 Skip to content
Skip to content 

Stretch fabrics are everywhere—activewear, everyday apparel, intimates, medical textiles—and spandex sits quietly at the center of all of them. It delivers comfort, fit, and freedom of movement in ways few fibers can match. But as sustainability becomes a serious design and sourcing priority, spandex is being asked a difficult question: Can a petroleum-based, chemically complex fiber truly fit into a more responsible textile future?
spandex’s sustainability status is mixed. Conventional spandex offers unmatched performance but carries environmental challenges related to fossil-fuel feedstocks, energy-intensive production, and limited recyclability. At the same time, recycled and lower-impact spandex alternatives are gaining traction, offering partial solutions that balance performance with reduced environmental footprint.
This conversation matters because spandex is rarely optional. Designers and manufacturers don’t choose it for trend reasons—they choose it because garments fail without it. The real challenge isn’t whether to use spandex, but how to use it more responsibly. To understand where recycled alternatives fit—and where they don’t—we need to start with what spandex actually is and why its sustainability profile matters so much.
What Is Spandex, and Why Does Its Sustainability Status Matter in Today’s Textile Industry?
Spandex is a synthetic elastomeric fiber engineered to stretch several times its original length and return to its original shape without permanent deformation. It is also commonly referred to as elastane in Europe and many international textile standards. The fiber was first commercialized in the late 1950s as a more durable alternative to rubber-based elastic materials and quickly became an essential component in modern apparel.
Although spandex typically represents only a small percentage of total fabric composition—often between 2% and 20%—it plays a disproportionate role in how garments perform. Stretch, shape retention, comfort, and fit are often controlled almost entirely by this small fiber fraction. Because of this, spandex has become deeply embedded in global apparel manufacturing.
Its sustainability status matters today because the textile industry is undergoing rapid transformation. Brands, regulators, and consumers increasingly demand transparency regarding fiber origin, chemical processes, and end-of-life recyclability. Spandex presents unique challenges within this framework because it is derived from petrochemical feedstocks, produced through solvent-intensive processes, and difficult to separate from blended fabrics during recycling.
Given that billions of garments worldwide incorporate spandex, even modest improvements in its production methods or recycling pathways could significantly influence the environmental footprint of the textile supply chain.
Why Spandex Became Unavoidable in Modern Apparel
Before spandex was introduced, garment stretch was achieved primarily through mechanical fabric structures or natural rubber threads. These solutions often suffered from durability problems, limited stretch range, or poor recovery after repeated use.
Spandex changed this landscape by providing a fiber capable of stretching up to five to seven times its original length while maintaining excellent recovery properties. This allowed designers to create garments that move with the body while maintaining structural integrity.
Spandex quickly became indispensable across multiple product categories, including:
- athletic wear
- leggings and yoga apparel
- fitted dresses and skirts
- denim stretch fabrics
- swimwear
- underwear and hosiery
The difference between garments with and without spandex is often immediately noticeable in comfort and functionality.
| Without Spandex | With Spandex |
|---|---|
| Limited mobility | Full freedom of movement |
| Fabric bagging over time | Strong shape memory |
| Rigid silhouettes | Adaptive body fit |
As clothing design shifted toward comfort-driven fashion—particularly with the rise of athleisure and stretch denim—spandex transitioned from a specialty fiber to a fundamental component of modern garment construction.
Today, it is estimated that more than half of performance apparel and stretch garments globally contain some level of elastane.
Why Sustainability Concerns Emerged
Despite its performance advantages, spandex presents environmental challenges that have drawn increasing attention from sustainability initiatives in the textile industry.
The primary concerns arise from the way spandex is produced and how it behaves at the end of a garment’s lifecycle.
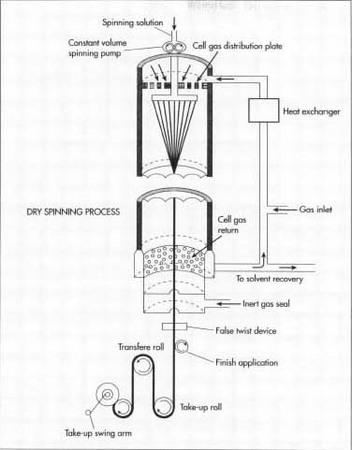
Most commercial spandex fibers are produced through a process known as solution dry spinning, which involves polyurethane chemistry derived from fossil fuels. During production, polymer solutions are extruded into fibers using solvents that must be carefully recovered and managed to minimize environmental impact.
In addition, spandex does not biodegrade under normal environmental conditions and cannot easily be recycled using conventional textile recycling systems.
The following table illustrates how spandex compares with several other common fibers from a sustainability perspective.
| Fiber | Renewable Source | Recyclable | Biodegradable |
|---|---|---|---|
| Cotton | Yes | Limited | Yes |
| Polyester | No | Yes (mechanical or chemical) | No |
| Spandex | No | Very limited | No |
While polyester also originates from fossil resources, it has developed recycling pathways that allow post-consumer textiles to be processed into new fibers. Spandex, by contrast, remains difficult to recover or reuse due to its elastic polymer structure.
The “Small Percentage, Big Problem” Effect
One of the most complex sustainability challenges related to spandex lies in its impact on textile recycling systems.
Even though spandex typically accounts for only a small fraction of the total fiber composition in a fabric, it can interfere with recycling technologies designed for single-fiber materials.
Mechanical recycling processes—such as those used for cotton or polyester—rely on shredding and re-spinning fibers. When spandex is present in a blend, its elastic properties can disrupt this process, causing fiber breakage or inconsistent yarn formation.
Chemical recycling systems also face difficulties because separating polyurethane elastomers from other fibers requires specialized treatment technologies that are not yet widely available at commercial scale.
For this reason, spandex is often described in sustainability discussions as a “recycling blocker.”
The term does not imply that spandex itself is harmful, but rather that current recycling infrastructure is not optimized to handle elastomer-containing fabrics.
Several technical challenges contribute to this problem:
- separation of elastane from blended fibers is difficult
- elastane degrades during high-temperature recycling processes
- recycled fiber quality decreases when elastane fragments remain
As a result, garments containing even small amounts of spandex may be diverted to downcycling processes or landfill instead of being converted into new textile fibers.
How Spandex Influences Fabric Performance and Lifespan
Despite these recycling challenges, spandex can also contribute positively to garment durability when used appropriately.
Elastic recovery helps garments maintain their original shape even after repeated wear and washing cycles. This reduces the likelihood of garments becoming loose, distorted, or uncomfortable over time.
For example, stretch denim fabrics containing 2–3% spandex can maintain structural integrity longer than rigid denim because the fiber helps absorb mechanical stress during movement.
Improved durability may extend the usable lifespan of garments, which is an important factor in sustainability evaluation.
If a garment remains wearable for longer periods, its environmental impact per wear decreases.
Therefore, sustainability assessments of spandex must consider both production impacts and potential durability benefits.
Industry Efforts to Improve Spandex Sustainability
Recognizing these challenges, textile manufacturers and fiber producers have begun developing alternative spandex technologies designed to reduce environmental impact.
Several approaches currently under development include:
- bio-based elastane polymers derived from renewable feedstocks
- solvent recovery systems that reduce emissions during production
- recyclable elastomer fibers designed for chemical recycling compatibility
- lower-denier stretch fibers that reduce overall elastane usage in fabrics
Some brands are also experimenting with stretch fabrics that use alternative structures or mechanical stretch weaving techniques to reduce reliance on elastane altogether.
However, these technologies are still evolving and have not yet replaced conventional spandex in most applications.
