrostatic head is not permanent
One of the most misunderstood aspects of HH is that it is not static.
Factors that reduce HH over time include:
- Abrasion on the coated surface
- Repeated folding and flexing
- Micro-cracks from wet–dry cycling
- UV exposure and heat
A fabric rated at 15,000 mm when new may drop significantly after months of use, especially if coatings are thin. This is why initial HH should be higher than the minimum acceptable performance.
D) Spray test (AATCC 22): the wet-out warning signal
The spray test evaluates how water behaves on the surface of the fabric during initial exposure.
| Rating | Surface Behavior |
|---|---|
| 100 | No wetting |
| 90 | Slight wetting |
| 80 | Partial wetting |
| <70 | Poor repellency |
Spray test results do not measure leakage. They measure wetting.
Why this matters in heavy rain:
- Wet-out increases fabric weight
- Water clings to the surface, increasing pressure
- Breathability drops sharply
- The fabric feels cold and clammy
A fabric can have excellent HH and still feel miserable in rain if spray performance collapses quickly.
E) New vs aged spray performance
Many fabrics achieve spray ratings of 90–100 when new. The more meaningful question is:
What is the spray rating after abrasion, washing, or contamination?
In real use:
- Dirt, oils, and detergents degrade DWR
- Polyamide surfaces lose repellency faster
- Polyester tends to retain repellency longer
For heavy rain applications, post-aging spray performance is more informative than out-of-the-box numbers.
F) MVTR: breathability under rain, not in theory
MVTR (Moisture Vapor Transmission Rate) measures how much vapor passes through a fabric over 24 hours.
| MVTR (g/m²/24h) | Comfort Level |
|---|---|
| <5,000 | Low |
| 5,000–10,000 | Moderate |
| 10,000–20,000 | Active use |
| 20,000+ | High exertion |
High MVTR is often marketed aggressively, but context matters.
In heavy rain:
- Outer surface cooling reduces vapor drive
- Wet-out blocks vapor transmission
- Pressure from layers reduces permeability
As rain intensity increases, real-world breathability converges downward, regardless of lab MVTR.
G) The durability trade-off behind MVTR
Higher MVTR often comes from:
- Thinner coatings
- More porous membranes
- Lighter constructions
These features improve comfort in mild conditions but reduce durability under sustained rain and abrasion.
For heavy rain:
- Moderate MVTR with durable coating often outperforms
- Extremely high MVTR systems may degrade faster
- Comfort depends more on absorption and wet-out than MVTR alone
This is why many heavy-duty rain products prioritize consistent barrier performance over peak breathability.
H) Interpreting ratings together, not separately
Each rating answers a different question.
- HH: When will water force its way through?
- Spray test: How quickly will the surface wet out?
- MVTR: How well can moisture escape under ideal conditions?
In heavy rain, the weakest of the three dominates the experience. A balanced specification matters more than an extreme value in one category.
I) Polyester vs polyamide through the ratings lens
Fiber choice influences how ratings age.
Polyester:
- Lower water absorption
- More stable HH over time
- Slower wet-out once DWR degrades
Polyamide:
- Often tests very high initially
- Absorbs moisture, stressing coatings
- HH may decline faster with cycling
This does not mean polyamide is unsuitable. It means initial ratings must be higher or coatings more robust to achieve the same long-term performance.
J) Why lab ratings and field performance diverge
Laboratory tests isolate variables. Heavy rain combines them.
In the field:
- Pressure fluctuates
- Fabric bends and creases
- Seams concentrate stress
- Water attacks from multiple angles
A fabric that barely meets a rating threshold in the lab often underperforms when all stresses occur simultaneously.
Experienced teams treat lab ratings as screening tools, not guarantees.
K) Practical rating targets by application
While exact requirements vary, industry practice often follows patterns.
- Light rain jackets, short exposure: HH 5,000–8,000 mm, spray 80+, moderate MVTR
- General outdoor gear, sustained rain: HH 10,000–15,000 mm, spray 90+, balanced MVTR
- Heavy-duty rain gear, bags, covers: HH 15,000–20,000+ mm, spray durability prioritized, MVTR secondary
- Extreme conditions, long exposure: HH 20,000+ mm with robust coatings or laminations
These are not rules, but risk management benchmarks.
L) Why seams often matter more than ratings
Most waterproof ratings apply to flat fabric. Finished products fail at seams.
Common seam-related realities:
- Needle holes bypass HH entirely
- Tape adhesion degrades faster than fabric
- Folding concentrates pressure at seam edges
A fabric with excellent ratings can still leak early if seam design and execution are weak. For heavy rain, system performance matters more than fabric numbers alone.
M) How to evaluate ratings during sourcing
When reviewing specifications, useful questions include:
- Are HH values measured before or after aging?
- Is spray rating reported after abrasion or washing?
- Is MVTR measured under realistic temperature gradients?
- Are tolerances and degradation curves documented?
Transparent answers often matter more than impressive headline numbers.
N) The danger of chasing extreme numbers
Very high ratings come with trade-offs:
- Stiffer hand feel
- Reduced breathability
- Higher cost
- Narrower processing windows
Beyond a certain point, increasing HH yields diminishing returns unless the entire system—fabric, coating, seams, and construction—is designed to support it.
O) Practical advice for heavy rain decisions
Treat waterproof ratings as tools for comparison, not promises. Choose numbers that provide margin, not just compliance. Favor durability and stability over peak lab performance, especially when rain exposure is long or unpredictable.
P) Final perspective
In heavy rain, “good” waterproof numbers are those that stay good over time. A fabric that starts at 12,000–15,000 mm and ages gracefully often outperforms one that begins at 20,000 mm but degrades quickly. Spray performance that holds up after wear matters more than perfect beading on day one. MVTR should match activity level, but not at the expense of barrier durability.
Understanding what ratings represent—and what they leave out—turns specification from marketing into engineering.
6. How do water resistance, breathability, and comfort trade off in real rain?



In real rain—especially prolonged, wind-driven rain—comfort is rarely defined by a single metric. Most users don’t fail because water suddenly pours through the fabric. They fail because they feel cold, clammy, and uncomfortable long before leakage occurs. This is where the classic triangle of water resistance, breathability, and comfort begins to work against itself.
The central tension is simple: the same structures that block water also tend to block vapor and airflow. At the same time, fabrics that move moisture well often allow surface wet-out that undermines comfort during storms. Understanding this trade-off is essential for designing rain fabrics that work outside the lab.
Direct answer: Higher water resistance typically reduces breathability, while higher breathability increases the risk of surface wet-out. In heavy rain, comfort depends less on peak breathability numbers and more on how well the fabric avoids saturation. Polyester’s low absorption helps maintain comfort longer, while polyamide’s strength allows thinner constructions that may feel colder once saturated.
The comfort equation in a downpour
A) Wet-out vs leakage: two very different failures
Rain discomfort usually appears in stages. Leakage is only the final one.
| Failure Type | What You Feel |
|---|---|
| Wet-out | Cold, clammy, heavy |
| Leakage | Actual water ingress |
Wet-out occurs when the face fabric becomes saturated. Water fills surface voids, clings to yarns, and eliminates air pockets. Even if a waterproof barrier remains intact underneath, the fabric begins to feel cold and sticky against the body.
Leakage happens later, when pressure forces water through seams, coatings, or membranes.
In heavy rain, most discomfort complaints occur at the wet-out stage, not at leakage. This is why fabrics can “test waterproof” yet feel miserable in use.
B) Why wet-out kills comfort so effectively
Once the outer surface is saturated, several things happen simultaneously:
- Evaporative cooling increases heat loss
- Air trapped in the fabric is displaced by water
- Vapor transmission slows dramatically
- The fabric clings more closely to skin or inner layers
This combination explains why users often feel colder in a wet-out shell than in a slightly less “waterproof” but drier-feeling one.
Breathability numbers measured on dry fabric become largely irrelevant once the surface is fully wet.
C) Fabric feel when saturated: polyester vs polyamide
Fiber absorption plays a major role in how a wet fabric feels.
| Fiber | Wet Feel |
|---|---|
| Polyester | Lighter, drier |
| Polyamide | Heavier, cooler |
Polyamide absorbs several times more water into the fiber itself. That absorbed water:
- Adds weight
- Increases thermal conductivity
- Prolongs drying time
Even without leakage, polyamide fabrics often feel cooler and heavier in sustained rain. Polyester, with minimal absorption, tends to feel lighter and less clammy for longer.