The Consumer Perspective
From a consumer standpoint, spandex is rarely visible or discussed. Most people are unaware of the fiber itself, yet they experience its benefits every time they wear stretch garments.
Consumers notice the comfort, flexibility, and shape retention that elastane provides, but they may not realize how even a small percentage of fiber can influence the recyclability of an entire garment.
As sustainability awareness grows, questions about textile materials are becoming more common. Consumers increasingly ask how fabrics are produced, whether they can be recycled, and what environmental impact they carry.
Understanding the role of spandex in garment construction helps explain why even small changes in fiber composition can affect the broader sustainability profile of the fashion industry.
Why Spandex Sustainability Matters at Scale
The global apparel industry produces tens of billions of garments each year, and a significant portion of these garments contain elastane. Even modest improvements in spandex production efficiency, chemical management, or recyclability could therefore produce meaningful environmental benefits.
Because the fiber is used in such large volumes, innovations in spandex chemistry and recycling technology are likely to play an important role in the next generation of sustainable textile materials.
For textile developers, manufacturers, and brands, evaluating the sustainability implications of spandex is not simply a question of fiber composition. It is part of a broader effort to redesign textile systems so that performance, durability, and environmental responsibility can coexist in future garment production.
How environmentally friendly is conventional spandex production, and what are the main sustainability concerns?
Conventional spandex production is generally not considered environmentally friendly because it depends heavily on fossil-derived raw materials, energy-intensive manufacturing systems, and solvent-based chemical processes. While the fiber delivers exceptional elasticity and performance benefits in textiles, its manufacturing footprint raises several environmental concerns across the supply chain. These concerns include greenhouse gas emissions, solvent use, energy consumption, and limited recyclability at the end of a garment’s lifecycle.
Spandex is widely used in modern apparel—especially in stretch denim, sportswear, swimwear, and compression garments—but its sustainability profile differs significantly from natural fibers or even other synthetic fibers like polyester. Understanding the environmental implications of spandex production helps textile developers, manufacturers, and sourcing teams make informed material decisions.
High performance often requires complex chemistry. Spandex is no exception.
Where the Environmental Footprint of Spandex Comes From
Conventional spandex fibers are typically produced through a process called solution dry spinning, which involves the chemical synthesis of polyurethane elastomers followed by fiber extrusion using organic solvents. The entire process requires multiple stages of polymer formation, solvent handling, and thermal treatment.
The production process generally involves the following steps:
- petroleum-based raw materials are converted into chemical intermediates
- these intermediates are polymerized to form polyurethane chains
- the polymer solution is dissolved in organic solvents
- fibers are extruded through spinnerets and solidified through heated air
Each of these stages requires significant energy input and precise chemical control.
Because spandex is derived from petrochemical feedstocks, the fiber’s environmental impact begins upstream with fossil fuel extraction and processing. In addition, polymerization reactions and solvent handling require heat, electricity, and chemical stabilization systems.
The key environmental pressures associated with conventional spandex production can be summarized as follows:
| Impact Area | Environmental Concern |
|---|---|
| Raw materials | Dependence on petroleum-derived chemicals |
| Energy use | High electricity and thermal demand |
| Chemical processes | Use of solvents and stabilizing agents |
| Waste management | Limited recycling pathways |
Even with modern environmental controls, these factors make spandex production more resource-intensive than many other textile fibers.
Fossil Fuel Dependency in Raw Materials
The primary polymers used in spandex production are derived from petrochemical intermediates. These materials originate from crude oil or natural gas processing.
Two major chemical components involved in elastane polymer formation are:
- polyether or polyester polyols
- diisocyanates, which react with polyols to create polyurethane chains
These chemicals are synthesized through industrial chemical pathways that require both fossil resources and energy-intensive processing.
Because of this dependency, conventional spandex production contributes indirectly to greenhouse gas emissions associated with the extraction, transportation, and refinement of fossil fuels.
While many other synthetic fibers also originate from petroleum, spandex often requires additional chemical treatment and processing steps, increasing its total environmental footprint.
Energy Consumption in Spandex Manufacturing
Producing spandex requires substantial energy input during both polymerization and fiber spinning stages. High temperatures are needed to drive chemical reactions and to evaporate solvents during the spinning process.
Industrial spandex production facilities typically consume energy in several areas:
- heating polymer reaction vessels
- operating solvent recovery systems
- maintaining controlled spinning environments
- drying and stabilizing the fibers after extrusion
Because these operations run continuously in large-scale manufacturing facilities, the cumulative energy consumption can be significant.
Energy sources also influence the environmental impact. Facilities powered by fossil-fuel-based electricity grids may generate higher emissions compared to plants using renewable energy sources.
As a result, the overall carbon footprint of spandex production depends not only on the chemical process but also on the energy infrastructure supporting the manufacturing facility.
Solvent Use and Emission Control
One of the most distinctive aspects of spandex production is the use of organic solvents during the spinning process. In solution dry spinning, polyurethane polymers are dissolved in solvents such as dimethylformamide (DMF) or dimethylacetamide (DMAc). This solution is then extruded through spinnerets to form fine filaments.
As the solvent evaporates during spinning, the polymer solidifies into elastic fibers.
Modern manufacturing facilities typically incorporate solvent recovery systems designed to capture and recycle most of the solvent used in production. These systems can recover a significant percentage of solvent vapors, reducing environmental emissions and lowering raw material consumption.
However, recovery efficiency depends on equipment quality, maintenance, and operating conditions.
| Scenario | Sustainability Outcome |
|---|---|
| Advanced solvent recovery systems | Lower emissions and reduced solvent waste |
| Moderate recovery systems | Some environmental leakage |
| Outdated equipment | Higher solvent losses and environmental impact |
In facilities with modern solvent management technologies, solvent recovery rates may exceed 90–95%. In older plants, however, emissions may be higher, increasing the environmental burden.
This means that the sustainability of spandex production is influenced not only by the fiber chemistry itself but also by the technological level of the manufacturing facility.
Waste and Chemical Management
Chemical management plays an important role in controlling the environmental impact of spandex production. During polymerization and fiber formation, various stabilizers, catalysts, and additives may be used to control reaction conditions and fiber properties.
Waste streams generated during production can include:
- residual solvents
- polymer residues
- wastewater containing chemical traces
Proper waste treatment and solvent recovery systems are essential to prevent environmental contamination.
Many modern spandex manufacturers operate closed-loop solvent systems designed to minimize emissions and reduce waste generation. These systems recycle solvents back into the production process after purification.
Even with these improvements, chemical-intensive manufacturing remains a central sustainability challenge for elastane production.
End-of-Life Challenges for Spandex
Perhaps the most widely discussed sustainability issue associated with spandex is its end-of-life behavior.
Unlike some natural fibers, spandex does not biodegrade under typical environmental conditions. Once incorporated into garments, it remains chemically stable for extended periods.
The bigger issue arises when spandex is blended with other fibers such as cotton or polyester. Because elastane is highly elastic and chemically distinct from these fibers, separating it during recycling processes is technically difficult.
Most mechanical textile recycling systems rely on shredding and re-spinning fibers. Spandex fibers interfere with this process because their elasticity and polymer structure behave differently from other fibers.
As a result, fabrics containing elastane often cannot be recycled efficiently.
Most garments containing spandex therefore end up in one of two waste pathways:
- landfill disposal
- thermal incineration for energy recovery
Both options carry environmental implications, particularly when garments are discarded in large volumes.
Durability Versus Disposal: A Complex Balance
Although spandex complicates recycling systems, it also contributes to garment durability and usability in ways that can indirectly reduce environmental impact.
Elastic fibers improve garment fit, reduce deformation, and increase comfort during movement. These properties can extend the functional life of clothing.
For example, stretch fabrics often maintain their shape longer than rigid materials, reducing the likelihood that garments become unusable due to sagging or distortion.
The difference can be illustrated in the following comparison:
| Short-Life Garment | Long-Life Garment |
|---|---|
| Poor fit and comfort | Adaptive stretch fit |
| Worn less frequently | Worn more often |
| Discarded earlier | Used longer |
When garments remain in use for longer periods, the environmental impact per wear decreases. This concept is often considered in lifecycle assessments of textile products.
However, durability benefits only contribute to sustainability when consumers keep and wear garments for extended periods rather than replacing them frequently.
A Balanced Perspective on Spandex Sustainability
Spandex is neither inherently environmentally responsible nor inherently harmful. Instead, it represents a powerful performance material with both advantages and environmental trade-offs.
Its widespread use reflects genuine functional value in apparel design. At the same time, its chemical origin and recycling limitations present challenges for a textile industry increasingly focused on circularity and resource efficiency.
Addressing these challenges requires a combination of strategies, including:
- improving manufacturing efficiency and solvent recovery
- reducing energy consumption during production
- designing garments that use elastane more efficiently
- exploring recyclable or bio-based elastomer alternatives
Rather than eliminating spandex entirely, the industry is increasingly focused on reducing its environmental footprint while preserving its performance benefits.
This shift has also sparked growing interest in emerging solutions such as recycled elastane fibers and next-generation stretch materials designed with improved sustainability profiles.
As research continues, these alternatives may help reshape how elasticity is delivered in future textiles while maintaining the comfort and performance that modern consumers expect.
Which Recycled Spandex Alternatives Are Gaining Traction, and How Are They Produced?

Recycled spandex alternatives are gradually emerging as the textile industry seeks to reduce dependence on virgin petrochemical fibers while maintaining the stretch performance required by modern apparel. The most widely discussed alternatives today include pre-consumer recycled elastane, bio-based elastane variants, chemically recycled elastomer polymers, and fabric engineering strategies that reduce overall spandex usage.
These solutions represent incremental improvements rather than complete replacements for conventional elastane. The technical challenge lies in preserving the fiber’s unique elasticity while lowering its environmental footprint. Because spandex is a highly engineered polyurethane elastomer, recycling it is significantly more complex than recycling materials such as polyester or nylon.
At present, the industry is exploring multiple pathways simultaneously rather than relying on a single universal solution.
The Main Recycled Spandex Pathways Emerging Today
Different approaches address different stages of the elastane lifecycle, from raw material sourcing to waste recovery and fiber design optimization.
| Alternative Type | How It’s Produced | Sustainability Gain |
|---|---|---|
| Pre-consumer recycled spandex | Reprocessing factory waste | Reduced raw material waste |
| Bio-based spandex | Renewable feedstocks (partially) | Lower fossil input |
| Chemically recycled elastane | Polymer depolymerization | Early-stage, limited scale |
| Reduced-spandex systems | Less elastane through fabric engineering | Lower overall impact |
Each pathway tackles a different sustainability problem. Some focus on reducing raw material extraction, while others aim to improve recycling compatibility or reduce the total amount of elastane required in garments.
Understanding how these technologies work helps clarify both their potential and their current limitations.
Pre-Consumer Recycled Spandex: The Most Commercially Established Option
Among current alternatives, pre-consumer recycled spandex is the most widely implemented solution. This approach focuses on reclaiming production waste generated during elastane fiber manufacturing or fabric processing.
During normal textile production, manufacturing scrap may occur during spinning, knitting, weaving, or cutting operations. In traditional systems, these materials would be discarded. In pre-consumer recycling systems, however, clean scrap materials are collected and reintroduced into the polymer production process.
The recovered material is typically processed through the following steps:
- collection of clean elastane waste from production lines
- shredding or dissolving the scrap material
- purification of polymer feedstock
- reintroduction into the spinning process
Because this waste originates from controlled manufacturing environments, the material quality remains relatively consistent.
| Advantage | Limitation |
|---|---|
| Proven at commercial scale | Does not address post-consumer textile waste |
| Reliable performance properties | Still derived partly from fossil chemistry |
| Lower production carbon footprint | Limited availability of scrap material |
In practice, pre-consumer recycled elastane reduces the demand for virgin polymer feedstock while preventing industrial waste from entering landfills.
However, this approach does not fully solve the broader issue of post-consumer garment recycling, since used clothing containing elastane remains difficult to separate and process.
Bio-Based Elastane: Reducing Fossil Fuel Dependence
Another promising pathway involves replacing part of the petrochemical raw materials used in elastane production with renewable feedstocks. This approach leads to the development of bio-based elastane fibers.
Instead of relying entirely on petroleum-derived polyols and chemical intermediates, bio-based elastane incorporates polymers derived from plant-based resources such as corn, sugarcane, or other renewable biomass.
The production process remains similar to conventional elastane manufacturing but substitutes certain chemical building blocks with renewable alternatives.
Typical characteristics of bio-based elastane include:
- partial replacement of fossil-based polymers with plant-derived polymers
- similar spinning processes to conventional elastane
- compatibility with existing textile manufacturing systems
The environmental benefit comes primarily from reducing fossil resource consumption during raw material production.
| Feature | Reality |
|---|---|
| Renewable content | Usually partial rather than 100% |
| Fiber performance | Comparable elasticity and recovery |
| Production cost | Higher than conventional elastane |
| Market availability | Still relatively limited |
Although bio-based elastane reduces reliance on petroleum resources, it does not make the fiber biodegradable or fully renewable. The polymer structure remains similar to conventional polyurethane elastomers, meaning that end-of-life challenges still exist.
Nonetheless, bio-based feedstocks can significantly lower the upstream carbon footprint associated with fiber production.
Chemically Recycled Elastane: An Emerging Technology
Chemical recycling represents one of the most ambitious approaches to elastane sustainability. Instead of simply reusing manufacturing scrap, chemical recycling attempts to break down elastane polymers into their fundamental chemical components.
These components can then be purified and used to produce new elastane polymers.
This process generally involves polymer depolymerization, in which chemical reactions break polyurethane chains into smaller molecular units. These units can then be reassembled into new polymer structures.
Potential advantages of chemical recycling include:
- recovery of raw chemical feedstocks
- ability to process elastane-containing textile waste
- potential compatibility with circular textile systems
However, the technology is still developing and has not yet reached large-scale commercial deployment.
| Status | Insight |
|---|---|
| Technical feasibility | Demonstrated in research environments |
| Commercial scale | Limited pilot programs |
| Cost structure | Currently high |
| Infrastructure | Still under development |
One of the main barriers to scaling chemical recycling is the complexity of blended fabrics. Elastane is often combined with cotton, polyester, or nylon, making separation and purification more difficult.
As chemical recycling technologies improve, they may eventually enable closed-loop recycling systems for elastane-containing textiles.
Reduced-Spandex Fabric Systems
While much attention focuses on recycling elastane, another strategy involves reducing the amount of spandex required in garments while maintaining stretch performance.
Textile engineers have developed several fabric construction techniques that minimize elastane content without sacrificing elasticity.
Examples include:
- mechanical stretch weaving techniques
- bicomponent yarn structures
- knitted fabric architectures that provide natural elasticity
These approaches can lower elastane content from traditional levels of 5–10% to as little as 1–3% in some fabrics.
Reducing the quantity of elastane in a garment can significantly improve recyclability, particularly for polyester-based textiles where chemical recycling technologies are advancing rapidly.