This difference is subtle in short exposure and very noticeable over hours.
D) Breathability in rain is not the same as breathability on paper
Most breathability metrics (MVTR, RET) are measured under controlled conditions:
- Dry fabric
- Stable temperature gradient
- No wind-driven rain
- No surface saturation
In heavy rain, those assumptions collapse.
Once wet-out occurs:
- Vapor pathways are blocked by liquid water
- Temperature gradients flatten due to cooling
- Pressure from layers reduces diffusion
As a result, effective breathability drops sharply, regardless of the lab rating.
This is why a fabric with moderate MVTR but good wet-out resistance often feels more comfortable in storms than a highly breathable fabric that saturates quickly.
E) Coatings and comfort balance
Barrier strategy strongly affects how comfort evolves over time.
| Coating Strategy | Result |
|---|---|
| Thin PU | Breathable, shorter life |
| Thick PU | Durable, less breathable |
| TPU membrane | Balanced, higher cost |
Thin coatings allow moisture vapor to pass more easily when dry. Under rain pressure and saturation, they often lose that advantage quickly.
Thicker coatings reduce vapor transfer but:
- Delay wet-out
- Maintain barrier integrity longer
- Reduce cold water contact
In heavy rain, preventing saturation often improves perceived comfort more than maximizing breathability.
F) The false promise of “maximum breathability”
High breathability is often marketed as the solution to comfort. In heavy rain, it can backfire.
Highly breathable systems often rely on:
- Thin coatings or membranes
- More open structures
- Lower surface resistance
These features improve comfort in mild conditions but increase the likelihood of wet-out. Once wet-out occurs, breathability collapses anyway, leaving the user cold and uncomfortable.
This is why many experienced users prefer slightly “less breathable” shells that stay dry on the surface.
G) Construction effects on comfort
Fabric construction shapes how air, vapor, and water move.
- Tighter weaves resist water pressure and wet-out
- Looser weaves allow airflow but saturate faster
- Stable constructions maintain behavior when soaked
Polyester’s dimensional stability helps tighter constructions stay tight when wet. Polyamide constructions, especially at low denier, may open slightly as fibers absorb water and relax.
That small structural change can have a large effect on comfort in rain.
H) Air permeability vs vapor permeability
These two are often confused.
- Air permeability affects wind chill and convective heat loss
- Vapor permeability affects sweat escape
In heavy rain, air permeability often drops due to wetting, but if it remains too high, cold wind-driven rain can strip heat quickly.
Many rain fabrics intentionally limit air permeability to reduce chilling, accepting lower vapor movement as a trade-off.
I) Why surface dryness matters more than internal vapor flow
From a comfort perspective:
- Dry surface + moderate vapor flow → tolerable
- Wet surface + high vapor flow (in theory) → uncomfortable
Once the face fabric is wet, moisture vapor from inside condenses more easily, further increasing clamminess.
This is why durable surface repellency and low absorption often contribute more to comfort than headline breathability figures.
J) Layer interaction in real use
Rain comfort is not just about the shell fabric.
When the outer layer wets out:
- Inner layers absorb moisture more easily
- Insulation loses loft
- Skin contact increases
Polyester-based shells reduce this cascade by limiting water retention at the outermost layer. Polyamide shells, once saturated, tend to transmit cold and moisture inward more aggressively.
K) Duration changes the comfort equation
Short exposure and long exposure favor different designs.
- Short rain events: breathability matters more
- Long downpours: saturation resistance dominates
Many fabrics optimized for short, high-output activity feel worse over hours of rain than fabrics designed for durability and stability.
Heavy rain is a time-based stress, not just an intensity-based one.
L) Comfort degradation over repeated use
As DWR degrades and coatings age:
- Wet-out occurs sooner
- Breathability advantage shrinks
- Absorption differences become more apparent
Polyester fabrics often degrade more gracefully in comfort terms, even if both fibers remain technically waterproof.
This gradual degradation pattern strongly influences user satisfaction.
M) Why “drier but less breathable” often wins in storms
In real storms, users consistently report that:
- Staying dry on the surface matters most
- Avoiding cold water contact preserves comfort
- Moderate breathability is sufficient
A fabric that keeps rain on the outside often feels warmer and more comfortable than one that theoretically breathes better but stays wet.