Lower elastane content also reduces the overall environmental footprint associated with elastane production.
The Reality Behind “Recycled Spandex” Labels
As sustainable textiles gain popularity, the term “recycled spandex” sometimes appears in product descriptions. However, the meaning of this label can vary depending on how the recycled material is incorporated.
A fabric described as containing recycled spandex may involve several possible scenarios:
- elastane produced from pre-consumer recycled polymer feedstock
- fabrics where elastane content is partially recycled but base fibers remain virgin
- blends combining recycled polyester with conventional elastane
Because labeling practices vary, transparency about fiber composition and recycling methods is essential for accurate sustainability evaluation.
In many cases, recycled elastane reduces environmental impact compared to virgin elastane but does not eliminate it entirely.
The Future of Stretch Fibers
Stretch performance remains essential for many categories of modern apparel. As a result, elastane alternatives must balance sustainability improvements with the mechanical properties that designers and consumers expect.
The next generation of stretch materials may involve a combination of solutions, including:
- bio-based elastane polymers
- improved recycling technologies
- advanced fabric engineering
- hybrid stretch systems that reduce elastane dependence
Research in polymer science and textile engineering continues to explore new approaches that combine elasticity with circular material systems.
Although a fully recyclable elastane equivalent does not yet exist at large commercial scale, ongoing innovation suggests that stretch fibers will become progressively more sustainable in the coming decades.
For textile manufacturers and apparel brands, adopting recycled or lower-impact elastane solutions today represents an important step toward reducing the environmental footprint of stretch fabrics while maintaining the performance characteristics that modern clothing requires.
What Performance Trade-Offs Exist Between Conventional Spandex and Recycled Spandex Materials?

Recycled spandex materials are increasingly used in stretch textiles as brands and manufacturers attempt to reduce reliance on virgin petrochemical fibers. In most everyday apparel applications, recycled elastane performs very similarly to conventional spandex. However, subtle differences can appear in areas such as elastic fatigue resistance, thermal stability, and consistency between production batches.
These differences are usually not visible to consumers, but they can become important during textile processing or in garments designed for high mechanical stress.
Understanding these performance trade-offs helps textile developers determine where recycled elastane can be used effectively and where additional engineering considerations may be required.
Core Performance Comparison
The fundamental mechanical properties of recycled spandex remain very close to those of conventional elastane. Both fibers are designed to deliver high elasticity, excellent recovery, and long-term flexibility when incorporated into fabrics.
However, the recycling process can slightly alter the polymer structure of elastane. These small structural differences can influence certain performance parameters.
| Property | Conventional Spandex | Recycled Spandex |
|---|---|---|
| Stretch capability | Excellent | Excellent |
| Elastic recovery | Excellent | Very good |
| Elastic fatigue resistance | Strong | Slightly reduced |
| Heat tolerance | Higher | Slightly lower |
| Production consistency | Very high | Good, sometimes batch dependent |
In typical garments such as stretch denim, leggings, or casual apparel, these differences are rarely noticeable during normal wear. The elasticity and comfort characteristics remain largely unchanged.
The trade-offs become more relevant in technically demanding applications where fabrics are exposed to repeated stress, high temperatures, or intensive processing.
Where Recycled Spandex Performs Well
Recycled elastane performs particularly well in garments where comfort, flexibility, and everyday durability are the primary requirements. In these applications, the mechanical demands placed on the fiber are moderate, and the slight differences in fatigue resistance or thermal stability do not significantly affect garment performance.
Common product categories where recycled spandex performs effectively include:
- athleisure and yoga apparel
- stretch denim for daily wear
- lifestyle clothing such as fitted tops and dresses
- casual sportswear
- lightweight compression garments
These garments are typically worn for moderate activity levels and washed under normal consumer laundering conditions.
Because the stretch levels required in these applications are relatively moderate—often between 20% and 80% fabric elongation—recycled spandex can provide sufficient elasticity without significant performance limitations.
Where Trade-Offs Become More Noticeable
Certain technical textile applications demand extremely high durability from elastane fibers. In these environments, recycled spandex may show slightly lower long-term resilience compared with conventional elastane.
Situations where performance differences may become more noticeable include:
- garments designed for high compression
- fabrics exposed to repeated industrial washing cycles
- textile processes involving elevated heat levels
- medical support garments requiring continuous stretch retention
- shapewear products with sustained mechanical tension
In these applications, elastane fibers experience continuous stretching and recovery cycles that may exceed several thousand repetitions during the garment’s lifespan.
Even minor differences in polymer chain stability can influence how long the fiber maintains its elasticity under these demanding conditions.
For this reason, textile engineers sometimes apply more conservative design margins when working with recycled elastane in high-performance fabrics.
Why Performance Differences Exist
The performance differences between conventional and recycled spandex arise primarily from changes in the polymer structure during recycling.
Spandex fibers consist of segmented polyurethane polymers. During recycling processes—especially mechanical or chemical reprocessing—polymer chains may experience partial degradation or restructuring.
These structural changes can result in several molecular differences:
- slightly shorter polymer chain lengths
- small variations in chain uniformity
- increased sensitivity to thermal or mechanical stress
Although these molecular differences are relatively small, elastane fibers rely heavily on polymer chain elasticity for their stretch properties. Even minor structural changes can influence long-term fatigue behavior.
In most fabrics, these differences are minimal. However, in applications requiring extreme elasticity cycles or harsh processing environments, they may become measurable.
Heat Sensitivity During Textile Processing
Heat stability is another area where recycled elastane can show slightly different behavior compared with conventional spandex.
During textile manufacturing, fabrics often undergo thermal processes such as:
- dyeing at elevated temperatures
- heat-setting for dimensional stability
- drying processes in finishing equipment
Conventional elastane typically tolerates temperatures up to approximately 180–200°C during brief heat-setting stages. Recycled elastane may sometimes show slightly lower tolerance levels depending on the recycling method used.
This does not mean recycled elastane cannot be processed using standard textile finishing methods. However, tighter process control may be required to maintain optimal fiber performance.
For example, some manufacturers adjust heat-setting temperatures or shorten dwell times during finishing when recycled elastane is present.
Elastic Fatigue Resistance
Elastic fatigue refers to the gradual loss of stretch recovery after repeated stretching cycles. Conventional spandex is known for maintaining elasticity over thousands of extension cycles.
Recycled elastane may exhibit slightly faster fatigue under extreme conditions because polymer chains may be marginally shorter or less uniform after recycling.
However, in most garments worn under normal conditions, this difference remains small.
For example, a pair of leggings containing recycled elastane may retain its elasticity for hundreds of wear cycles—well within the expected lifespan of the garment.
In contrast, garments designed for medical compression therapy or professional athletic use may require the maximum fatigue resistance offered by conventional elastane.
Manufacturing Consistency and Batch Variation
Another potential difference between conventional and recycled spandex lies in manufacturing consistency. Virgin elastane is produced from controlled polymer synthesis, allowing manufacturers to maintain very consistent molecular structures.
Recycled elastane relies partly on reclaimed polymer feedstock, which can introduce slight variations between production batches.
Modern recycling systems include purification and quality control steps designed to minimize these differences, but some variability may still occur depending on the recycling technology used.
For most fabric applications, these variations remain within acceptable tolerance ranges.
Design Strategies That Offset Performance Trade-Offs
Textile engineers often adjust fabric design or garment construction techniques to compensate for any minor differences in recycled elastane performance.
These adjustments ensure that the final garment maintains the same comfort, durability, and functionality expected by consumers.
Common strategies include:
- slightly increasing fabric density
- reducing maximum stretch requirements in garment patterns
- optimizing knit or weave structures for elasticity
- improving heat-setting and finishing process control
The following table summarizes several practical adjustments used in stretch textile design.
| Adjustment | Benefit |
|---|---|
| Lower peak stretch levels | Reduces fatigue stress on elastane fibers |
| Controlled thermal processing | Protects polymer elasticity |
| Fabric structure optimization | Distributes stretch forces more evenly |
| Improved garment pattern design | Minimizes high-stress areas |
These engineering strategies allow recycled elastane fabrics to perform reliably across a wide range of apparel applications.
Real-World Perspective on Recycled Elastane Performance
In real-world use, the majority of consumers cannot distinguish between garments made with recycled elastane and those made with conventional spandex. The stretch comfort, fit, and flexibility remain essentially the same.
The primary difference lies not in user experience but in manufacturing discipline. Recycled elastane materials may require slightly more careful process control during fabric production and garment design.
When textile developers understand these considerations and adjust processing conditions accordingly, recycled elastane can deliver performance nearly identical to conventional elastane while offering measurable reductions in raw material consumption.
In this way, recycled spandex should not be viewed as a lower-quality substitute. Instead, it represents a material that requires more precise engineering and thoughtful design to unlock its full performance potential within modern sustainable textile systems.
How Do Consumer Expectations and Regulations Influence the Adoption of Sustainable Spandex Alternatives?


The adoption of sustainable spandex alternatives is increasingly shaped by two powerful forces: evolving consumer expectations and tightening environmental regulations. Over the past decade, the textile industry has experienced a significant shift in how materials are evaluated. Performance alone is no longer the primary factor. Today, environmental impact, chemical transparency, and lifecycle considerations play equally important roles in sourcing decisions.
Consumers are asking more questions about what their clothes are made from, how long those materials last, and what happens to them at the end of their life. At the same time, regulatory bodies around the world are introducing new rules that affect how textiles are produced, labeled, and disposed of. Together, these forces are pushing brands and manufacturers to reconsider their reliance on conventional elastane and explore lower-impact alternatives whenever possible.
This transition is gradual rather than abrupt. Spandex remains essential in many garment categories, but its use is increasingly being evaluated through the lens of sustainability.
Changing Consumer Mindset Around Stretch Fabrics
For many years, stretch fabrics were treated as a purely functional element of garment design. Consumers valued the comfort and flexibility they provided, but the material composition of stretch fabrics rarely attracted attention.
That situation has changed. As awareness of textile sustainability grows, consumers have begun asking more detailed questions about fiber origin, chemical use, and recyclability.
Modern shoppers often expect clothing to combine performance with environmental responsibility. This shift has expanded the scope of product evaluation beyond appearance and price.
Common consumer concerns now include:
- what materials are used in the garment
- whether recycled or renewable fibers are incorporated
- how long the product will remain wearable
- whether the garment can be recycled at the end of its life
These concerns apply not only to visible fibers like cotton or polyester but also to functional fibers such as elastane.
| Consumer Question | Why It Matters |
|---|---|
| What materials are used in this garment? | Growing awareness of textile composition |
| Does the product contain recycled content? | Interest in reducing resource consumption |
| How durable is the garment? | Focus on reducing clothing waste |
Spandex, although usually present in small percentages, now forms part of the broader sustainability discussion surrounding clothing.
As consumers become more informed about textile production, the presence of elastane in fabrics can influence purchasing decisions and brand perception.
The Influence of Transparency and Material Disclosure
Another factor shaping elastane adoption is the increasing emphasis on transparency in fashion supply chains. Many apparel companies now publish detailed product information, including fiber composition, sourcing practices, and sustainability claims.
This transparency exposes the complexity of stretch fabrics. While a garment may appear to be primarily cotton or polyester, even a small percentage of elastane can influence its recyclability and environmental footprint.
As brands share more information about their materials, consumers gain a clearer understanding of how different fibers contribute to sustainability outcomes.
This has encouraged some companies to experiment with alternative stretch solutions such as recycled elastane or lower-elastane fabric constructions.
Regulatory Pressure Shaping Material Choices
Alongside consumer expectations, regulatory frameworks are also playing a growing role in shaping textile material decisions.
Governments and international organizations are introducing policies designed to reduce environmental impact within the fashion industry. Although most regulations do not target spandex specifically, several policy areas indirectly affect how elastane is used.
These regulatory developments include restrictions on hazardous chemicals, requirements for carbon footprint reporting, and new rules related to textile waste management.
| Regulation Focus | Impact on Spandex Use |
|---|---|
| Chemical restrictions | Limits certain finishing agents and solvents |
| Carbon disclosure requirements | Highlights energy-intensive materials |
| Material traceability rules | Requires clearer fiber composition reporting |
| Waste reduction policies | Encourages recyclable textile design |
For example, regulations that limit specific chemical substances can influence the dyeing and finishing processes used for elastane-containing fabrics. Similarly, carbon reporting requirements encourage manufacturers to evaluate the energy consumption associated with producing elastane fibers.
While these regulations rarely prohibit elastane outright, they encourage companies to examine whether elastane is being used efficiently or unnecessarily.
Waste Reduction and Circular Economy Policies
Waste management regulations are another area affecting elastane adoption. Many countries are implementing policies designed to reduce textile waste and encourage circular material systems.
These policies often focus on improving textile recycling rates and reducing landfill disposal. However, garments containing elastane present challenges for existing recycling technologies.
Because elastane fibers are difficult to separate from other materials in blended fabrics, garments containing even small percentages of elastane can be harder to recycle.
As recycling regulations evolve, brands are increasingly aware that elastane content can influence the recyclability of their products.
Some companies have begun adjusting fabric compositions to improve compatibility with emerging recycling systems.
The Cost of Ignoring Sustainability Trends
Brands that continue to rely heavily on conventional elastane without exploring alternatives may encounter several risks over time.
These risks include:
- increased compliance costs as regulations tighten
- reputational challenges related to environmental transparency
- reduced access to markets with strict sustainability standards
Retailers and distributors are also becoming more selective about the materials used in the products they carry. Some markets now require detailed environmental reporting as part of product certification processes.
For apparel companies, addressing elastane sustainability early can help avoid more expensive adjustments later.
Why Stretch Fabrics Are Under Increased Scrutiny
Stretch garments receive particular attention in sustainability discussions for several reasons.
First, stretch fabrics are widely used across multiple apparel categories, including sportswear, denim, and everyday clothing. Second, garments containing elastane tend to be worn frequently and washed often, increasing their environmental footprint through repeated laundering.
Finally, the recyclability challenges associated with elastane blends mean that these garments often end their lifecycle in landfill or incineration systems.
Because of this combination of high usage, frequent washing, and recycling difficulty, stretch fabrics attract more scrutiny than some rigid textile materials.
How Brands Are Responding
In response to consumer and regulatory pressure, many apparel companies are experimenting with strategies that reduce the environmental impact of stretch fabrics while preserving their performance benefits.
Some brands are adopting policies that limit the percentage of elastane used in fabrics when possible. Others are incorporating recycled elastane or bio-based elastane into certain product lines.
Design adjustments are also becoming more common. Garment developers may redesign patterns to achieve flexibility through fabric structure rather than relying entirely on elastane.
Examples of current industry practices include:
- limiting elastane content in certain product categories
- selecting recycled elastane fibers when available
- optimizing fabric structures to reduce stretch fiber usage
- extending garment lifespan through improved durability
These strategies do not eliminate elastane from clothing but aim to use it more thoughtfully within sustainable product design.