N) Practical comfort-first design logic
For heavy rain applications, experienced designers often prioritize:
- Low absorption face fabrics
- Durable surface repellency
- Stable constructions under load
- Adequate, not extreme, breathability
This approach sacrifices peak lab numbers to gain predictable comfort in bad weather.
O) Final perspective
Water resistance, breathability, and comfort are not independent properties. They form a system, and in heavy rain that system is governed by saturation, pressure, and time.
Polyester’s low absorption and dimensional stability help maintain comfort longer once rain intensifies. Polyamide’s strength enables lighter fabrics, but those fabrics can feel colder and heavier when saturated. In real storms, preventing wet-out and managing water at the surface often matters more than maximizing breathability on paper.
Comfort in heavy rain is not about perfect balance—it is about choosing which compromise fails last.
7. What failure modes happen in heavy rain, and how can you prevent them?

In heavy rain, fabric failure is almost never sudden. It is progressive and predictable. Performance degrades step by step—often starting with comfort loss, then moving toward structural or barrier failure. Understanding these stages is critical, because most problems can be prevented upstream through material choice, construction decisions, and realistic testing—long before bulk production.
Designers who only test for “pass/fail waterproofness” often miss these early-stage failures. Designers who understand failure modes design fabrics that age better, not just test well when new.
Direct answer: The most common heavy-rain failure modes are surface wet-out, seam leakage, coating fatigue, and delamination. These failures can be mitigated by combining low-absorption base fibers, stable constructions, durable coatings, reinforced seams, and testing that reflects real pressure, flex, and time.
How rain defeats fabrics—and how to stop it
A) Wet-out: the silent comfort killer
Wet-out is usually the first failure, and often the most misunderstood. It occurs when the face fabric loses its ability to repel water and becomes saturated, even if the waterproof barrier underneath remains intact.
| Cause | Why It Happens | Prevention |
|---|---|---|
| DWR wear | Abrasion, dirt, oils | Higher-durability DWR, smoother faces |
| High absorption | Nylon fibers swell | Polyester base fabrics |
| Loose weave | Larger surface pores | Higher weave density |
Once wet-out occurs:
- Surface water blocks vapor transmission
- Fabric cools rapidly from evaporation
- The fabric clings to inner layers or skin
From a user’s perspective, the product already “failed,” even though no leakage has occurred.
Prevention strategies focus on slowing wet-out, not eliminating it entirely. Durable repellency, low fiber absorption, and stable surface geometry extend comfort dramatically in heavy rain.
B) Seam leakage: pressure always finds the weakest point
Seams are the most common location for actual water ingress. Waterproof ratings apply to flat fabric, but seams introduce needle holes, tension distortion, and local stress.
| Seam Type | Risk Level | Fix |
|---|---|---|
| Unsealed | High | Seam tape or welding |
| Narrow tape | Medium | Wider or reinforced tape |
| High-stress seams | Medium | Load-spreading reinforcement |
In heavy rain, pressure builds unevenly:
- Backpack straps focus force on small seam zones
- Fold lines channel water directly into stitching
- Sitting or leaning increases local pressure
Even fabrics with very high hydrostatic head values will leak at seams if sealing is inadequate.
Prevention is rarely about “better tape” alone. It includes:
- Controlling stitch density
- Avoiding unnecessary seam intersections
- Reinforcing corners and load-bearing areas
Seam engineering often determines rain performance more than the base fabric.
C) Coating fatigue and micro-cracking
Coatings fail gradually through flex fatigue, not instant rupture. Each wet–dry cycle and each movement flexes the coating microscopically.
| Fiber | Long-Term Stress on Coatings |
|---|---|
| Polyester | Lower, more stable |
| Polyamide | Higher, due to swelling |
Polyamide fibers absorb water and expand slightly. Over time, this repeated expansion and contraction:
- Creates micro-cracks in thin coatings
- Reduces hydrostatic head
- Allows seepage under pressure
Polyester’s lower absorption means coatings experience more consistent stress, extending functional life.
Prevention measures include:
- Adequate coating thickness
- Flexible polymer systems (PU grades, TPU)
- Avoiding ultra-thin barriers in high-flex zones
Designing for fatigue resistance matters more than maximizing initial test numbers.