A Design Evolution Rather Than a Material Ban
The growing interest in sustainable elastane alternatives does not signal the end of spandex in apparel. Instead, it reflects a broader shift toward responsible material management.
Spandex remains one of the most effective fibers for delivering elasticity, comfort, and fit. Removing it entirely from clothing would significantly affect garment performance.
The industry’s current focus is therefore not on banning elastane but on improving how it is produced, used, and eventually managed at the end of a garment’s lifecycle.
Through advances in recycling technology, bio-based polymers, and innovative textile engineering, manufacturers are gradually expanding the range of sustainable stretch solutions available.
As consumer awareness and regulatory frameworks continue to evolve, these solutions are likely to play an increasingly important role in shaping the future of stretch fabrics in the textile industry.
What Certification Systems and Eco-Labels Apply to Spandex and Its Recycled Alternatives?



Spandex and its recycled alternatives are evaluated under several certification systems that focus primarily on chemical safety, recycled content verification, supply chain transparency, and environmental management practices. Unlike natural fibers such as cotton or wool, elastane does not have certifications related to biodegradability or renewable fiber origin because the fiber is typically produced through synthetic polyurethane chemistry.
Instead, certification frameworks assess the environmental and safety performance of the processes used to manufacture spandex-containing textiles. These certifications help brands, manufacturers, and buyers verify claims related to recycled material content, chemical compliance, and responsible production systems.
In other words, certifications do not automatically make spandex sustainable, but they provide structured verification that specific environmental or safety standards have been met.
Key Certifications Relevant to Spandex Fabrics
Several widely recognized international certification programs apply to fabrics that contain elastane or recycled elastane. Each certification focuses on a different aspect of sustainability or supply chain accountability.
| Certification | What It Covers |
|---|---|
| OEKO-TEX® STANDARD 100 | Chemical safety and harmful substance testing |
| GRS (Global Recycled Standard) | Verification of recycled material content |
| RCS (Recycled Claim Standard) | Traceability of recycled materials |
| ISO 14001 | Environmental management systems |
| bluesign® | Responsible chemical and production processes |
These certifications can apply either to the fiber itself, the finished textile, or the manufacturing facility, depending on the scope of the certification.
Because elastane is usually blended with other fibers such as cotton, polyester, or nylon, certifications typically apply to the entire fabric rather than the elastane component alone.
OEKO-TEX® STANDARD 100: Chemical Safety for Textile Products
One of the most widely recognized certifications in the textile industry is OEKO-TEX® STANDARD 100. This certification focuses specifically on human-ecological safety by testing textiles for harmful substances that may pose risks to human health.
For fabrics containing spandex, OEKO-TEX certification verifies that the finished textile meets strict limits for a wide range of chemical substances.
These substances include:
- azo dyes that may release carcinogenic amines
- formaldehyde residues from finishing treatments
- heavy metals used in dyes or pigments
- certain plasticizers and solvents
Testing is conducted on the finished textile product, meaning that all fibers, dyes, and finishing chemicals present in the fabric must meet the certification limits.
OEKO-TEX certification does not evaluate environmental impact during fiber production. Instead, it focuses on ensuring that the final textile product is safe for direct contact with human skin.
Global Recycled Standard (GRS): Verifying Recycled Content
When fabrics contain recycled elastane or other recycled fibers, the Global Recycled Standard (GRS) is one of the most important certifications used to verify material claims.
GRS certification confirms several aspects of recycled textile production, including:
- the percentage of recycled material used in the product
- traceability throughout the supply chain
- restrictions on hazardous chemicals
- social and environmental compliance requirements
For example, if a stretch fabric contains recycled polyester and recycled elastane, GRS certification verifies that the recycled materials originate from verified sources and remain traceable through the entire production process.
GRS also requires manufacturers to maintain responsible chemical management systems, ensuring that hazardous substances are controlled during textile processing.
Recycled Claim Standard (RCS): Material Traceability
Another certification related to recycled content is the Recycled Claim Standard (RCS). While similar to GRS, RCS focuses more narrowly on verifying the presence and traceability of recycled materials.
RCS certification confirms that recycled materials are properly tracked from the recycling source through the supply chain to the final product.
Unlike GRS, the RCS standard does not include broader environmental or social compliance requirements. Instead, it concentrates on verifying recycled content claims.
RCS certification is commonly used when brands want to document recycled fiber content without implementing the more extensive environmental management systems required by GRS.
ISO 14001: Environmental Management Systems
ISO 14001 certification applies to the environmental management practices of manufacturing facilities rather than to specific textile products.
This international standard evaluates how companies manage environmental impacts within their operations. Facilities certified under ISO 14001 must implement structured systems for monitoring and reducing environmental risks.
For textile manufacturing facilities producing elastane-containing fabrics, ISO 14001 certification typically addresses areas such as:
- energy consumption monitoring
- chemical storage and handling
- wastewater treatment systems
- waste reduction practices
While ISO 14001 does not certify individual fabrics, it provides assurance that the manufacturing facility follows internationally recognized environmental management procedures.
bluesign®: Chemical and Process Control
The bluesign® system focuses on chemical safety and resource efficiency throughout the textile production process. It evaluates chemical inputs, manufacturing conditions, and environmental impact across the entire supply chain.
bluesign certification aims to eliminate harmful substances from the beginning of the production process rather than removing them through testing at the final stage.
The system evaluates several factors:
- chemical formulation safety
- energy and water consumption
- emission control systems
- workplace safety practices
Textile manufacturers working under the bluesign system must use approved chemicals and maintain strict environmental controls during production.
For fabrics containing spandex, bluesign certification ensures that the dyes, auxiliaries, and finishing treatments used in processing meet strict safety and environmental criteria.
What These Certifications Do—and Do Not Mean
Although certifications provide valuable verification tools, it is important to understand their scope and limitations.
Each certification evaluates a specific aspect of sustainability rather than the entire environmental footprint of a textile product.
| Certification | Does It Mean the Fiber Is “Eco-Friendly”? |
|---|---|
| OEKO-TEX | Ensures chemical safety for human contact |
| GRS | Confirms recycled material content |
| bluesign | Controls chemical inputs and production impact |
| ISO 14001 | Verifies environmental management systems |
None of these certifications alone indicates that spandex itself is biodegradable or entirely sustainable. Instead, they provide evidence that certain environmental or safety standards have been met within defined areas.
Understanding these distinctions helps prevent misleading sustainability claims.
Common Certification Misunderstandings
In the textile market, certification labels are sometimes interpreted more broadly than their official definitions allow. Misunderstandings can arise when certifications are used in marketing language without explaining their specific scope.
Several common misconceptions include:
- assuming OEKO-TEX certification means the fiber is environmentally sustainable
- believing recycled fiber claims automatically indicate circular recycling systems
- assuming a certified factory guarantees sustainable products across all outputs
In reality, certifications evaluate specific criteria rather than providing universal sustainability guarantees.
Choosing Certifications That Add Real Value
For brands and textile buyers seeking credible sustainability verification, combining multiple certifications often provides the most meaningful assurance.
Using several complementary certifications allows different aspects of the supply chain to be evaluated simultaneously.
For example, a stretch fabric containing recycled elastane might be verified through several certification layers.
| Certification Stack | Benefit |
|---|---|
| OEKO-TEX | Confirms chemical safety |
| GRS | Verifies recycled fiber content |
| bluesign | Ensures responsible chemical processes |
| ISO 14001 | Confirms environmental management practices |
When multiple certifications support a textile product, the overall sustainability claim becomes more transparent and credible.
Transparency as the Real Sustainability Indicator
Ultimately, certifications serve as tools that help validate sustainability claims within the textile industry. They create structured frameworks for verifying chemical safety, recycled content, and responsible production practices.
However, certifications alone do not determine whether a material is environmentally sustainable. Instead, they provide measurable evidence that specific processes meet defined standards.
For fabrics containing spandex or recycled elastane, the most meaningful sustainability approach involves combining certification verification with transparent material disclosure and responsible product design.
By integrating certification systems with clear communication about material composition and production processes, textile manufacturers and apparel brands can build more credible sustainability narratives while maintaining the performance benefits that elastane provides in modern fabrics.
How Are Manufacturers Adjusting Dyeing, Finishing, and Recycling Practices to Support Spandex Sustainability?



Manufacturers are improving the sustainability profile of spandex-containing textiles by adjusting how fabrics are dyed, finished, and managed during recycling processes. Instead of relying on a single technological breakthrough, progress in this area has largely come from incremental operational improvements across textile production systems. These improvements reduce energy consumption, minimize chemical use, and extend garment durability while preserving the stretch performance expected from elastane fabrics.
Spandex itself remains chemically complex and difficult to recycle at large scale, but manufacturers are finding ways to lower its environmental footprint through better process control and more efficient fabric engineering.
In many cases, these operational adjustments produce measurable environmental benefits without altering the look, comfort, or durability experienced by the end user.
Dyeing Adjustments That Reduce Environmental Impact
Traditional dyeing processes for spandex blends often used conservative parameters to guarantee color consistency and prevent elastane degradation. These methods frequently relied on high temperatures, long processing cycles, and heavy chemical stabilizers.
In recent years, textile dye houses have begun optimizing dyeing conditions to reduce energy use and chemical intensity while maintaining color performance.
Several operational improvements have become increasingly common.
| Adjustment | Sustainability Benefit |
|---|---|
| Lower dyeing temperatures | Reduced energy consumption |
| Shorter dye cycles | Lower water and heat usage |
| Improved leveling agents | Fewer re-dye operations |
| High-efficiency dye machines | Reduced emissions and wastewater |
Lower-temperature dyeing technologies are particularly important for elastane blends. Because spandex fibers are sensitive to heat, gentler dyeing conditions not only reduce energy consumption but also help maintain fiber elasticity.
By minimizing excessive heat exposure during dyeing, manufacturers can extend the fatigue life of elastane fibers, which ultimately contributes to longer garment lifespan.
Modern dyeing equipment also plays a key role in sustainability improvements. High-efficiency jet dyeing and low-liquor-ratio machines significantly reduce water consumption compared to older dyeing technologies.
These systems use optimized circulation methods to achieve uniform dye penetration while requiring smaller volumes of water and chemicals.
Finishing Adjustments That Improve Durability
Textile finishing processes have a significant influence on the long-term performance of elastane-containing fabrics. Finishing treatments determine how fabrics respond to repeated stretching, laundering, and wear.
Manufacturers are increasingly adjusting finishing techniques to protect elastane fibers and improve garment longevity.
| Finishing Practice | Long-Term Impact |
|---|---|
| Optimized heat-setting conditions | Maintains elasticity stability |
| Reduced mechanical tension | Prevents premature fiber fatigue |
| Balanced chemical fixation | Preserves softness and stretch |
| Controlled relaxation processes | Improves dimensional stability |
Heat setting is particularly important in fabrics containing elastane. This process stabilizes the fabric structure after knitting or weaving by applying controlled heat to lock yarn positions in place.
However, excessive heat or prolonged heat exposure can damage elastane polymers and reduce long-term stretch recovery.
Modern finishing lines often incorporate more precise temperature monitoring and shorter dwell times to protect elastane fibers while still achieving dimensional stability.
Another important factor is fabric tension during finishing. Excessive tension applied during stentering or drying can strain elastane filaments, leading to premature loss of elasticity during garment use.
By reducing mechanical stress during finishing operations, manufacturers can improve the durability of stretch fabrics.
Improving Garment Lifespan Through Process Optimization
Durability is an often overlooked component of textile sustainability. When garments remain functional for longer periods, the environmental impact associated with manufacturing and disposal decreases.
Process improvements in dyeing and finishing can contribute directly to garment longevity by preserving elastane elasticity and reducing early fabric degradation.
Stretch garments that maintain their shape over time are less likely to be discarded prematurely due to sagging or loss of fit.
In this way, improvements in finishing technology indirectly contribute to sustainability by extending the usable life of clothing.
Reducing Total Spandex Content Through Fabric Engineering
Another strategy manufacturers are using to improve sustainability is reducing the overall percentage of elastane in fabrics without sacrificing stretch performance.
Rather than eliminating spandex entirely, textile engineers are focusing on using it more efficiently.
Several fabric engineering techniques support this approach.
Manufacturers are increasingly:
- designing knit structures that naturally provide elasticity
- combining mechanical stretch with limited elastane content
- placing elastane only in areas that experience the most strain
These design strategies allow fabrics to maintain comfort and flexibility while reducing elastane usage.
| Design Shift | Result |
|---|---|
| Lower elastane percentages | Improved recyclability of fabrics |
| Zoned stretch placement | Maintains comfort with less fiber |
| Higher-density base yarns | Improved shape control |
In some stretch fabrics, elastane content can be reduced from typical levels of 5–8% to around 2–3% without significant loss of performance.
Lower elastane content improves compatibility with emerging textile recycling technologies, particularly those designed for polyester and cotton recovery.
Fabric Zoning and Targeted Stretch
Advanced garment engineering techniques also allow elastane to be used selectively rather than uniformly across the entire fabric.
In certain technical garments, stretch zones are incorporated only in areas that require additional mobility, such as:
- waistbands
- knee panels
- underarm sections
- athletic compression zones
By limiting elastane to these areas, manufacturers reduce the total quantity of elastane used in the garment.
This targeted approach improves recyclability while maintaining functional stretch where it is most needed.
Recycling Realities for Spandex Fabrics
Although elastane recycling remains challenging, textile manufacturers are taking steps to manage elastane waste more effectively within factory operations.
One of the most practical current approaches involves recovering clean production waste during textile manufacturing.
Factories increasingly separate elastane-containing scrap generated during cutting, knitting, and fabric trimming processes. This clean material can be redirected into pre-consumer recycling streams, where it is processed into new polymer feedstock.
This process prevents manufacturing waste from entering landfill systems and reduces demand for virgin elastane raw materials.
In addition to internal recycling systems, some textile manufacturers are collaborating with technology companies working on chemical recycling solutions for elastane-containing fabrics.
Chemical recycling technologies aim to break elastane polymers into reusable chemical building blocks. Although still at early commercial stages, these systems may eventually enable recycling of post-consumer garments containing elastane blends.
Industry Collaboration and Innovation
The complexity of elastane recycling means that progress often depends on collaboration across multiple parts of the textile industry.
Fiber producers, dye houses, garment manufacturers, and recycling technology companies are increasingly working together to develop solutions that reduce elastane’s environmental footprint.
These collaborations include:
- testing new polymer recycling techniques
- developing elastane-compatible recycling systems for blended fabrics
- improving chemical recovery technologies during fiber production
While fully circular elastane systems are not yet widespread, these collaborative efforts represent meaningful progress toward more sustainable stretch textiles.
Incremental Progress in Spandex Sustainability
The path toward more sustainable spandex use is not defined by a single revolutionary technology. Instead, it is shaped by a series of operational improvements across textile manufacturing processes.