D) Delamination: when layers part ways
In laminated fabrics, failure can occur when the membrane or film separates from the base fabric. This is rarely immediate—it starts invisibly.
| Trigger | Control |
|---|---|
| Moisture cycling | Low-absorption base fibers |
| Heat exposure | Proper heat-setting |
| Contamination | Clean bonding processes |
Delamination risk increases when:
- The base fabric swells repeatedly
- Adhesives experience uneven stress
- Heat history is poorly controlled
Thin laminates on lightweight polyamide are particularly vulnerable if bonding margins are narrow.
Preventing delamination requires thinking beyond materials:
- Consistent surface preparation
- Controlled lamination temperatures
- Sufficient adhesive mass
Once delamination begins, waterproof performance declines rapidly and irreversibly.
E) Pore deformation under load
Even without coating damage, fabrics can fail when construction deforms under pressure.
Common triggers:
- Low denier yarns
- Loose weave density
- Inadequate heat-setting
When fabric deforms:
- Pores enlarge temporarily
- Water bypasses barriers under pressure
- Leakage appears intermittently
This is why some fabrics leak only when kneeling, leaning, or carrying weight.
Prevention relies on structural stiffness, not just coatings:
- Mid-to-higher denier yarns
- Tighter constructions
- Stable heat-set geometry
Heavier does not always mean worse—in heavy rain, it often means safer.
F) Edge and corner failures
Edges, folds, and corners experience compounded stress:
- Higher abrasion
- Tighter bending radii
- Concentrated seam intersections
These areas are frequent starting points for:
- Coating wear
- Seam tape lift
- Delamination
Prevention techniques include:
- Binding or edge reinforcement
- Reduced seam stacking
- Rounded design geometry instead of sharp corners
Ignoring edges often shortens product life dramatically in rain-heavy use.
G) The role of contamination in accelerating failure
Real rain is not clean. Dirt, oils, sunscreen, and detergents all interact with fabrics.
Effects include:
- Faster DWR breakdown
- Reduced coating elasticity
- Weakened seam tape adhesion
Polyamide surfaces tend to retain contaminants more readily due to higher absorption, accelerating wet-out and aging.
Designers can mitigate this by:
- Choosing smoother face yarns
- Specifying contamination-resistant finishes
- Designing products that are easier to clean
Failure often accelerates once contamination accumulates.
H) Testing mistakes that hide real failure modes
Many failures are not discovered because testing is incomplete.
Common gaps:
- Testing only new fabric
- Ignoring flex and abrasion before HH tests
- Not testing seams under pressure
- Short-duration exposure only
More realistic evaluation includes:
- Abrasion before spray and HH tests
- Wet flex cycling
- Pressure testing at seams and folds
- Extended exposure simulations
Failures that appear in the field almost always appear in the lab—if you look for them.
I) Polyester vs polyamide: different failure profiles
Neither fiber is “immune” to failure, but their failure modes differ.
Polyester tends to fail by:
- Abrasion over long time
- Gradual surface repellency loss
Polyamide tends to fail by:
- Faster wet-out
- Coating fatigue
- Seam-related leakage
Knowing which failure mode you are more willing to accept helps guide material choice.
J) Designing out failure instead of fixing it later
Once failure appears in production or field use, fixes are expensive and limited. Prevention is cheaper.
Effective prevention usually combines:
- Low-absorption base fibers
- Stable, adequately dense constructions
- Coatings chosen for fatigue resistance
- Conservative seam and edge design
Chasing minimal weight or extreme lab numbers often increases long-term risk.
K) Why heavier, simpler systems often last longer
In heavy rain, minimalism has a cost. Ultra-thin fabrics, narrow seam tapes, and minimal coatings leave little margin for degradation.
Slightly heavier systems:
- Deform less under pressure
- Age more predictably
- Maintain comfort longer
This is why many long-life rain products look conservative on paper but perform reliably year after year.
L) Practical design takeaway
Heavy-rain failure is rarely mysterious. It follows known paths: wet-out, seam stress, coating fatigue, delamination. Each step has proven countermeasures.
Designing for heavy rain means:
- Accepting realistic trade-offs
- Prioritizing durability over novelty
- Testing for degradation, not perfection
When failure modes are understood early, rain performance stops being a gamble and becomes an engineering outcome.
8. How do you choose and source the right rain-ready fabric in 2026?


Choosing rain-ready fabric in 2026 is no longer about chasing the newest fiber name or the highest lab number. Capacity is abundant, options are overwhelming, and many materials look similar on a spec sheet. The real challenge is decision quality: selecting a fabric system that performs predictably in real rain, ages gracefully, and matches how the product will actually be used.
The most costly sourcing mistakes rarely come from “bad materials.” They come from misaligned assumptions—about exposure time, pressure, movement, maintenance, and how users judge comfort. In heavy rain, these factors matter more than whether the yarn is polyester or polyamide.
Direct answer: Choose rain-ready fabrics by defining real exposure conditions, pressure points, movement, and comfort expectations first. Favor polyester for prolonged wet exposure and coating longevity, and polyamide for lightweight strength where abrasion dominates. Validate decisions with realistic testing, lock construction and coating specs early, and work with suppliers that control process—not just capacity.
A practical selection framework
A) Start with the rain scenario, not the fiber
Rain is not a single condition. Duration, intensity, and pressure define what “good” looks like.
| Scenario | Recommended Base |
|---|---|
| Prolonged downpour (hours) | Polyester |
| Intermittent rain, stop–start | Either |
| Ultralight shell, high movement | Polyamide |
| Heavy gear, bags, covers | Polyester |
Why this matters Polyester excels when rain exposure is long and continuous because it absorbs little water, keeps coatings stable, and feels consistent over time. Polyamide shines when strength-to-weight and abrasion resistance are critical, especially for short-to-moderate exposure where rapid drying and toughness outweigh long-term saturation concerns.
Starting with the scenario prevents over-engineering for the wrong problem.
B) Define exposure time and pressure honestly
Two products can face the same rain but very different stress.
Questions to clarify early:
- Will rain exposure last minutes or hours?
- Will water pool on surfaces?
- Will the fabric be pressed by body weight or load?
- Will wind drive rain sideways into seams?
Long exposure plus pressure favors stability and margin, not minimal weight. Short exposure with high movement favors lighter constructions that dry fast.
C) Match waterproof ratings to real use, not marketing
Hydrostatic head numbers are useful only when interpreted with context.
| Use Case | Target HH | Notes |
|---|---|---|
| Urban rain, commuting | 5,000–8,000 mm | Short exposure |
| Outdoor travel, hiking | 10,000–15,000 mm | Sustained rain |
| Extreme exposure | 20,000+ mm | Wind and pressure |
Movement, bending, and load can add pressure equivalent to thousands of millimeters beyond static lab tests. For heavy rain, margin is not optional—it is risk control.
Also consider how HH degrades:
- Thin coatings lose HH faster
- Polyamide bases stress coatings more over time
- Polyester bases retain pressure resistance longer
D) Choose coatings for lifespan, not just performance on day one
Coating selection determines how rain performance ages.
| Priority | Best Option |
|---|---|
| Long service life | PU on polyester |
| Premium balance | TPU laminate |
| Lowest weight | Thin PU with care |
PU coatings on polyester This combination offers predictable aging. Low fiber absorption means less swelling, less flex stress, and slower hydrostatic decline. It is often the most cost-effective solution for products expected to see repeated rain.
TPU laminates TPU provides a continuous elastic barrier that tolerates movement better than many coatings. It costs more and requires tighter process control, but delivers reliable long-term performance on both polyester and polyamide.
Thin PU on polyamide This works for ultralight products, but lifespan depends heavily on usage intensity and maintenance. It should be chosen deliberately, not by default.
E) Don’t ignore surface behavior and comfort
Waterproofness does not guarantee comfort.
In prolonged rain:
- Wet-out often causes discomfort before leakage
- Low-absorption fabrics feel warmer and lighter
- Durable surface repellency delays comfort loss
Polyester’s advantage here is not absolute dryness, but slower comfort degradation. Polyamide can feel colder and heavier once saturated, even if it remains technically waterproof.
Comfort expectations should be aligned with product intent. A rain shell worn for 30 minutes and a bag carried all day in rain have very different comfort priorities.
F) Construction is a sourcing decision, not just a design detail
Many sourcing briefs focus on fiber and coating, then treat construction as secondary. This is a mistake.