Lower-energy dyeing methods, improved finishing controls, smarter fabric engineering, and better waste management practices all contribute to reducing the environmental impact of elastane-containing fabrics.
Each individual adjustment may seem small. However, when applied across global textile production—where billions of stretch garments are produced annually—these improvements collectively represent a significant step toward more responsible textile manufacturing.
How Should Brands Choose and Implement Recycled Spandex Solutions for Long-Term Sustainable Practices?

Recycled spandex is becoming an important part of the textile industry’s transition toward more responsible material use. However, implementing recycled elastane effectively requires more than simply substituting one fiber for another. For brands aiming to build credible long-term sustainability strategies, the adoption of recycled spandex must be guided by product performance requirements, supply chain reliability, and transparent communication with consumers.
Recycled elastane offers measurable environmental advantages, particularly by reducing dependence on virgin petrochemical feedstocks and redirecting manufacturing waste into new production cycles. Yet, because recycled elastane may behave slightly differently from conventional spandex in certain high-performance applications, careful material selection and testing are essential.
When implemented thoughtfully, recycled elastane can deliver comparable stretch performance while contributing to broader sustainability goals within the apparel supply chain.
Start with the Right Questions
The first step for brands considering recycled elastane is evaluating how the material will function within the intended garment category. Not every product requires the same level of stretch performance, and understanding these requirements helps determine whether recycled elastane is the appropriate choice.
Design and sourcing teams should begin by examining how the garment will actually be used.
Important considerations include:
- how frequently the garment will be worn
- the level of physical activity expected from the wearer
- the number of wash cycles the product must endure
- whether the design requires maximum compression or moderate flexibility
For example, a pair of everyday stretch jeans worn in casual settings may place far less mechanical stress on elastane fibers than a high-compression athletic garment used for intense training.
By clearly defining these functional requirements at the beginning of product development, brands can match recycled elastane solutions to garments where they perform most effectively.
Matching Recycled Spandex to Product Categories
Recycled elastane performs well in many common apparel applications. However, certain product categories place extremely high demands on elasticity and durability.
Understanding where recycled elastane fits best helps prevent performance issues and ensures that sustainability improvements do not compromise garment quality.
| Product Type | Recycled Spandex Suitability |
|---|---|
| Athleisure garments | Excellent |
| Everyday stretch apparel | Very good |
| Lifestyle clothing | Excellent |
| High-compression shapewear | Limited suitability |
| Medical textiles | Requires cautious evaluation |
Athleisure and casual apparel represent particularly strong opportunities for recycled elastane adoption because these garments typically require moderate stretch and comfort rather than extreme compression.
In contrast, garments such as medical compression wear or technical shapewear rely heavily on precise elasticity performance over long periods. In these cases, additional testing may be necessary to confirm that recycled elastane meets the required performance standards.
Implementation Best Practices
Successfully integrating recycled elastane into apparel production involves a structured testing and validation process. Rather than switching materials abruptly, most brands introduce recycled elastane gradually through pilot development programs.
This process allows product developers to evaluate the material under realistic manufacturing and wear conditions.
| Step | Purpose |
|---|---|
| Pilot sampling | Evaluate fabric feel, stretch, and recovery |
| Wash and fatigue testing | Confirm durability across repeated use |
| Process tuning | Optimize dyeing and finishing conditions |
| Clear product labeling | Communicate sustainability attributes |
Pilot sampling is especially important because recycled elastane may respond slightly differently during textile processing. Adjustments to dyeing temperatures, finishing tension, or heat-setting conditions may be required to maintain optimal elasticity.
Durability testing is also critical. Garments containing recycled elastane should undergo repeated wash cycles and stretch tests to confirm that the material maintains its performance over time.
Through this structured approach, brands can introduce recycled elastane without compromising product reliability.
Collaborating with Reliable Manufacturing Partners
Another key factor in implementing recycled elastane successfully is selecting experienced manufacturing partners. Stretch fabrics require careful handling during knitting, dyeing, and finishing processes.
Manufacturers familiar with recycled elastane can help optimize production parameters such as:
- heat-setting temperature ranges
- dyeing cycle conditions
- fabric tension control during finishing
These adjustments help preserve the elasticity of recycled fibers while maintaining consistent fabric quality.
Working with suppliers who already have experience processing recycled elastane reduces the risk of performance inconsistencies during production.
Avoiding Greenwashing Through Transparent Communication
As sustainability becomes a central part of brand messaging, transparency about material claims is increasingly important.
Consumers are becoming more aware of the complexity of textile sustainability, and exaggerated environmental claims can quickly damage brand credibility.
For recycled elastane products, brands should communicate sustainability improvements clearly and accurately.
Responsible communication typically includes:
- specifying the percentage of recycled content used
- explaining the environmental benefit compared to virgin materials
- acknowledging any performance limitations when relevant
Consumers generally respond positively to honest explanations of sustainability improvements, even when those improvements represent incremental progress rather than perfect solutions.
Clear labeling and transparent product information also help retailers and distributors understand the environmental attributes of the materials being used.
Designing for Longevity
One of the most important sustainability principles in apparel design is durability. Regardless of the fiber composition, garments that remain functional for longer periods reduce overall environmental impact.
Stretch fabrics that maintain elasticity through repeated use contribute directly to this goal.
When incorporating recycled elastane, designers can further improve durability through thoughtful garment engineering.
Examples include:
- reinforcing high-stress areas of garments
- balancing stretch zones across the garment structure
- optimizing fabric density to support elasticity
By combining recycled elastane with durability-focused design, brands can reduce both raw material consumption and garment replacement frequency.
Building a Long-Term Sustainability Strategy
Recycled elastane should not be viewed as a complete solution to the environmental challenges associated with stretch textiles. Instead, it represents one step within a broader strategy aimed at improving material efficiency, reducing waste, and extending product lifespan.
Brands pursuing long-term sustainability goals often combine several complementary approaches.
These approaches may include:
- incorporating recycled elastane in appropriate garment categories
- reducing overall elastane content through improved fabric structures
- developing garments designed for longer use cycles
- collaborating with suppliers on recycling innovation
Each of these steps contributes to lowering the environmental footprint of stretch fabrics.
A Strategic Approach to Sustainable Stretch
Adopting recycled elastane effectively requires a balance between environmental ambition and technical realism. When brands align material choices with product performance requirements and maintain transparency in sustainability claims, recycled elastane can play a meaningful role in responsible textile production.
Rather than treating recycled spandex as a simple material substitution, forward-looking companies view it as part of a broader design and sourcing strategy. By combining careful testing, reliable manufacturing partnerships, and durable product design, brands can implement recycled elastane solutions that support both performance and sustainability objectives over the long term.
Spandex Sustainability Is Evolving—Not Standing Still
Spandex’s sustainability status today is neither hopeless nor solved. Conventional elastane delivers performance the industry still depends on, while recycled and lower-impact alternatives are steadily improving. Progress is happening through smarter material choices, cleaner processes, and better design—not through elimination.
The real shift is philosophical: moving from maximum stretch at any cost to necessary stretch with responsible intent.
When spandex is used thoughtfully:
- Garments last longer
- Waste is reduced
- Environmental impact is lowered—step by step
If you’re exploring sustainable spandex or recycled elastane fabrics, SzoneierFabrics supports responsible development from concept to production:
- Recycled and conventional spandex options
- Low-MOQ trials with fast sampling
- Process-controlled dyeing and finishing
- Transparent material and certification support
- Consistent quality with short lead times
Contact SzoneierFabrics to request samples or a custom quotation. Sustainable stretch isn’t about perfection—it’s about progress, made practical.