Key construction choices that affect rain performance:
- Weave density and pore size
- Yarn denier and stiffness
- Heat-setting quality
- Ripstop grids vs uniform weaves
For heavy rain:
- Tighter, more stable constructions resist deformation
- Mid-to-higher denier yarns hold pore geometry under pressure
- Well heat-set fabrics age more predictably
Often, adjusting construction solves rain issues without changing fiber or coating.
G) Plan seams and stress zones before finalizing fabric
Rain failure often starts where fabric choice meets construction reality.
| Area | Upgrade |
|---|---|
| Shoulders, straps | Wider seam tape |
| Bottom panels | Higher denier |
| Corners, folds | Reinforcement |
| Closures | Storm flaps or garages |
Seam leakage, tape lift, and edge wear can undermine even the best fabric. These risks should be addressed at the sourcing stage, not after sampling.
H) Validate with realistic testing, not idealized reports
Many fabrics pass tests when new and flat. Heavy rain exposes what those tests miss.
More reliable validation includes:
- Abrasion before spray and HH testing
- Wet flex cycling
- Pressure testing at seams
- Extended exposure simulations
Suppliers who can run or share such data reduce uncertainty dramatically. A fabric that degrades gracefully is often better than one that peaks high and drops fast.
I) Lock specifications early to avoid sample-to-bulk drift
Rain performance is sensitive to small changes.
Critical specs to lock:
- Yarn type and denier
- Weave density tolerances
- Coating type and weight
- Heat-setting parameters
- Seam tape width and adhesive
Vague specs invite substitution. Substitution leads to performance drift that often appears only after bulk production.
J) Source with process control, not just price
In 2026, the differentiator among suppliers is not capacity—it is consistency.
Reliable outcomes come from partners who:
- Support low-MOQ development and parallel sampling
- Share lab data transparently
- Control coating and lamination in-house or tightly
- Run inline QC, not just final inspection
- Understand degradation, not just pass/fail metrics
Price savings disappear quickly if rain performance fails in the field.
K) Sustainability considerations without performance loss
Recycled options are increasingly common and viable.
When using rPET or recycled polyamide:
- Verify chain-of-custody
- Expect slightly wider variability
- Compensate with tighter construction or coatings
Sustainability works best when integrated into the design logic, not added at the end.
L) Polyester vs polyamide: reframing the choice
The decision is not about superiority, but about failure preference.
Polyester tends to:
- Absorb less water
- Hold coatings longer
- Feel more stable in prolonged rain
Polyamide tends to:
- Offer higher strength at low weight
- Resist abrasion better
- Require more robust barriers to age well
Understanding these tendencies allows intentional trade-offs instead of accidental ones.
M) Common sourcing mistakes to avoid
- Chasing the highest HH without durability context
- Overvaluing breathability for heavy rain products
- Ignoring seam and edge behavior
- Testing only new fabric
- Treating coating weight as a cost to minimize
Each of these increases long-term risk.
N) A practical sourcing mindset for 2026
The most reliable rain-ready fabrics are rarely the most extreme on paper. They are the ones designed with margin, stability, and aging in mind.
That usually means:
- Slightly heavier than the minimum
- Slightly lower peak breathability
- More conservative construction
- Better process control
Heavy rain punishes optimism and rewards realism.
O) Final perspective
Choosing and sourcing rain-ready fabric in 2026 is an engineering exercise, not a branding one. Polyester and polyamide are both mature, capable fibers. The outcome depends on how intelligently they are combined with construction, coatings, seams, and testing.
Heavy rain favors durability, stability, and predictability over minimal weight and headline numbers. When sourcing decisions start from real use conditions and are validated with realistic testing, rain performance stops being uncertain—and starts becoming repeatable.
Ready to build rain-ready fabrics that perform in the real world?
SzoneierFabrics is a China-based fabric R&D and manufacturing partner with years of experience developing polyester and polyamide rain fabrics—from tight weaves and ripstops to PU-coated and TPU-laminated solutions. We support projects with:
- Free design support
- Low-MOQ customization
- Fast sampling & free samples
- Short, reliable lead times
- 100% quality assurance
If you’re planning a rain-exposed product or upgrading an existing material, share your use case, target ratings, and market needs. Request a custom quotation or samples from SzoneierFabrics—and let data, not labels, decide your rain performance.